
Ang flash ay isa sa mga pinakakaraniwang depekto sa paghuhulma ng iniksyon — at isa sa mga pinaka-misdiagnosed. Ang mga manipis na palikpik ng labis na materyal na lumilitaw sa mga linya ng paghihiwalay, mga pin ng ejector, o mga insert na interface ay madalas na sinisisi sa mga parameter ng proseso lamang, kapag ang pangunahing dahilan ay kadalasang tooling. Ang gabay na ito ay nagbibigay ng isang sistematikong diagnostic framework na sumasaklaw sa lahat ng pitong root cause na kategorya, quantified prevention standards, at corrective action priority matrix upang maalis ang flash nang mahusay.
1. Ano ang Mould Flashing?
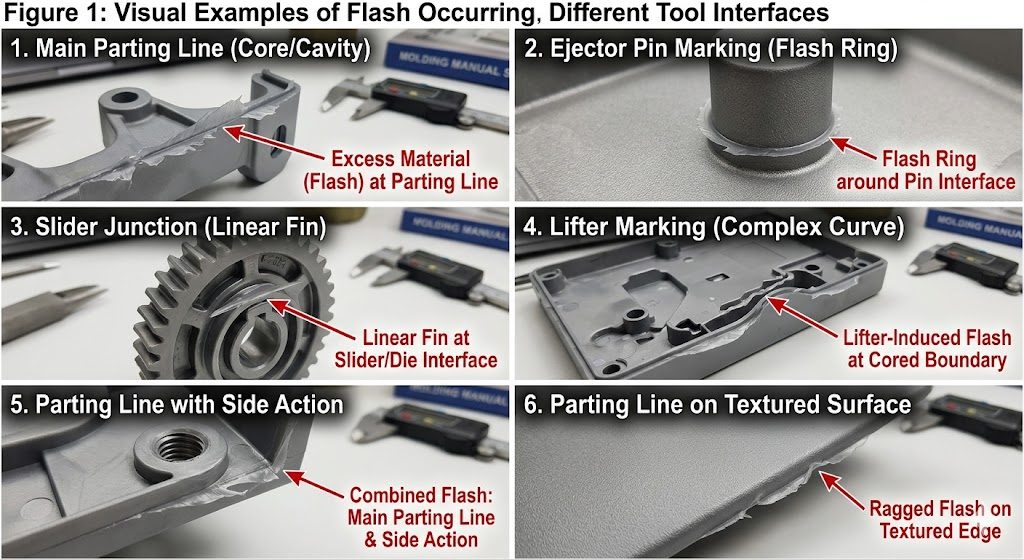
Ang flash (din: flashing, burr) ay labis na materyal na lumalabas sa amag na lukab sa pamamagitan ng anumang puwang sa tool bago nagyeyelo. Lumilitaw ito bilang isang manipis na palikpik, web, o may balahibo na gilid na nakakabit sa bahagi sa:
- Mga linya ng paghihiwalay — ang pinakakaraniwang lokasyon
- Mga interface ng ejector pin — pabilog na flash ring sa paligid ng mga pin face
- Mga interface ng slide at lifter — mga linear na palikpik sa tabi ng mga mukha ng contact action
- Ipasok ang mga hangganan — sa metal ipasok ang mga perimeter sa insert molding
- Mga lokasyon ng vent — kung ang mga lagusan ay napakalaki o nabubulok
- Mga shut-off na ibabaw — sa mga core na feature at through-hole
Ang flash ay hindi lamang kosmetiko. Nagdaragdag ito ng mga pangalawang operasyon sa pag-trim, nanganganib sa pagkagambala sa pagpupulong, lumilikha ng matatalim na gilid (panganib sa pinsala at pagkabigo ng selyo), at sa mga aplikasyong medikal o pakikipag-ugnay sa pagkain ay nagti-trigger ng hindi pagsunod sa regulasyon. Higit sa lahat, ito ay nagpapahiwatig ng isang puwang sa sistema ng amag na, kung hindi ginagamot, ay unti-unting lumalawak sa bawat pagbaril.
2. Ang Seven Root Cause Categories
Ang flash ay palaging may parehong agarang dahilan — materyal sa ilalim ng presyon na naghahanap ng puwang. Ngunit ang pinagmulan ng puwang na iyon ay nabibilang sa pitong magkakaibang kategorya, bawat isa ay nangangailangan ng ibang pagkilos sa pagwawasto.
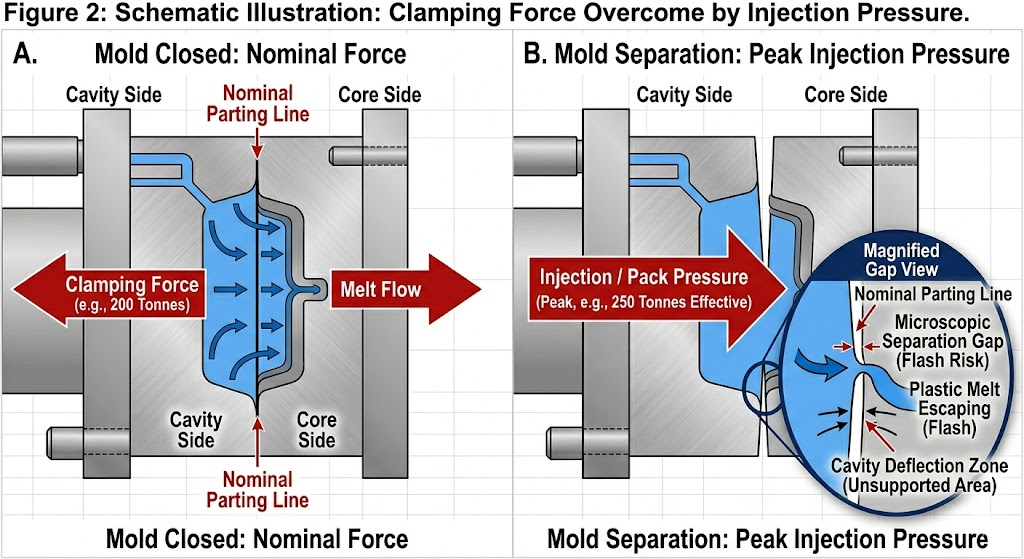
2.1 Hindi Sapat na Clamping Force
Ang pinaka-madalas na hindi pinapansin na dahilan. Kung ang presyon ng iniksyon ay lumampas sa epektibong puwersa ng pag-clamping ng press sa inaasahang bahagi ng bahagi at sistema ng runner, ang mga mold plate ay naghihiwalay saglit habang nagpupuno at nag-iimpake - lumilikha ng isang dinamikong puwang sa linya ng paghihiwalay.
Pagsusuri ng diagnostic:
Kinakailangang puwersa ng clamp (tonnes) = Inaasahang lugar (cm²) × Presyon ng lukab (MPa) ÷ 100Para sa isang bahagi na may 180 cm² na inaasahang lugar (kabilang ang mga runner) na puno sa 80 MPa average na presyon ng lukab:
Kinakailangang clamp = 180 × 80 ÷ 100 = 144 toneladang minimumMagdagdag ng 20–25% safety margin → 175–180 toneladang pinakamababa.
Ang pagpapatakbo sa bahaging ito sa isang 150-tonne press ay magbubunga ng parting line flash anuman ang anumang iba pang pagsasaayos ng parameter.
Karaniwang pagkakamali: Kinakalkula ang inaasahang lugar mula sa bahagi lamang, hindi kasama ang sistema ng runner. Ang sprue, runner, at gate ay nag-aambag ng malaking inaasahang lugar at presyon ng lukab.
| materyal | Karaniwang Saklaw ng Presyon ng Cavity | Clamping Force Rule of Thumb |
|---|---|---|
| PP, PE (manipis na pader) | 40–80 MPa | 0.4–0.8 t/cm² |
| ABS, PS | 50–90 MPa | 0.5–0.9 t/cm² |
| PA6, PA66 | 60–100 MPa | 0.6–1.0 t/cm² |
| PC, PC/ABS | 80–130 MPa | 0.8–1.3 t/cm² |
| PPS, LCP | 90–150 MPa | 0.9–1.5 t/cm² |
| POM | 70–110 MPa | 0.7–1.1 t/cm² |
2.2 Paghihiwalay ng Pagsuot o Pinsala sa Ibabaw
Ang parting surface (PS) ay ang pangunahing seal sa pagitan ng cavity at atmosphere. Anumang paglihis mula sa perpektong flatness — mula man sa pagkasira, pagkasira ng epekto, EDM spark erosion, o hindi sapat na katigasan sa ibabaw — ay nagbibigay-daan sa materyal na makatakas.
Mga kritikal na pagpapahintulot:
| Sukat ng amag | Max na pinapayagang PS Flatness Deviation | Inirerekomendang Steel Hardness |
|---|---|---|
| Maliit (<250 × 250 mm) | 0.005 mm | 48–52 HRC |
| Katamtaman (250–500 mm) | 0.008 mm | 48–52 HRC |
| Malaki (>500 mm) | 0.010–0.012 mm | 44–48 HRC |
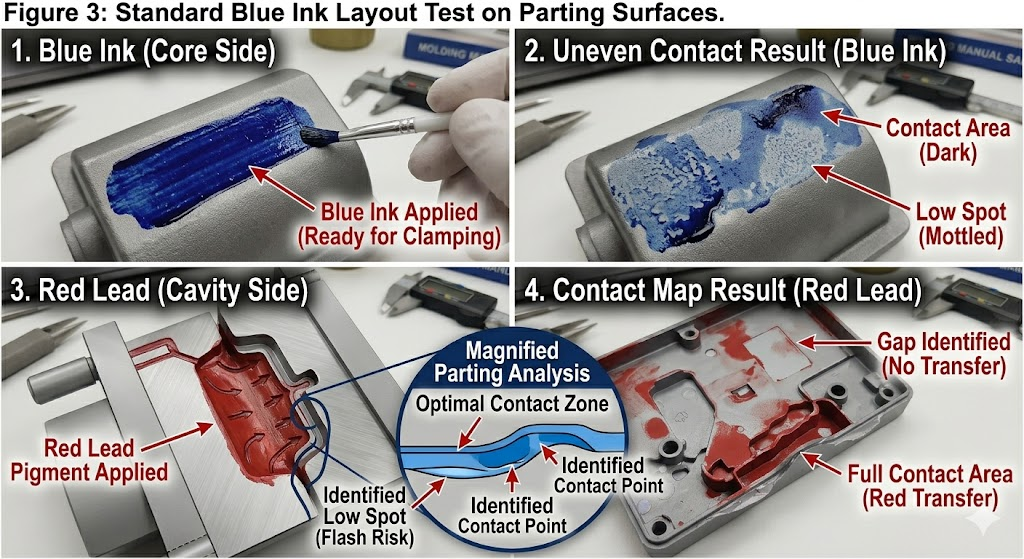
Protocol ng inspeksyon: Asul na ink transfer test o feeler gauge sweep sa buong parting surface. Ang anumang puwang na >0.010 mm sa isang commodity material o >0.005 mm sa isang low-viscosity material (LCP, PPS) ay isang flash risk.
Mga paraan ng pag-aayos ayon sa kalubhaan:
| Uri ng Pinsala | Paraan ng Pag-aayos | Lead Time |
|---|---|---|
| Maliit na pagsusuot (<0.05 mm mababang lugar) | Laser welding re-polish | 1–3 araw |
| Katamtamang pagsusuot (0.05–0.2 mm) | Spray welding o TIG weld re-machine | 3–5 araw |
| Pinsala sa epekto / dent | Laser welding EDM re-spark | 2–4 na araw |
| Laganap na pagkasuot (>0.2 mm) | Buong PS re-skim sa surface grinder | 3–7 araw |
| Paulit-ulit na flash sa parehong lokasyon | Hardface weld (Stellite) re-polish | 5–10 araw |
2.3 Labis na Bilis o Presyon ng Pag-iniksyon
Kahit na ang isang geometrically perfect na amag ay kumikislap kung ang mga parameter ng proseso ay itulak ang presyon ng lukab na lampas sa kapasidad ng clamp force, o kung ang bilis ng pag-iniksyon ay sapat na mataas upang lumikha ng isang hydraulic wedge effect sa linya ng paghihiwalay bago ang clamp tonnage ay ganap na umunlad.
Mga kundisyon ng proseso na nakaka-flash:
- Ang bilis ng pag-injection ay itinakda nang napakataas na ang cavity ay napuno sa loob ng <0.3 seg — ang peak pressure spike ay lumampas sa kapasidad ng clamp sa ilang sandali
- Itinakda ang presyon ng pack sa itaas ng 80% ng presyon ng iniksyon sa isang materyal na mababa ang lagkit
- Ang oras ng pag-hold ay lumampas sa pag-freeze ng gate — ang patuloy na presyon pagkatapos ng pag-freeze ng gate ay naglilipat ng puwersa sa paghulma ng mga plato, hindi bahagi ng pag-iimpake
- Masyadong mataas ang temperatura ng pagkatunaw — binabawasan ang lagkit, ang materyal ay dumadaloy nang mas agresibo sa anumang puwang
Pagkakasunud-sunod ng pagsasaayos ng proseso (bago ang interbensyon ng tooling):
- Bawasan ang bilis ng pag-iniksyon sa 10% na mga pagtaas — tingnan kung bumababa ang flash
- Bawasan ang pack pressure sa 60–70% ng fill pressure
- I-verify na ang oras ng pag-hold ay hindi lalampas sa oras ng pag-freeze ng gate (gamitin ang pag-aaral ng pag-freeze ng gate)
- Bawasan ang temperatura ng pagkatunaw ng 5–10°C
- Kung magpapatuloy ang flash pagkatapos ng lahat ng apat na pagsasaayos — ang pangunahing dahilan ay tooling, hindi proseso
2.4 Masyadong Mababa ang Lapot ng Materyal
Ang mga materyal na mababa ang lagkit ay dumadaloy sa mga puwang na pinagtulay ng mga karaniwang materyal na lagkit. Ito ang dahilan kung bakit ang mga marka ng PPS, LCP, at mababang-molekular na timbang ng PA ay nangangailangan ng mas mahigpit na pagpapahintulot sa ibabaw ng paghihiwalay kaysa sa ABS o PP.
Melt Flow Index (MFI) bilang isang flash risk indicator:
| Saklaw ng MFI (g/10 min) | Kategorya ng Panganib sa Flash | Max na Pinahihintulutang PS Gap |
|---|---|---|
| < 5 | Mababa | 0.020 mm |
| 5–20 | Katamtaman | 0.015 mm |
| 20–50 | Mataas | 0.010 mm |
| > 50 (hal., LCP, manipis na pader na PP) | Napakataas | 0.005–0.008 mm |
Pagkakaiba-iba ng materyal na lot: Maaaring mag-iba ang MFI ng ±15–25% sa pagitan ng mga lote sa loob ng parehong grado. Ang isang amag na tumatakbo sa flash threshold na may isang lot ay maaaring kumikislap sa susunod. Palaging suriin ang papasok na MFI laban sa data ng kwalipikasyon ng amag.
2.5 Masyadong Mataas ang Temperatura ng Mould
Ang mataas na temperatura ng amag ay binabawasan ang lagkit ng natutunaw na layer na nakikipag-ugnay sa ibabaw ng paghihiwalay, na nagpapalawak sa window ng oras kung saan ang materyal ay sapat na likido upang tumagos sa mga puwang. Ito ay partikular na makabuluhan para sa:
- Mga mala-kristal na materyales na may matalim na mga punto ng pagkatunaw (POM, PPS, PA)
- Ang mga materyales ay tumatakbo malapit sa itaas na limitasyon ng kanilang inirerekomendang hanay ng temperatura ng amag
- Ang mga hot runner na hulma kung saan ang sari-saring init na pagbabad ay maaaring magpataas ng temperatura ng mold plate nang lokal
Panuntunan ng hinlalaki: Bawat 10°C na pagtaas sa temperatura ng amag na mas mataas sa inirerekomendang minimum ay nagpapataas ng flash sensitivity ng humigit-kumulang isang grado ng lagkit — katumbas ng 20% na pagtaas sa MFI.
2.6 Mga Kakulangan sa Disenyo ng Mould
Mga geometric na tampok sa disenyo ng amag na lumilikha ng likas na panganib sa flash:
Mga hindi sinusuportahang parting surface span: Ang malalaking patag na pinaghihiwalay na ibabaw na walang suportang mga haligi ay lumilihis sa ilalim ng presyon ng lukab. Ang isang 400 × 400 mm na hindi sinusuportahang mold plate sa P20 na bakal ay nagpapalihis ng 0.03–0.08 mm sa 80 MPa — sapat na upang makagawa ng flash sa perimeter.
Suporta sa pillar design rule: Maximum na hindi sinusuportahang span sa pagitan ng mga support pillars = 150 mm para sa mga medium-duty na amag. Magdagdag ng mga haligi sa 120–130 mm na mga sentro para sa mga high-pressure na materyales (PC, PPS).
Hindi sapat na lapad ng lupa sa linya ng paghihiwalay: Ang "lupa" - ang makitid na flat band na kaagad na katabi ng cavity sa parting surface - ay dapat sapat na lapad upang labanan ang pressure-induced deformation. Inirerekomendang minimum na lapad ng lupa:
| materyal | Pinakamababang Lapad ng Lupa |
|---|---|
| PP, PE, ABS | 3–5 mm |
| PA, POM, PC | 5–8 mm |
| PPS, LCP | 8–12 mm |
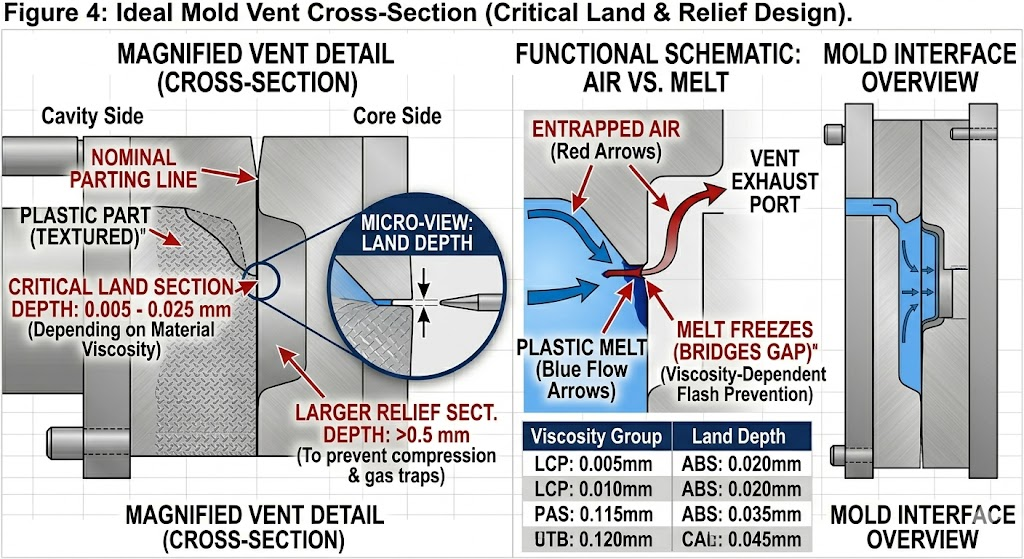
Masyadong malalim ang vent: Ang mga vent ay sinadyang puwang — kung malaki ang laki, nagiging flash generator ang mga ito. Mga karaniwang alituntunin sa lalim ng vent:
| materyal | Lalim ng Vent (seksyon ng lupa) | Lalim ng Vent (seksyon ng relief) |
|---|---|---|
| PP, PE | 0.015–0.025 mm | 0.5–0.8 mm |
| ABS, PS | 0.010–0.020 mm | 0.5–0.8 mm |
| PA, POM | 0.010–0.015 mm | 0.3–0.5 mm |
| PC, PC/ABS | 0.008–0.015 mm | 0.3–0.5 mm |
| PPS, LCP | 0.005–0.010 mm | 0.2–0.3 mm |
2.7 Nasira o Maling Mga Bahagi ng Paglipat
Ang mga side action, lifter, core pulls, at ejector pin ay lumilikha ng mga dynamic na interface na gumagalaw sa bawat cycle. Ang mga interface na ito ay unti-unting nauubos at ang pinakakaraniwang pinagmumulan ng flash sa mataas na volume na produksyon na dati ay walang flash.
Ejector pin flash: Ang clearance sa pagitan ng diameter ng pin at diameter ng butas ay dapat hawakan sa loob ng mahigpit na limitasyon. Standard clearance ayon sa materyal:
| materyal | Ejector Pin Clearance (bawat gilid) |
|---|---|
| PP, PE, ABS | 0.010–0.020 mm |
| PA, POM | 0.008–0.015 mm |
| PC, PC/ABS | 0.005–0.012 mm |
| PPS, LCP | 0.003–0.008 mm |
Ang mga clearance sa itaas ng mga limitasyong ito ay gumagawa ng nakikitang pin flash. Sa ibaba ng mga ito, ang mga pin ay nagbubuklod at nasira. Ito ay isang problema sa pamamahala ng pagsusuot — dapat na ma-verify ang mga pin clearance bawat 100,000–200,000 shot sa mga tool na may mataas na volume.
Flash ng slide at lifter interface: Isuot sa mga wear plate (gibs) na gumagabay sa mga side action na nagbibigay-daan sa slide face na lumipat ng 0.01–0.05 mm mula sa mukha nitong upuan — sapat para sa flash. Ang mga gib wear plate ay dapat na mapapalitang mga bahagi sa anumang amag ng produksyon, na may mga pagitan ng inspeksyon na tinukoy sa plano sa pagpapanatili ng amag.
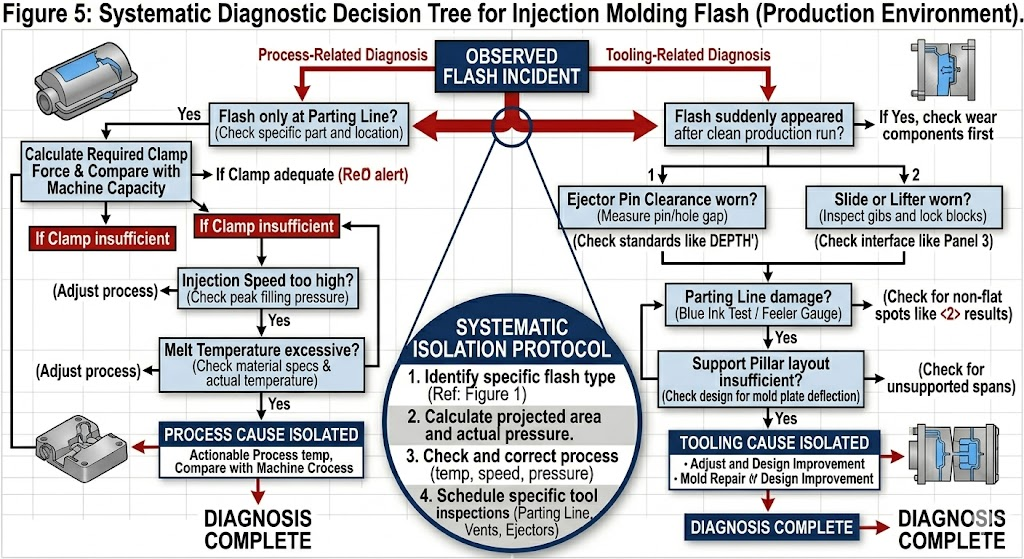
3. Flash Diagnostic Decision Tree
Gamitin ang sequence na ito upang matukoy ang ugat na sanhi nang walang hindi kinakailangang pag-disassembly ng amag:
FLASH OBSERVED│├── Flash lang sa parting line?│ ├── OO → Suriin muna ang pagkalkula ng clamp force│ │ → Pagkatapos ay siyasatin ang PS flatness (blue ink test)│ │ → Pagkatapos ay bawasan ang bilis ng pag-iniksyon / presyon ng pack│ └── HINDI → Magpatuloy sa ibaba│├── Flash sa mga ejector pin lang?│ └── OO → Sukatin ang pin-to-hole clearance│ → Suriin ang haba ng pin (mahabang pin = mas mataas na presyon ng contact)│ → I-verify na ang pagbabalik ng ejector plate ay ganap na nakalagay bago magsara ang clamp│├── Flash sa slide/lifter interface?│ └── OO → Siyasatin ang gib wear plates (feeler gauge)│ → Suriin ang slide seating force / locking angle│ → I-verify ang contact block sa takong│├── Flash sa mga lagusan?│ └── OO → Sukatin ang lalim ng vent (target: muling i-cut sa spec)│ → Suriin kung may vent erosion (abrasive glass-filled material)│├── Biglang lumitaw ang flash pagkatapos ng X shot ng malinis na produksyon?│ └── OO → Dahilan na nauugnay sa pagsusuot (gib, parting surface, ejector pin)│ → Mag-iskedyul ng inspeksyon ng amag / preventive maintenance│└── Flash present mula sa unang shot ng bagong amag? └── OO → Isyu sa kalidad ng disenyo o pagbuo → I-verify ang pagkalkula ng clamp force → I-verify ang kalidad ng paggiling sa ibabaw ng pamamaalam → Suriin ang layout ng support pillar → I-verify ang lalim ng vent laban sa spec
4. Mga Pamantayan sa Pag-iwas ayon sa Yugto ng Pagbuo ng Mold
Ang pinaka-cost-effective na pag-iwas sa flash ay nangyayari bago patakbuhin ng amag ang unang shot nito.
4.1 Yugto ng Disenyo
- Magpatakbo ng Moldflow cavity pressure simulation — i-verify ang peak cavity pressure × ang inaasahang lugar ay hindi lalampas sa 80% ng nakaplanong press clamp capacity
- Magdisenyo ng mga haligi ng suporta sa ≤150 mm na mga sentro para sa lahat ng presyon ng lukab >60 MPa
- Tukuyin ang pinakamababang lapad ng lupa sa bawat kategorya ng materyal (Seksyon 2.6)
- Depth ng vent ng disenyo sa detalye ng materyal — huwag umasa sa mga default na allowance sa machining
- Tukuyin ang ejector pin clearance sa pagguhit ng amag — dapat itong lumitaw sa tolerance block, hindi ipaubaya sa machinist na paghuhusga
4.2 Yugto ng Pagbuo ng Amag
- I-verify ang paghahati sa ibabaw na patag sa ibabaw ng gilingan bago ang huling pagpupulong — pagsukat ng dokumento
- Pagsusuri ng asul na tinta pagkatapos ng buong pagpupulong — 100% na pakikipag-ugnayan sa ibabaw ng paghihiwalay ay kinakailangan bago ang unang pagsubok
- Sukatin at itala ang lahat ng mga clearance ng ejector pin — pinakamababang 5 sample pin bawat amag, buong set para sa mga kritikal na amag
- I-verify ang slide seating sa ilalim ng press clamping load bago ang unang iniksyon — gumamit ng clay o Fuji Prescale film
4.3 Yugto ng Pagsubok sa Unang Artikulo
- Magsimula sa 50% na bilis ng pag-iniksyon at 60% na presyon ng pack — unti-unting tumaas
- I-record ang window ng proseso sa itaas na hangganan (flash onset) — isa itong kritikal na parameter ng kwalipikasyon ng amag
- Lapad ng window ng proseso ng dokumento: ang pagkakaiba sa pagitan ng short-shot onset at flash onset ay dapat na ≥15% ng presyon ng iniksyon para sa isang matatag na amag
4.4 Yugto ng Produksyon
- Tukuyin ang mga preventive maintenance interval para sa: parting surface inspection (bawat 200,000 shots), gib wear plate measurement (bawat 150,000 shots), ejector pin clearance check (bawat 100,000 shots para sa high-volume tools)
- Subaybayan ang mga insidente ng flash ayon sa lokasyon sa SPC system — ang progresibong flash sa isang lokasyon ay napuputol ang mga signal bago ito maging isang de-kalidad na pagtakas
- Panatilihin ang materyal na mga tala ng papasok na inspeksyon ng MFI — iugnay ang mga insidente ng flash sa data ng MFI
5. Corrective Aksyon Priyoridad Matrix
Kapag ang flash ay naobserbahan sa produksyon, gamitin ang matrix na ito upang unahin ang mga pagkilos sa pagwawasto ayon sa gastos at pagiging epektibo:
| Action | Gastos | Oras para Ipatupad | Ang pagiging epektibo | Priority |
|---|---|---|---|---|
| Bawasan ang bilis ng pag-iniksyon / pack pressure | Zero | Agad-agad | Mataas (if process-caused) | 1st |
| I-verify ang kasapatan ng clamp force — lumipat sa mas malaking press | Mababa | Parehong shift | Depinitibo para sa clamp-caused flash | ika-2 |
| Pagsusuri ng asul na tinta — tukuyin ang agwat sa pakikipag-ugnay sa PS | Mababa | 2–4 na oras | Diagnostic, hindi corrective | ika-3 |
| Laser weld repair ng PS low spots | Katamtaman | 1–3 araw | Permanente para sa flash na sanhi ng pagkasira | ika-4 |
| Palitan ang mga pagod na gib wear plate | Mababa–Medium | 4–8 oras | Permanenteng para sa slide flash | ika-5 |
| Palitan ang mga ejector pin (napakalaking clearance) | Mababa | 4–8 oras | Permanenteng para sa pin flash | ika-6 |
| Muling gilingin ang pinaghihiwalay na ibabaw | Katamtaman | 3–7 araw | Permanente para sa malawakang pagsusuot ng PS | ika-7 |
| Magdagdag ng mga haligi ng suporta (kakulangan sa disenyo) | Mataas | 2–4 na linggo | Permanente para sa flash na sanhi ng pagpapalihis | ika-8 |
| Dagdagan ang tigas ng bakal (ipasok muli sa mas matigas na bakal) | Mataas | 3–6 na linggo | Pangmatagalang pag-iwas sa pagsusuot | ika-9 |
6. Mga Espesyal na Kaso: Mataas-Flash-Risk Materials
PPS at LCP
Ang parehong mga materyales ay may natutunaw na lagkit na 3–5x na mas mababa kaysa sa ABS sa mga temperatura ng pagproseso. Hahanapin at sasamantalahin nila ang anumang puwang na pinagtulay ng mga karaniwang materyales. Ang mga amag na nagpapatakbo ng PPS o LCP ay dapat na binuo sa mas mahigpit na pagpapaubaya mula sa simula - ang pag-retrofitting ng isang standard-tolerance na amag upang patakbuhin ang PPS ay bihirang cost-effective.
Mga kinakailangang kinakailangan:
- S136 o 420SS cavity steel (kaagnasan at tigas)
- Paghihiwalay ng patag na ibabaw ≤0.005 mm
- Ejector pin clearance ≤0.006 mm bawat gilid
- Lalim ng vent ≤0.008 mm seksyon ng lupa
- Suportahan ang mga haligi sa pinakamataas na 120 mm na mga sentro
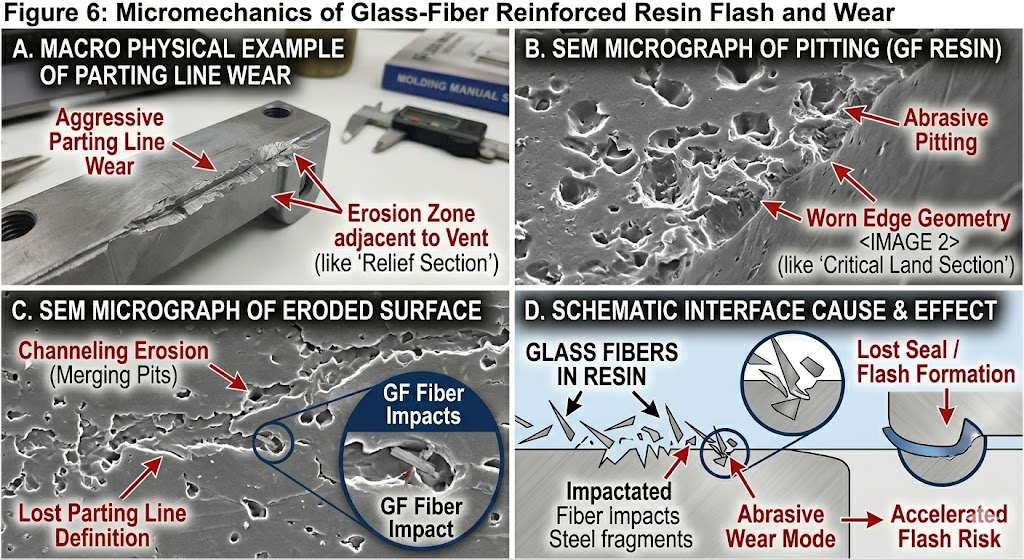
Mga Gradong Puno ng Salamin (GF30 at mas mataas)
Ang mga hibla ng salamin ay nakasasakit. Ang mga parting surface, vent, at ejector pin hole ay mas mabilis na nasusuot sa produksyon na puno ng GF kaysa sa mga hindi napunong grado. Ang mga agwat ng pagpapanatili ay dapat bawasan ng 30–40% kumpara sa hindi napunan na mga iskedyul ng materyal. Ang mga pinatigas na bakal na insert (≥50 HRC) sa mga lokasyong may mataas na suot (mga lugar ng gate, parting line na katabi ng gate) ay mahigpit na inirerekomenda.
Mga Bahagi ng Manipis na Pader (<1.0 mm na pader)
Ang mga bahagi ng manipis na pader ay nangangailangan ng mataas na bilis ng pag-iniksyon at presyon - itulak ang presyon ng lukab sa itaas na limitasyon ng kapasidad ng press clamp. Ang window ng proseso sa pagitan ng short shot at flash ay napakakitid (minsan <5% ng presyon ng iniksyon). Ang mga amag na ito ay nangangailangan ng:
- Precision parting surface (≤0.005 mm flatness)
- Mas malaking pagpindot kaysa iminumungkahi ng pagkalkula ng clamp lamang (magdagdag ng 30% margin)
- Real-time na mga sensor ng presyon ng lukab — closed-loop na kontrol sa pagpindot upang maiwasan ang flash
7. Gastos ng Flash: Bakit Magbabayad ang Pag-aalis
Ang flash ay bihirang tumpak na binabayaran sa mga sistema ng kalidad. Kasama sa totoong gastos ang:
| Gastos Element | Karaniwang Saklaw bawat Bahagi | Mga Tala |
|---|---|---|
| Pagputol ng paggawa | $0.05–$0.40 | Depende sa lokasyon ng flash at accessibility |
| Pagkasuot ng tool mula sa flash (pinabilis na pinsala sa PS) | $0.01–$0.05 na amortized | Pinipigilan ng flash ang PS, na lumilikha ng lumalalang cycle |
| Tumaas na rate ng scrap (nagdudulot ng pagtanggi sa bahagi ang flash) | 1–5% ng halaga ng produksyon | Mataaser for tight-tolerance parts |
| Mga paghinto ng assembly line (nagdudulot ng mga isyu sa fit ang flash) | Variable | Maaaring mag-trigger ng mga charge-back ng customer |
| Pagbabalik ng customer / mga pagkabigo sa field | Mataas | Lalo na para sa mga sealing surface |
| Downtime ng pag-aayos ng amag | $500–$5,000 bawat insidente | Dagdag pa ang nawalang pagkakataon sa produksyon |
Para sa mid-volume na bahagi sa 500,000 parts/year na may $0.20/part trimming cost at 2% flash-related scrap, ang taunang halaga ng unresolved flash ay lumampas $150,000 — higit pa sa halaga ng wastong pagkumpuni sa ibabaw ng paghihiwalay o isang programa sa pagpapanatili ng amag.
8. Konklusyon
Ang flash ay sintomas, hindi ugat. Ang pagresolba nito nang permanente ay nangangailangan ng pagtukoy kung alin sa pitong mga kategorya ng sanhi ng ugat — puwersa ng pag-clamping, kundisyon sa ibabaw ng paghihiwalay, mga parameter ng proseso, lagkit ng materyal, temperatura ng amag, kakulangan sa disenyo, o pagkasuot ng bahagi — ang aktwal na driver. Pansamantalang pinipigilan ng mga pagsasaayos ng proseso ang flash; permanenteng inaalis ito ng mga tool at pagwawasto sa disenyo.
Ang pinaka-cost-effective na diskarte ay ang pag-iwas: pagdidisenyo ng mga parting surface, support structures, at vent geometries sa tamang detalye para sa partikular na materyal na pinapatakbo, at pagpapatupad ng structured preventive maintenance program na nakakakuha ng pagkasira bago ito maging isang de-kalidad na pagtakas.
Mga Kaugnay na Artikulo:
- Pag-unawa sa Kung Ano ang Short Shot sa Injection Molding: Mga Sanhi, Solusyon, at Pag-iwas
- Pag-urong at Warpage Control sa Injection Molding: Engineering Guide para sa mga OEM
- Injection Mould Rework: Maaari Mo Bang I-convert ang 2-Cvity sa 4-Cvity Tool?
- Ang Pinakamahusay na Gabay sa Pag-aayos ng Injection Mould: Laser Welding at Surface Treatment Techniques
- Gabay sa Pagpili para sa High-Precision Injection Mould Steel
IMTEC Mould | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Zhejiang, China | [email protected] | 86 153 5648 7586

