
Panimula
Sa plastic injection molding, ang surface finish ng isang bahagi ay higit pa sa isang cosmetic na pagpipilian. Direkta nitong naiimpluwensyahan kung ano ang pakiramdam ng isang produkto sa kamay ng isang mamimili, kung paano sumasalamin ang liwanag sa mga contour nito, at higit na kritikal, kung gaano kalinis ang paglabas ng bahagi mula sa lukab ng amag habang gumagawa. Ang pagpili sa maling tapusin ay maaaring humantong sa mga micro-scratches, mga cosmetic sink mark, o mga bahagi na na-stuck sa tool, na lubhang nagpapataas ng mga scrap rate.
Upang i-standardize ang mga finish na ito sa buong supply chain, itinatag ng Society of the Plastics Industry (ngayon ay kilala bilang PLASTICS) ang SPI surface finish classification system. Bagama't na-update ng asosasyon ang pangalan nito, ang mga pandaigdigang toolmaker at mga inhinyero sa pagmamanupaktura ay pangkalahatang tinutukoy pa rin ang mga ito bilang "Mga Pamantayan ng SPI."
Ang pag-unawa sa mga nuances ng mga pamantayang ito-at kung paano nakikipag-ugnayan ang iba't ibang polymer sa kanila-ay ang susi sa pagbabalanse ng aesthetic na layunin sa realidad ng pagmamanupaktura.

Ang 4 na Pangunahing Klasipikasyon ng Pagtatapos ng SPI
Ang pamantayan ng SPI ay kinategorya ang mga pagtatapos sa apat na natatanging mga marka ng titik (A, B, C, at D), na tinutukoy ng media at paraan na ginamit upang pakinisin ang molde na bakal. Sa loob ng bawat baitang, tinutukoy ng mga numero 1 hanggang 3 ang antas ng pagproseso at ang resultang average ng pagkamagaspang sa ibabaw (Ra).
Class A: Makintab/Makintab na Tapos (Diamond Polish)
Kinakatawan ng Class A finishes ang tuktok ng optical clarity at high-gloss aesthetics. Ang mga pagwawakas na ito ay nakakamit sa pamamagitan ng maingat na pag-polish ng kamay sa lukab ng amag gamit ang mga mas pinong grado ng diamond powder buffing pastes.
- SPI A-1: Ang pinakamataas na pamantayan, ang paggamit ng isang Grade 3 diamond buffing paste upang makamit ang isang napakakinis na pagkamagaspang sa ibabaw na humigit-kumulang 0.012 hanggang 0.025 micrometers Ra. Nagbubunga ito ng mala-salamin, lubos na mapanimdim na pagtatapos.
- SPI A-2: Gumagamit ng isang Grade 6 na diamond paste, na nagreresulta sa isang bahagyang mas mataas na halaga ng Ra (0.025 hanggang 0.05 micrometer) ngunit pinapanatili ang isang premium na gloss.
- SPI A-3: Pinakintab gamit ang isang Grade 15 na diamond paste, na nag-aalok ng matalas, makintab na hitsura ngunit nagbibigay-daan sa bahagyang mas mapagpatawad na profile ng pagkamagaspang (0.05 hanggang 0.10 micrometers Ra).
Mga Pananaw sa Paggawa:
Ang pagkamit ng tunay na Class A finish ay nangangailangan ng mataas na kalidad, mataas na tigas na mga bakal na hulma tulad ng NAK80 o S136. Ang mga standard na tool steel ay naglalaman ng mga micro-impurities o porosity; kapag pinakintab sa antas ng A-1, ang mga dumi na ito ay "napupunit," na nag-iiwan ng mga microscopic na hukay na sumisira sa finish.
Higit pa rito, ang mga ibabaw ng Class A ay nagsisilbing magnifying glass para sa mga depekto sa panloob na bahagi—anumang bahagyang pag-urong ng volumetric (mga marka ng lababo) sa likod ng tadyang o boss ay agad na makikita sa ilalim ng liwanag na pagmuni-muni.
- Mga Karaniwang Aplikasyon: Mga optical lens, transparent light pipe, face shield, salamin, at high-end na consumer electronics housing kung saan kailangan ang premium na piano-black o crystal-clear na hitsura.
Klase B: Mga Semi-Gloss Finish (Grit Paper)
Ang mga class B finish ay idinisenyo para sa mga bahagi na nangangailangan ng maayos, propesyonal na hitsura nang walang matinding gastos o hina ng isang mirror finish. Ang mga ibabaw na ito ay nakakamit gamit ang fine-grit na papel de liha na inilapat sa isang linear, overlapping na paggalaw.
- SPI B-1: Tapos na may 600-grit na papel, na gumagawa ng napakalinis na semi-gloss na ibabaw na may tipikal na pagkamagaspang na 0.05 hanggang 0.10 micrometers Ra.
- SPI B-2: Pinakintab na may 400-grit na papel, na nag-aalok ng katamtamang semi-gloss na hitsura (0.10 hanggang 0.15 micrometers Ra).
- SPI B-3: Pinakintab na may 320-grit na papel, na nagbubunga ng malambot na satin na kintab na may nakikita, pare-parehong micro-scratches (0.28 hanggang 0.35 micrometers Ra).
Mga Pananaw sa Paggawa:
Dahil ang grit paper polishing ay nagpapakilala ng direksyon, linear scratch pattern sa molde, dapat ihanay ng toolmaker ang mga polishing stroke sa direksyon ng pagbukas ng molde (ejection path). Kung ang mga linya ng grit ay tumatakbo nang patayo sa direksyon ng paghila, ang molded plastic ay hahawak sa mga micro-grooves, na humahantong sa mga scuff mark at matinding paghihirap sa pag-ejection sa panahon ng production run.
- Mga Karaniwang Aplikasyon: Consumer appliance housings, automotive interior trim panels, handheld electronic enclosures, at commercial office equipment.

Class C: Matte Finishes (Stone Polish)
Ang mga pagtatapos ng Class C ay nailalarawan sa pamamagitan ng malambot, mapurol, hindi mapanimdim na matte na hitsura. Nakakamit ng mga toolmaker ang texture na ito sa pamamagitan ng paggamit ng profiling oilstones (grit stones) upang agresibong pakinisin ang molde na bakal.
- SPI C-1: Nakamit gamit ang isang pinong 600-grit na buli na bato, na nagreresulta sa isang makinis na matte finish (0.35 hanggang 0.40 micrometers Ra).
- SPI C-2: Tapos na may 400-grit na bato, na lumilikha ng kakaibang matte na texture (0.45 hanggang 0.55 micrometers Ra).
- SPI C-3: Tapos na may mas magaspang na 320-grit na bato, na nag-aalis ng lahat ng marka ng tool upang mag-iwan ng mas magaspang, ganap na flat matte na hitsura (0.63 hanggang 0.85 micrometers Ra).
Mga Pananaw sa Paggawa:
Sa mga pang-industriya na aplikasyon, ang Class C ay bihirang pinili para lamang sa "pagdekorasyon" ng isang bahagi. Sa halip, ito ang tapusin ng industriya sa "cost-efficiency". Ang pangunahing layunin ng isang stone polish ay upang mabilis at matipid na burahin ang mga rough machining marks (scallops at grooves) na naiwan ng CNC milling cutter o EDM electrodes. Ito ang default na tapusin para sa mga bahagi na hindi kailanman makikita ng end-user.
- Mga Karaniwang Aplikasyon: Mga panloob na structural ribs, electronic bracket, automotive structural component, fuel tank, at nakatagong pang-industriya na hardware.
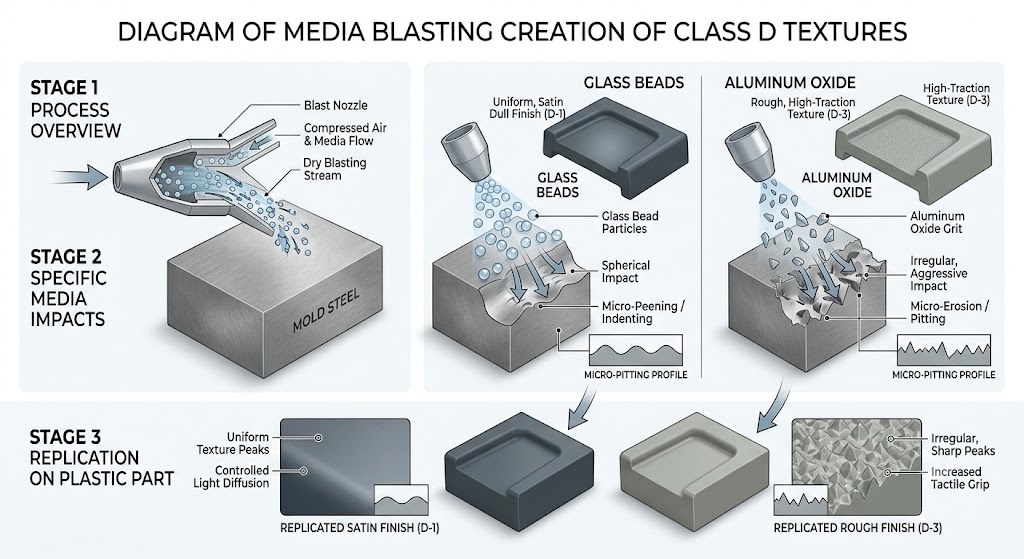
Class D: Textured Finishes (Sabog/Sandblasting)
Ang Class D finish ay nagbibigay ng magaspang, mabigat na texture, o satin na pakiramdam. Ito ay isang "mapanirang" proseso ng texturing kung saan ang lukab ng amag ay sumasailalim sa dry media blasting sa ilalim ng mataas na presyon.
- SPI D-1: Nilikha sa pamamagitan ng pagpapasabog sa molde na bakal na may pinong glass beads, na nagreresulta sa isang uniporme, mala-satin na mapurol na pagtatapos (0.80 hanggang 1.10 micrometers Ra).
- SPI D-2: Pinasabog ng medium-grade blast media o buhangin, na gumagawa ng mas magaspang at hindi madulas na texture (1.10 hanggang 1.60 micrometers Ra).
- SPI D-3: Pinasabog ng magaspang na aluminyo oksido o mabibigat na butil ng buhangin, na nagbubunga ng lubos na pandamdam, magaspang, ganap na flat finish (2.30 hanggang 3.20 micrometers Ra).
Mga Pananaw sa Paggawa:
Ang mga pagtatapos ng Class D ay hindi kapani-paniwala para sa pagtatago ng mga depekto sa ibabaw tulad ng mga weld lines o maliliit na marka ng lababo. Gayunpaman, dapat magplano ang mga inhinyero para sa "pagkasira ng texture." Sa mahabang panahon ng produksyon (hal., daan-daang libong cycle), ang mga abrasive na plastik na inhinyero tulad ng naylon na puno ng salamin ay dahan-dahang madudurog at "magpapakintab" sa matalim na tuktok ng isang pumutok na lukab ng amag. Bilang resulta, ang isang D-1 na texture ay maaaring unti-unting mag-morph sa isang semi-matte na texture sa paglipas ng panahon, na nangangailangan ng amag na mahila mula sa produksyon at muling sabog upang maibalik ang orihinal na detalye.
- Mga Karaniwang Aplikasyon: Mga handle ng heavy-duty na tool, mga plastic na manibela, mga naka-texture na luggage shell, consumer electronics grip, at mga pang-industriyang enclosure na idinisenyo upang itago ang mga fingerprint at mga gasgas.
SPI Surface Finish Comparison Chart
| Marka ng SPI | Paraan ng Pagtatapos / Daluyan | Karaniwang Pagkagaspang na Average (Ra - Micrometers) | Karaniwang Pagkagaspang na Average (Ra - Microinches) | Visual na Hitsura at Antas ng Gloss | Relative Tooling Cost Multiplier |
|---|---|---|---|---|---|
| A-1 | Grade 3 Diamond Buff | 0.012 hanggang 0.025 | 0.5 hanggang 1.0 | High Mirror Polish, Highly Reflective | 2.5x hanggang 3.0x |
| A-2 | Grade 6 Diamond Buff | 0.025 hanggang 0.05 | 1.0 hanggang 2.0 | Mirror Polish, Magandang Reflectivity | 2.0x hanggang 2.5x |
| A-3 | Grade 15 Diamond Buff | 0.05 hanggang 0.10 | 2.0 hanggang 4.0 | High Gloss, Soft Reflections | 1.5x hanggang 2.0x |
| B-1 | 600 Grit na Papel | 0.05 hanggang 0.10 | 2.0 hanggang 4.0 | Semi-Gloss, Fine Linear Sheen | 1.3x |
| B-2 | 400 Grit na Papel | 0.10 hanggang 0.15 | 4.0 hanggang 6.0 | Katamtamang Semi-Gloss | 1.2x |
| B-3 | 320 Grit na Papel | 0.28 hanggang 0.35 | 11.0 hanggang 14.0 | Malambot na satin, banayad na ningning | 1.1x |
| C-1 | 600 Grit Stone | 0.35 hanggang 0.40 | 14.0 hanggang 16.0 | Fine Matte, Non-Reflective | 1.0x (Baseline) |
| C-2 | 400 Grit Stone | 0.45 hanggang 0.55 | 18.0 hanggang 22.0 | Katamtamang Matte, Flat Finish | 0.9x |
| C-3 | 320 Grit Stone | 0.63 hanggang 0.85 | 25.0 hanggang 34.0 | Coarse Matte, Nagbubura ng Mga Marka ng Tool | 0.8x |
| D-1 | Dry Glass Bead Blast | 0.80 hanggang 1.10 | 32.0 hanggang 44.0 | Dull Satin, Fine Pearlescent Texturing | 1.2x |
| D-2 | Pinong Sabog ng Buhangin | 1.10 hanggang 1.60 | 44.0 hanggang 64.0 | Mapurol na Textured, Ganap na Flat | 1.3x |
| D-3 | Coarse Sand / Oxide Blast | 2.30 hanggang 3.20 | 90.0 hanggang 130.0 | Napakagaspang, Tactile Grip Texture | 1.4x |
Mga Pangunahing Salik Kapag Pumipili ng SPI Surface Finish
Ang pagpili ng surface finish ay nangangailangan ng kalkuladong trade-off sa pagitan ng mga materyal na katangian, geometry, at badyet. Narito ang mga pangunahing salik na dapat gumabay sa iyong Desisyon para sa Paggawa (DFM).
Pagpili ng Materyal: Crystalline vs. Amorphous Polymers
Ang molecular structure ng iyong plastic resin ay direktang nagdidikta kung gaano kahusay nitong ginagaya ang finish ng molde.
- Amorphous Polymers (hal., Polycarbonate, ABS, Acrylic/PMMA) ay may random na molecular layout na perpektong umaagos laban sa pinakintab na bakal. Mahusay sila sa pagkuha ng Class A na diamond finish para sa ganap na transparency o high gloss.
- Crystalline Polymers (hal., Nylon/PA, Polypropylene, Polyethylene) ay sumasailalim sa structured crystallization habang lumalamig ang mga ito, na nagiging sanhi ng mas mataas na pag-urong. Higit pa rito, kung magdaragdag ka ng mga glass fiber (GF) sa mga materyales na ito para sa lakas, ang mga hibla ay may posibilidad na lumutang sa ibabaw. Ang pagtukoy ng Class A finish sa isang 30% Glass-Filled Nylon ay isang pag-aaksaya ng puhunan—ang ibabaw ay likas na magmumukhang streaked at batik-batik. Ang mga materyales na ito ay gumaganap nang mas mahusay sa Class C o Class D finishes.
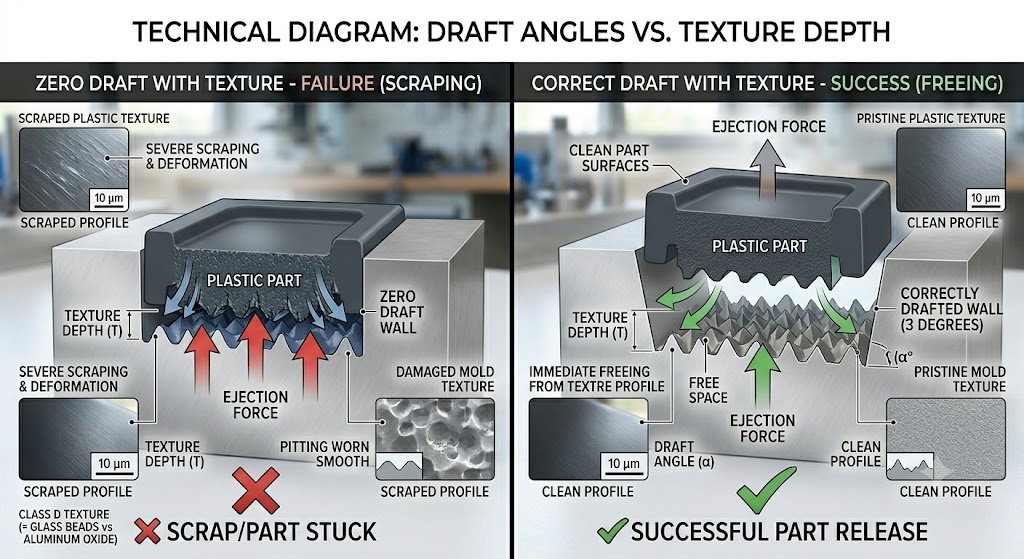
Ang Draft Angle Penalty
Ang mga texture sa ibabaw ay lumilikha ng mga mikroskopikong taluktok at lambak. Kapag bumukas ang amag, dapat na malinis ang bahaging plastik. Kung ang mga patayong dingding ng bahagi ay kulang ng sapat na draft (taper), ang naka-texture na bakal ay pisikal na makakamot, mapunit, o mamarkahan ang cooling plastic sa panahon ng pagbuga.
- Ang Gintong Panuntunan ng Industriya: Para sa karaniwang makinis na pagtatapos (Class A at B), ang isang minimum na draft angle na 0.5 hanggang 1.0 degree bawat panig ay katanggap-tanggap.
- Textured Rule of Thumb: Para sa Class D na sandblasted finish, dapat kang magdagdag ng humigit-kumulang 1 dagdag na antas ng draft angle para sa bawat 0.025 mm (katumbas ng 1 mil o 0.001 inches) ng texture depth. Ang pagkabigong isaalang-alang ito ay magreresulta sa matinding drag mark at part deformation.
Mga Gastos sa Tooling at Lead Time
Gaya ng ipinapakita sa tsart ng paghahambing, ang isang Class A finish ay makabuluhang nagpapalaki ng mga gastos sa paggawa ng amag. Ang pag-polish gamit ang isang tool sa isang A-1 finish ay maaaring magdagdag ng mga araw o kahit na linggo sa isang tooling lead time dahil dapat itong gawin nang sunud-sunod (hal., hindi ka maaaring tumalon mula sa isang 320-grit na bato diretso sa diamond paste nang hindi nasisira ang steel matrix). Ang Class C stone finishes ay ang pinakamabilis at pinakamurang gawin.
Pag-andar ng Bahagi
Isaalang-alang ang end-use na kapaligiran. Ang mga high-gloss na Class A finish ay mga sikat na scratch magnet at agad na nagpapakita ng mamantika na mga fingerprint. Kung ang isang produkto ay sinadya na pangasiwaan araw-araw (tulad ng isang controller o electronic grip), ang isang Class D satin texture ay nagbibigay ng tactile friction habang matagumpay na itinatago ang pagkasira at pagkasira sa habang-buhay ng produkto.
Paano Tukuyin ang Mga Pagtatapos ng SPI sa mga Engineering Drawings
Pinipigilan ng malinaw na komunikasyon ang magastos na paggana ng tool. Kapag inihahanda ang iyong production blueprints o 2D engineering drawings, ilapat ang mga pinakamahuhusay na kagawian sa industriya na ito:
- Iwasan ang Mga Pangkalahatang Callout: Huwag kailanman isulat ang "Polish Outer Surfaces" sa mga tala sa pagguhit. Iniiwan nito ang kahulugan ng ganap na hanggang sa interpretasyon. Sa halip, gumamit ng mga tahasang callout tulad ng:
SURFACE FINISH TO BE SPI A-2 SA MGA MAKIKITA NA COSMETIC NA MUKHA. - Gumamit ng Texture Boundary Splines: Kung ang isang molded na bahagi ay nagtatampok ng maraming finishes (hal., isang Class A na glossy accent strip sa isang Class D textured housing), gumuhit ng malinis at putol-putol na boundary line sa iyong 2D print upang ipakita ang eksaktong mga transition zone.
- Cross-Reference Global Standards: Kung nakikipag-ugnayan ka sa mga pandaigdigang supply chain, maaaring mas sanay ang iyong kasosyo sa pagmamanupaktura sa European VDI 3400 (na nakabatay sa spark-erosion scales) o mga proprietary texture catalog tulad ng Mold-Tech. Tandaan ang mga katumbas na halaga kung naaangkop (hal., ang SPI C-1 ay halos nakahanay sa VDI 18 hanggang 21).
- Humiling ng Physical Texture Plaques: Bago pahintulutan ang isang toolmaker na i-texture ang isang multi-thousand-dollar mold cavity, humiling ng pisikal na sample chip na hinulma sa iyong eksakto piniling materyal ng dagta. Ibang-iba ang hitsura ng mga texture sa natural na Polypropylene kaysa sa itim na Polycarbonate.
Konklusyon
Ang pag-master ng mga pamantayan sa surface finish ng SPI ay tinutulay ang agwat sa pagitan ng mga konseptong pang-industriya na disenyo at pagganap ng pagmamanupaktura sa totoong mundo. Sa pamamagitan ng pag-unawa na ang isang Class A finish ay nangangailangan ng premium na tool steel at flawless na disenyo ng bahagi, o ang isang Class D na texture ay nangangailangan ng malaking draft angle, maiiwasan mo ang mga bottleneck sa pagmamanupaktura, babaan ang iyong mga rate ng pagtanggi sa bahagi, at kontrolin ang iyong badyet sa tooling.
Palaging kumunsulta sa iyong kasosyo sa pag-injection molding sa maagang yugto ng DFM upang ihanay ang iyong napiling materyal, geometric na draft, at nais na pamantayan ng SPI bago magputol ng bakal.

