
Sa modernong pang-industriya na injection molding—lalo na sa loob ng hinihingi na North American na automotive, aerospace, at mga medical device na supply chain—ang drive tungo sa structural lightweighting at integration ng component ay nag-trigger ng hindi pa naganap na pag-asa sa thin-walled profiles at complex, fiber-reinforced polymer matrice. Bagama't ang mga pagsulong na ito ay nagbubunga ng malaking materyal at mass efficiencies, sila ay makabuluhang pinagsama ang panganib ng localized mechanical failure at cosmetic rejection na nagmumula sa mga knit lines at weld lines. Malayo sa pagiging simpleng mga mantsa sa ibabaw, ang mga structural interface na ito ay kumakatawan sa mga malalim na discontinuities sa loob ng molded matrix kung saan ang mga polymer chain ay nabigong sapat na nagsa-interdiffuse. Upang maprotektahan ang mahigpit na mga margin ng OEM at mapanatili ang mahigpit na mga pamantayan sa kaligtasan ng makina, hindi na maaaring ituring ng mga manufacturer ang knit line remediation bilang isang serye ng mga trial-and-error na pagsasaayos sa press. Sa halip, ang mga engineering team ay dapat magpatibay ng isang data-driven na pamamaraan na walang putol na nag-uugnay sa quantitative shop-floor inspection na may advanced na predictive simulation at na-optimize na mga layout ng tool.
Pag-detect at Pag-inspeksyon ng Knit Lines: Transitioning from Visual to Quantitative Metrics
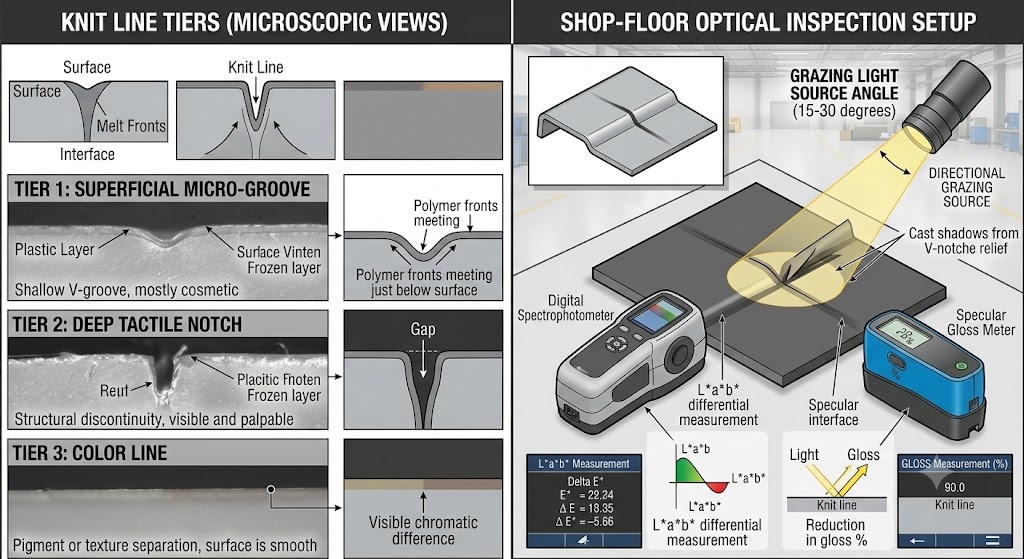
Upang magtatag ng isang matatag na balangkas ng kontrol sa kalidad, ang mga pagpapatakbo ng paghubog ay dapat alisin ang mga pansariling visual na pagsusuri at palitan ang mga ito ng tumpak, nasusukat na sukatan. Sa palapag ng produksyon, kadalasang ikinakategorya ng tradisyonal na visual na inspeksyon ang mga isyu sa knit line sa pamamagitan ng hindi malinaw na mga deskriptor ng husay. Ang tunay na kontrol sa proseso ay nangangailangan ng pag-convert ng mga qualitative na obserbasyon na ito sa mga digital, nauulit na variable. Ang morpolohiya sa ibabaw ay dapat ikategorya sa mga natatanging pisikal na tier: mababaw na micro-grooves, malalim na tactile notches, at differential localized discoloration. Gamit ang mga espesyal na diskarte sa imaging, tulad ng low-angle grazing lighting at high-contrast projection imaging, ang mga de-kalidad na inhinyero ay makakapagmapa ng mga deviation sa ibabaw. Para sa mga cosmetic na bahagi, ang mga spectrophotometer ay dapat gamitin upang i-record ang mga chromatic shift sa interface gamit ang standardized na espasyo ng kulay ng CIELAB, na nagtatatag ng pinakamataas na limitasyon sa threshold, tulad ng Delta E_ab na mas mababa sa o katumbas ng 0.5. Kasabay nito, ang mga contact gloss meter ay kinakailangan upang mabilang ang lokal na specular gloss reductions, na tinitiyak na ang weld region ay tumutugma sa nominal na texture sa loob ng isang tinukoy na tolerance value.
Para sa load-bearing o fluid-critical na mga bahagi ng engineering, ang hindi mapanirang mga sukat sa ibabaw ay kumakatawan lamang sa kalahati ng validation protocol. Dapat kumpirmahin ang mekanikal na integridad sa pamamagitan ng mahigpit na standardized na mapanirang mga regimen sa pagsubok. Ang mga protocol ng engineering ay dapat mag-utos na ang mga tensile test bar (naaayon sa ASTM D638 o ISO 527) ay direktang kunin mula sa mga bahagi ng produksyon, na ang knit line ay eksaktong naka-localize sa gitna ng haba ng gauge. Ang mekanikal na pagganap ng mga ispesimen na ito ay ibina-benchmark laban sa magkaparehong baseline na mga ispesimen na hinulma nang walang interface upang kalkulahin ang Weld Line Strength Retention Factor (WRF), na ipinahayag ng sumusunod na plain text equation:
Bagama't ang isang aesthetic na pabahay ng consumer ay maaaring magparaya sa isang makabuluhang pagbaba sa lakas basta't ang pagkakaiba ng kulay ay bale-wala, ang mga kritikal na bahagi ng under-hood ng automotive o mga medical fluid manifold ay madalas na nagpapatupad ng mahigpit na mga limitasyon ng kalidad, na tinatanggihan ang anumang batch na mas mababa sa 90 porsiyento o 95 porsiyentong halaga ng pagpapanatili. Kung ang isang weld line ay bumaba sa ibaba ng mga paunang natukoy na threshold na ito, ang mga de-kalidad na inhinyero ay dapat magsagawa ng isang agarang 4-step shop-floor na checklist ng inspeksyon:
- I-verify ang aktwal na temperatura ng pagkatunaw at paghulma ng lukab gamit ang mga naka-calibrate na thermal probe.
- Idokumento ang tactile depth profile gamit ang surface profilometer.
- Cross-reference na naisalokal na bigat ng bahagi laban sa mga nominal na limitasyon upang suriin kung may kulang sa pag-iimpake.
- Kung magpapatuloy ang pagkabigo, mag-extract ng mga sample para sa cross-sectional metallographic sectioning o scanning electron microscopy (SEM) upang siyasatin kung may mga nakulong na microscopic volatile o localized fiber misalignment sa ibabaw ng fracture.
Mga Root Cause at Predictive Simulation: Pag-uugnay ng Physics sa Mga Naaaksyong Insight
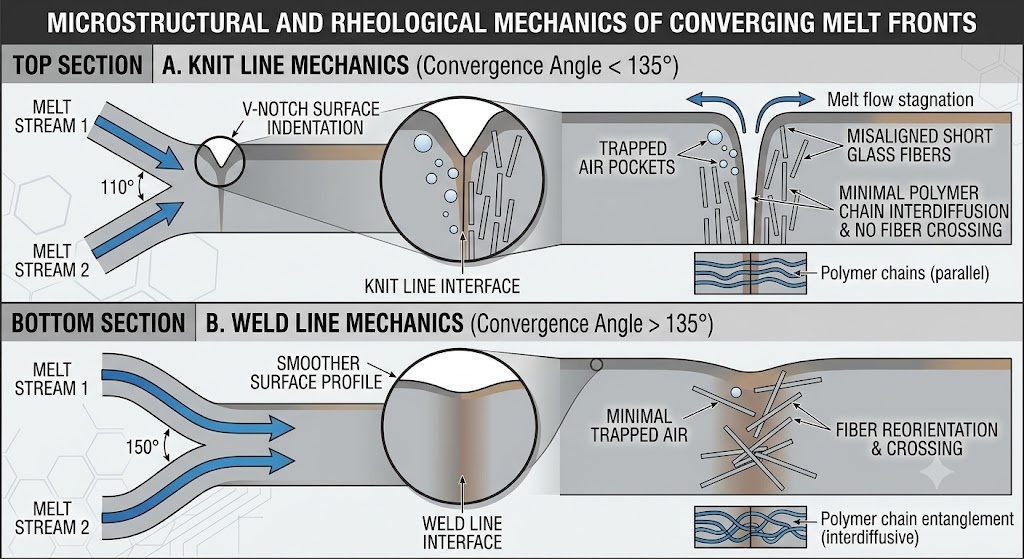
Ang isang niniting na linya ay nabuo kapag ang dalawa o higit pang natatanging polymer melt front ay nagsalubong nang direkta sa loob ng mold cavity sa isang convergence angle na mas mababa sa 135 degrees. Kapag ang converging angle ay lumampas sa threshold na ito, ang hangganan ay teknikal na inuri bilang isang weld line, na nagbibigay-daan sa parallel flowing streams na maghalo nang mas natural. Ang pinagbabatayan na pisika na namamahala sa lakas at kakayahang makita ng interface na ito ay ganap na nakasalalay sa thermodynamic na estado ng materyal sa panahon ng convergence. Habang ang tunaw ay gumagalaw sa lukab, ang pakikipag-ugnay sa mas malamig na amag na bakal ay lumilikha ng isang nakapirming boundary layer, na patuloy na nagpapaliit sa aktibong channel ng daloy. Kung ang lokal na temperatura ng pagkatunaw ay bumaba malapit sa punto ng paglipat ng materyal, o kung ang naisalokal na presyon ng iniksyon ay nabubulok dahil sa mahabang daloy ng mga landas, ang mga molecular chain ay kulang sa kinakailangang thermal energy at packing force upang tumawid sa interface at interdiffuse. Higit pa rito, likas na pinipilit ng mga split flow path ang mga anisotropic reinforcement, tulad ng mga maiikling glass fibers, na umikot parallel sa hangganan ng pagpupulong, na ganap na inaalis ang anumang mechanical bridging sa junction.
Sa halip na tugunan ang mga pisikal na phenomena na ito sa pamamagitan ng mamahaling trial-and-error na mga pagbabago pagkatapos putulin ang tool steel, dapat gamitin ang advanced na finite-element na CAE tool (gaya ng Autodesk Moldflow, Moldex3D, o Sigmasoft 3D) sa yugto ng disenyo ng produkto. Ang mga inhinyero ay dapat tumingin sa kabila ng simple, binary visual na mga plot at suriin ang quantitative analytical na pamantayan. Kabilang sa mga pangunahing output ng simulation ang pagsubaybay sa mga velocity vector stagnation point, pagtukoy ng mga localized na pagbaba ng temperatura sa junction, at pagkuha ng numerical Weld Line Intensity Index (VHI). Ang isang lubos na maaasahang paraan para sa pagsusuri ng integridad ng istruktura ay nagsasangkot ng pagmamapa sa inaasahang fiber orientation tensors nang direkta mula sa injection simulation sa downstream structural FEA packages, na nagpapahintulot sa mga designer na gayahin ang mga localized na konsentrasyon ng stress sa ilalim ng real-world na mekanikal na pagkarga. Upang matiyak ang tumpak na hula, ang mga modelo ng simulation ay dapat gumamit ng lubos na pinong 3D meshes na binubuo ng hindi bababa sa 10 hanggang 12 layer sa mga manipis na seksyon ng pader, na sinamahan ng na-verify na data ng characterization ng materyal at tumpak na mga parameter ng pagtugon ng makina.
Upang gawing praktikal na solusyon sa shop-floor ang mga virtual na diagnostic na CAE na ito, dapat sundin ng mga engineering team ang isang standardized diagnostic decision tree. Kapag ang isang simulation ay nagpapahiwatig ng isang hindi katanggap-tanggap na panganib sa knit line, ang engineer ay dapat na sistematikong suriin at ihiwalay ang mga variable kaysa sa pagsasaayos ng mga parameter nang random. Una, suriin kung ang junction ay maaaring ilipat sa isang hindi kritikal na rehiyon sa pamamagitan ng paglilipat ng mga lokasyon ng gate. Kung ang mga geometric na hadlang ay ginagawang imposible ang paglipat ng gate, ang susunod na hakbang ay upang suriin ang naisalokal na pamamahala ng thermal, tinatasa kung ang mga variable na pagsasaayos ng temperatura ng amag ay maaaring mapabuti ang molecular bonding. Sa wakas, kung ang mga thermal adjustment ay hindi sapat, ang mekanikal na kapal ng pader ay dapat baguhin upang mapababa ang lokal na resistensya ng daloy at mapataas ang presyon ng packing. Tinitiyak ng structured na paraan na ito na ang mga pagbabago sa tooling at mga proseso ay nakabatay sa mahusay na mga prinsipyo ng engineering, na makabuluhang binabawasan ang mga yugto ng pag-unlad at pinipigilan ang mga magastos na engineering change order (ECO) sa huli ng ikot ng paglulunsad.
Disenyo ng Mold at Mga Istratehiya sa Lokasyon ng Gate: Pagkontrol sa Mga Daloy ng Daloy at Thermal Layout
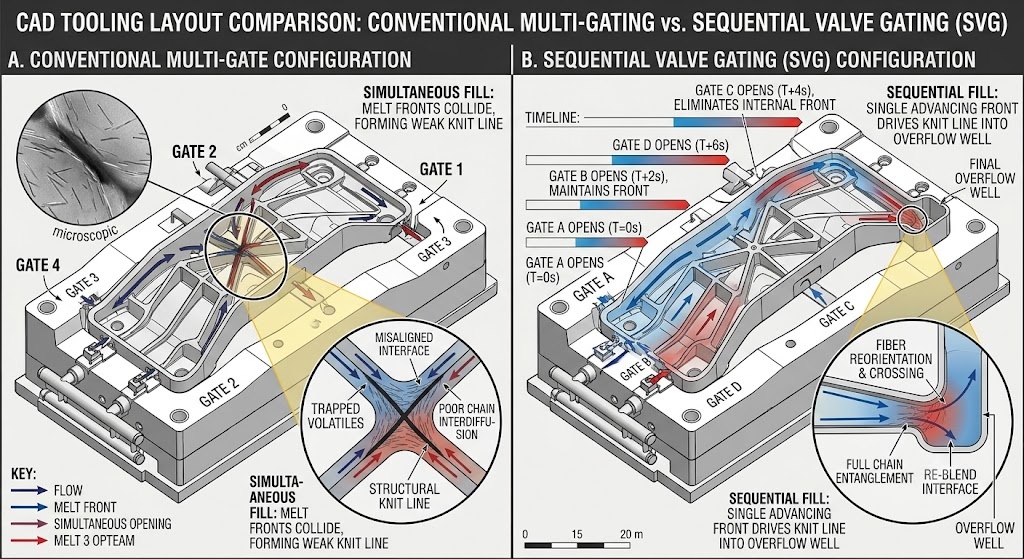
Ang pangunahing paraan para sa pag-aalis o paglilipat ng mga niniting na linya ay ang madiskarteng paglalagay ng gating system ng tool. Ang pagpili ng geometry ng gate—gumagamit man ng tumpak na mga direktang valve gate, edge gate, o fan gate—ay nagdidikta sa pattern ng paunang fill at direktang kinokontrol kung paano nahahati at muling pinagsama ang mga front ng daloy sa paligid ng mga core pin o internal cutout. Kapag nagdidisenyo ng mga kumplikadong bahagi, ang mga inhinyero ay dapat magtatag ng mga tumpak na panuntunan tungkol sa distansya ng daloy at maximum na pinahihintulutang ratio ng haba ng daloy hanggang sa kapal ng pader. Halimbawa, sa thin-walled consumer electronics, ang isang sequential valve gating (SVG) na diskarte ay kadalasang ginagamit. Sa pamamagitan ng paggamit ng mga hydraulic o pneumatic pin na kontrolado ng elektroniko upang buksan ang mga gate ng balbula sa isang tumpak, nakatakdang pagkakasunud-sunod, ganap na maalis ng mga inhinyero ang pagbuo ng mga panloob na niniting na linya sa pamamagitan ng pagpilit sa isang solong, tuluy-tuloy na natutunaw na harap upang walisin ang lukab, paglilipat ng mga linya ng weld sa mga peripheral flash area o hindi istrukturang mga gilid.
Higit pa sa paglalagay ng gate, ang pamamahala ng thermal performance sa loob ng mold steel ay kritikal para sa pag-optimize ng kalidad ng knit line. Ang mga tradisyunal na straight-drilled cooling lines ay kadalasang nag-iiwan ng mga deep core section at kumplikadong sulok na nakahiwalay sa epektibong thermal cooling, na nagreresulta sa mga localized na hot spot o matinding thermal gradient na nagpapahina sa knit line interface. Ang pagpapalit ng mga kumbensyonal na linya ng mga advanced na conformal cooling channel—na ginawa sa pamamagitan ng direct metal laser sintering (DMLS)—ay nagbibigay-daan sa mga cooling lines na sundan ang eksaktong mga contour ng part cavity. Tinitiyak nito ang lubos na pare-parehong pag-aalis ng init at nagbibigay-daan sa tumpak na localized rapid heat cycle molding (RHCM). Sa pamamagitan ng paggamit ng steam o high-temperature pressure na tubig upang mabilis na painitin ang lokal na lugar ng knit line habang pinupuno, at pagkatapos ay lumipat sa malamig na tubig para sa mabilis na solidification, maaaring mapanatili ng mga manufacturer ang temperatura ng ibabaw ng lukab sa itaas ng glass transition ng resin o crystalline melting point sa panahon ng pagbuo ng knit line. Ito ay ganap na nag-aalis ng mga pang-ibabaw na bingaw at na-maximize ang polymer chain entanglement.
| Diskarte sa Tooling | Premium na Gastos sa Karaniwang Tooling | Epekto ng Oras ng Ikot | Pagpapabuti ng Lakas ng Knit Line | Pinakamahusay na Pagkasyahin sa Application |
| Maginoo Machined Paglamig | Baseline (0 dolyar) | Baseline (25 hanggang 45 segundo) | Minimal (0 hanggang 10 porsiyentong pagpapabuti) | Mababang-kumplikado, makapal na pader na mga bloke ng istruktura. |
| Conformal Cooling Insert (DMLS) | 15 porsiyento hanggang 30 porsiyento | 15 porsiyento hanggang 30 porsiyentong pagbawas | 15 porsiyento hanggang 30 porsiyentong pagtaas | Kumplikadong automotive trim, multi-cavity na mga medikal na bahagi. |
| Sequential Valve Gating (SVG) | 25 porsiyento hanggang 40 porsiyento | Neutral | Inilipat nang buo ang depekto | Malaking body panel, instrumental panel, mahabang cover. |
| Rapid Heat Cycle Molding (RHCM) | 40 porsiyento hanggang 60 porsiyento | 10 porsiyento hanggang 25 porsiyentong pagtaas | 40 porsiyento hanggang 70 porsiyentong pagtaas | High-gloss consumer display, mga medikal na optical housing. |
Bago ipatupad ang mga advanced na pagbabago sa tool na ito, dapat magsagawa ang mga engineering team ng mahigpit na upfront return on investment (ROI) at pagtatasa ng panganib. Habang ang pagdaragdag ng DMLS conformal insert o isang SVG manifold ay maaaring tumaas ng paunang paggasta ng kapital sa tooling ng sampu-sampung libong dolyar, ang mga gastos na ito ay dapat na maingat na balanse laban sa mga pangmatagalang sukatan ng pagpapatakbo. Para sa isang high-volume na automotive production run na sumasaklaw ng ilang taon, ang 20 porsiyentong pagbawas sa cycle time na sinamahan ng isang makabuluhang pagbawas sa mga scrap rate ay madaling nagbibigay-katwiran sa upfront tooling premium. Sa kabaligtaran, para sa mas mababang volume na mga bahaging medikal, ang pagbabago sa kapal ng bahagi ng pader o pagsasama ng mga naka-localize na overflow na mga balon—na kumukuha ng malamig na mga slug sa dulo ng daloy ng harapan at maaaring malinis sa makina pagkatapos ng paghuhulma—nagpapakita ng isang mas cost-effective na alternatibo na nakakamit ng mga kinakailangang mekanikal na detalye nang hindi lalampas sa capital budget ng proyekto.
Pagproseso, Mga Materyales, at Mga Trade-off sa Produksyon: Pag-optimize ng Mga Parameter Matrice
Kapag ang mga pagbabago sa tool ay napipilitan ng badyet o mga timeline, dapat umasa ang mga inhinyero sa sistematikong pag-optimize ng proseso at maingat na pagpili ng materyal upang pamahalaan ang pagganap ng knit line. Ang molekular na istraktura ng hilaw na polimer ay nagdidikta sa rheological na pag-uugali nito sa panahon ng matunaw na harap na convergence. Ang mga hindi napunong commodity resin tulad ng polypropylene (PP) o amorphous acrylonitrile butadiene styrene (ABS) ay madaling dumaloy at madaling mag-bonding sa lower relative energies. Gayunpaman, ang mga high-temperature na engineering plastic tulad ng polycarbonate (PC), polyamide 6/66 (PA6/PA66), at polyphenylene oxide (PPO)—lalo na kapag napuno ng 30 porsiyento hanggang 50 porsiyento na mga glass fiber o mineral modifier—ay nagdudulot ng matinding rheological challenge. Para sa mga advanced na compound na ito, ang mga pagsasaayos ng parameter ay dapat sumunod sa isang mataas na structured, "konserbatibo-sa-agresibo" processing matrix upang maiwasan ang pagkasira ng materyal o pagpapahaba ng oras ng pag-ikot.
Upang sistematikong malutas ang mga depekto sa knit line sa production floor, dapat kumonsulta ang mga technician sa isang komprehensibong patnubay ng parameter ng materyal at pagproseso. Ang mga pagsasaayos ay dapat palaging isagawa nang sunud-sunod, na nagpapahintulot sa proseso na mag-stabilize para sa ilang mga cycle pagkatapos ng bawat pagbabago upang tumpak na masukat ang epekto sa kalidad ng bahagi at pagganap ng istruktura:
| Uri ng Resin Matrix | Inirerekomendang Melt Range (deg C) | Inirerekomendang Hanay ng Amag (deg C) | Pangunahing Hakbang sa Pag-tune ng Bilis ng Pag-iniksyon | Inaasahang Pagpapanatili ng Lakas ng Knit Line (%) |
| Unfilled Polypropylene (PP) | 200 - 240 | 30 - 60 | Moderate Progressive ( 10% increments) | 85% - 95% |
| ABS (Aesthetic Grade) | 220 - 260 | 50 - 80 | High Velocity Profile (Mabilis sa pamamagitan ng knit zone) | 80% - 90% |
| Polycarbonate (PC) | 280 - 320 | 80 - 110 | High Constant Velocity na may High Pack | 70% - 85% |
| PA66-GF30 (30% Puno ng Salamin) | 270 - 300 | 80 - 120 | Ultra-High Velocity (Max shear heating) | 35% - 55% |
| PPO (Binago / Structural) | 260 - 310 | 70 - 100 | High Velocity na sinusundan ng Immediate Pack Shift | 50% - 70% |
Kung hindi ganap na maalis ng mga na-optimize na parameter sa pagpoproseso ang isang nakikitang niniting na linya sa isang mataas na aesthetic na bahagi, maaaring kailanganin ang pangalawang pagpapatakbo ng pagtatapos. Ang mga opsyon sa remediation pagkatapos ng amag—kabilang ang mechanical sanding, automated priming at pagpipinta, chemical vapor polishing, o localized ultrasonic fusion—ay mabisang makakapagtakpan ng mga mantsa sa ibabaw, ngunit nagpapakilala sila ng mga makabuluhang trade-off sa produksyon. Bagama't ang pangalawang polyurethane coating o chemical solvent wash ay maaaring mag-restore ng isang walang kamali-mali, high-gloss na surface finish sa isang amorphous na consumer housing, ang mga operasyong ito ay nagpapataas ng kabuuang halaga ng bahagi ng piraso, nangangailangan ng karagdagang paggawa, at nagpapataas ng mga scrap rate dahil sa mga depekto sa paghawak. Higit pa rito, hindi inaayos ng mga surface finish ang mga pinagbabatayan na mga bahid sa istruktura. Kung ang mga hibla ng salamin ay mananatiling hindi nakahanay sa ilalim ng pininturahan na ibabaw, ang bahagi ay mabibigo sa ilalim ng mekanikal na stress. Dapat na maingat na timbangin ng mga tagapamahala ng operasyon ang mga gastos sa pagtatapos na ito laban sa pangmatagalang pamumuhunan ng kapital ng mga advanced na pag-upgrade ng tool, na pinipili ang opsyon na pinakamahusay na nagbabalanse sa kalidad, gastos, at pagiging maaasahan ng bahagi.
Pabilisin ang Pagganap ng Iyong Tooling at Pagproseso
Ang pag-aalis ng mga pagkabigo sa knit line ay nangangailangan ng pag-align ng upfront predictive engineering na may disiplinadong kontrol sa kalidad. I-download ang aming komprehensibo, shop-floor ready Knit Line Troubleshooting at Simulation Calibration Checklist (PDF) , na naglalaman ng mga step-by-step na template ng pagsasaayos ng molding machine, target na VHI meshing parameter, at ASTM/ISO validation form.
Kailangan ng agarang suporta sa engineering para sa isang aktibong programa? Makipag-ugnayan sa aming technical team ngayon para mag-iskedyul ng advanced Pagsusuri ng CAE Simulation at Pag-audit ng Mold Layout . Nagbibigay ang aming mga espesyalista sa pagmamanupaktura sa North American ng mga detalyadong diagnostic turnaround sa loob ng 3 hanggang 5 araw ng negosyo.

