
Buod
Ang mga flame-retardant (FR) polymer grade ay tinukoy sa lahat ng automotive, electronics, electrical, at construction application — ngunit ang mga ito ay nagpapakilala ng mga hamon sa pagproseso at mga panganib sa tooling na hindi ginagawa ng mga karaniwang grado. Ang mga additives ng FR ay nagpapakitid sa mga bintana ng proseso, nagpapataas ng kaagnasan sa paghulma ng bakal, nakakaapekto sa ibabaw na pagtatapos, at nagpapalubha ng mga daloy ng pag-recycle. Ang gabay na ito ay sumasaklaw sa UL94 rating system nang detalyado, nagpapaliwanag kung paano nakikipag-ugnayan ang bawat pangunahing FR chemistry sa injection molding equipment at tooling, at nagbibigay ng mga praktikal na detalye para sa disenyo ng amag at pagpili ng bakal kapag nagpapatakbo ng mga materyales na FR.
1. Bakit Mahalaga ang Flame Retardancy sa Injection Molding
Nasusunog ang mga plastik. Karamihan sa mga engineering thermoplastics - ABS, PP, PA, PC - ay likas na nasusunog, na may nililimitahan ang mga indeks ng oxygen (LOI) na 17–28%. Sa mga application kung saan umiiral ang panganib sa pag-aapoy — mga de-koryenteng enclosure, pabahay ng baterya ng EV, consumer electronics, interior ng sasakyang panghimpapawid, mga panel ng gusali — hindi natutugunan ng mga hindi binagong polymer ang mga regulasyon sa kaligtasan ng sunog.
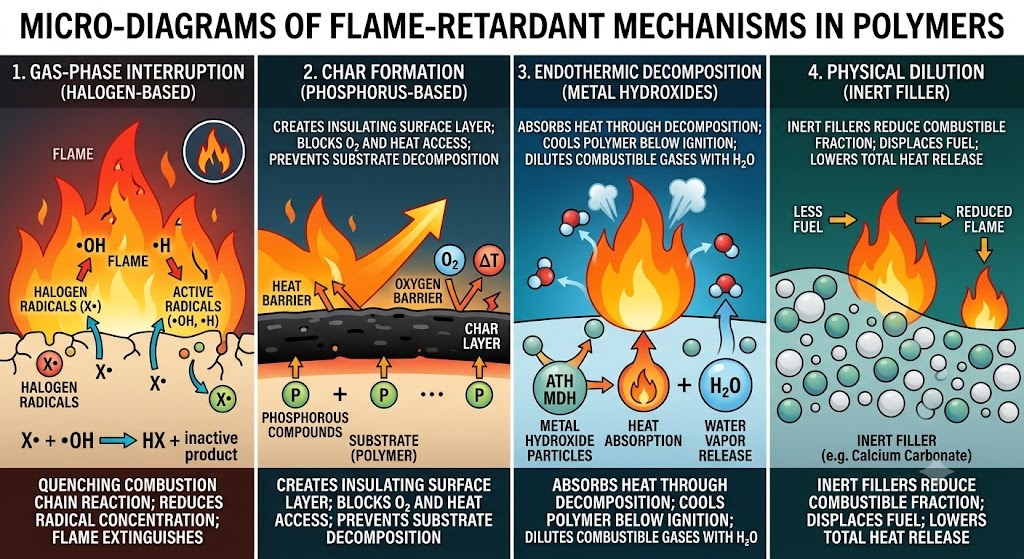
Tinutugunan ito ng mga flame retardant sa pamamagitan ng isa o higit pang mga mekanismo:
- Pagkagambala ng gas phase — Pinapatay ng mga radical ng FR ang combustion chain reaction sa flame zone (halogen-based system)
- Pagbuo ng char — Ang kimika ng FR ay nagtataguyod ng isang carbonaceous surface layer na nag-insulate sa substrate mula sa apoy (phosphorus-based, intumescent system)
- Endothermic decomposition — Ang FR additive ay sumisipsip ng init sa pamamagitan ng decomposition, pinapalamig ang substrate sa ibaba ng temperatura ng pag-aapoy (metal hydroxides: ATH, MDH)
- Pisikal na pagbabanto — binabawasan ng inert filler ang nasusunog na bahagi ng compound
Ang hamon para sa injection molder ay ang mga mekanismong ito ay isinaaktibo sa pamamagitan ng init - ang parehong stimulus na nagtutulak sa proseso ng paghubog. Ang mga additives ng FR na sapat na thermally stable upang mabuhay ang bariles, ngunit sapat na reaktibo upang gumanap sa isang sunog, ay kumakatawan sa isang makitid na window ng engineering na may direktang mga kahihinatnan para sa pagproseso at tooling.
2. Ang UL94 Rating System: Ano ang Talagang Ibig Sabihin ng Mga Klasipikasyon
Ang UL94 (Standard for Tests for Flammability of Plastic Materials for Parts in Devices and Appliances) ay ang pangunahing pandaigdigang sanggunian para sa plastic flammability classification. Ang pag-unawa sa kung ano ang hinihingi ng bawat rating — at hindi hinihingi — ay mahalaga para sa tamang detalye.
2.1 Pangkalahatang-ideya ng Paraan ng Pagsubok
Ang mga pagsusuri sa UL94 ay isinasagawa sa mga hinulmang specimen, hindi sa hilaw na materyal. Mahalaga ang specimen geometry: ang pamantayan ay tumutukoy sa mga kategorya ng kapal (karaniwang 0.8 mm, 1.6 mm, 3.2 mm), at ang mga rating ay nakasalalay sa kapal. Ang isang materyal na may rating na V-0 sa 3.2 mm ay maaari lamang makamit ang V-2 sa 0.8 mm.
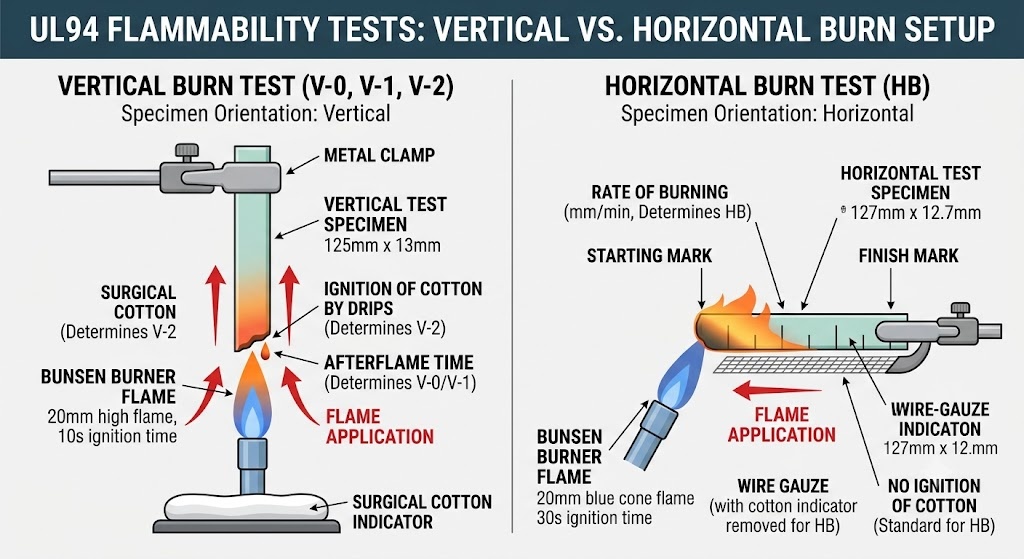
Ang dalawang pangunahing serye ng pagsubok:
Vertical burn test (V-0, V-1, V-2, 5VA, 5VB): Ang isang 125 mm × 13 mm na ispesimen ay hinahawakan nang patayo at nakalantad sa isang tinukoy na apoy para sa dalawang 10 segundong pagitan. Tinutukoy ng pagtulo, afterflame time, at pag-aapoy ng cotton indicator sa ibaba ng specimen ang rating.
Horizontal burn test (HB): Ang isang 127 mm × 12.7 mm na ispesimen ay hinahawakan nang pahalang. Ito ang pinakamababang klasipikasyon — karamihan sa mga commodity polymer na walang FR treatment ay nakakamit ng HB sa sapat na kapal.
2.2 Pamantayan sa Pag-uuri
| Rating | Afterflame ≤ (bawat application) | Kabuuang afterflame ≤ (5 specimens) | Ang pagtulo ay nag-aapoy ng bulak? | Afterglow ≤ | Mga Tala |
|---|---|---|---|---|---|
| V-0 | 10 seg | 50 seg | Hindi | 30 seg | Pinaka mahigpit na patayo |
| V-1 | 30 seg | 250 seg | Hindi | 60 seg | Mid-tier na patayo |
| V-2 | 30 seg | 250 seg | Oo pinapayagan | 60 seg | Pinahihintulutan ang pagtulo |
| 5VA | — | — | Hindi | — | Hindi burn-through on plaque; more stringent than V-0 |
| 5VB | — | — | Hindi | — | Pinahihintulutan ang burn-through sa plaka; mas mahigpit kaysa sa V-1 |
| HB | Nasusunog ≤ 76 mm/min (>3mm) o namamatay | — | N/A | — | Pinakamababa; karamihan sa mga plastik na kalakal |
2.3 Mga Rating sa Practice: Ano ang Tunay na Tinukoy ng Mga Regulator at OEM
| Aplikasyon | Pinakamababang UL94 na Kinakailangan | Mga Tala |
|---|---|---|
| Consumer electronics enclosures (IEC 62368-1) | V-1 o V-0 | Depende sa kapal ng pader at panloob na pinagmulan ng init |
| EV battery housing at BMS enclosures | V-0 sa ≤1.6 mm | Madalas na pinalalakas ng mga kinakailangan sa thermal runaway na partikular sa OEM |
| Automotive electrical connectors (USCAR-2) | V-0 sa ≤0.8 mm | Napakanipis na pader - makabuluhang pinaliit ang mga opsyon sa materyal |
| Mga pabahay ng appliance ng sambahayan (IEC 60335) | V-1 o V-0 | Nakadepende sa kategorya |
| Mga pang-industriyang electrical enclosure (IEC 61439) | V-0 o 5VA | 5VA na lalong tinukoy para sa malalaking enclosure |
| Mga sangkap sa loob ng sasakyang panghimpapawid (FAR 25.853) | Hindit UL94 — uses OSU heat release and vertical bunsen tests | Ang UL94 ay hindi sapat para sa aerospace |
| Gusali at konstruksyon (EN 13501) | Euroclass B–E system, hindi UL94 | Iba't ibang pamantayan ng pagsubok sa kabuuan |
Kritikal na punto: Ang mga rating ng UL94 ay iniuulat ng mga supplier para sa mga partikular na kulay, kapal, at sertipikasyon ng lot. Ang isang itim na PC/ABS housing na nakakakuha ng V-0 ay hindi ginagarantiyahan ang V-0 sa puti o natural — FR additive interaction sa pigment system ay nakakaapekto sa performance, at ang UL94 yellow card ay naglilista ng mga inaprubahang kulay nang tahasan.
3. Mga Pangunahing Pamilya ng Chemistry ng FR at Kanilang Mga Profile sa Pagproseso
3.1 Halogenated Flame Retardants (Brominated / Chlorinated)
Mekanismo: Ang mga radikal ng halogen ay nakakagambala sa reaksyon ng kadena ng pagkasunog sa yugto ng gas. Lubos na epektibo sa mababang antas ng paglo-load (5–15 phr), pinapagana ang V-0 na may kaunting epekto sa mga mekanikal na katangian.
Mga karaniwang sistema:
- Decabromodiphenyl ethane (DBDPE) antimony trioxide synergist — ABS, HIPS, PA
- Tetrabromobisphenol A (TBBPA) oligomer — pinaghalong PC/ABS
- Chlorinated paraffins — mas murang mga aplikasyon ng kalakal
Pag-uugali sa pagpoproseso:
- Therly stable hanggang 280–300°C sa karamihan ng mga formulation — tugma sa ABS, PA66, mga temperatura sa pagpoproseso ng PC
- Sa itaas ng 300°C, ang pagbuo ng HBr/HCl gas ay bumibilis nang husto — Ang mga paglampas sa temperatura ng bariles ay nagdudulot ng corrosive gas release
- Ang paglilinis gamit ang isang neutral na carrier (HDPE o PP) ay ipinag-uutos kapag isinara - ang na-trap na brominated na materyal ay nababawasan at umaatake sa mga ibabaw ng bariles at turnilyo
- Nakakasira sa karaniwang tool steel: Ang HBr at HCl ay nabuo sa anumang pag-atake ng paglihis ng proseso P20 at H13. Hindi malubha sa ilalim ng normal na mga kondisyon ngunit pinagsama-sama sa mataas na dami ng produksyon
Mga implikasyon ng tool:
- Karaniwang P20 cavity steel na katanggap-tanggap para sa mahusay na kontroladong mga proseso
- Inirerekomenda ang plating (hard chrome o electroless nickel) para sa mataas na volume o anumang prosesong tumatakbo malapit sa limitasyon sa itaas na temperatura
- Ang purge protocol ay dapat na nakadokumento sa mga tagubilin sa proseso — ang flash-induced burning episodes ay nagdudulot ng localized corrosion pit sa mga gate at vents
Katayuan ng regulasyon: Kasama sa listahan ng REACH SVHC ang ilang mga brominated FR compound. Pinaghihigpitan ng RoHS Directive ang PBB at PBDE. Ang DBDPE ay kasalukuyang hindi pinaghihigpitan sa EU at US ngunit napapailalim sa patuloy na pagsusuri. Tukuyin lamang ang mga markang sumusunod sa REACH/RoHS — i-verify ang deklarasyon ng supplier taun-taon.
3.2 Phosphorus-Based Flame Retardants (Halogen-Free)
Mekanismo: Itinataguyod ang pagbuo ng char layer sa ibabaw ng polimer, pisikal na hinaharangan ang pag-access ng oxygen at insulating ang substrate. Ang ilang mga sistema ng posporus ay mayroon ding aktibidad na gas-phase.
Mga karaniwang sistema:
- Resorcinol bis(diphenyl phosphate) (RDP) — Mga pinaghalong PC/ABS (pangunahing sistema para sa V-0 PC/ABS na walang halogen)
- Aluminum diethylphosphinate (AlPi, Clariant Exolit® OP series) — PA6, PA66, PBT
- Melamine polyphosphate (MPP) — PA6, PA66
- Pulang posporus — PA, PBT (bihirang ginagamit ngayon dahil sa paghawak ng mga panganib)
Pag-uugali sa pagpoproseso:
- RDP sa PC/ABS: binabawasan ang lagkit ng natutunaw (nagsisilbing plasticizer sa temperatura ng pagproseso) → pinatataas ang panganib sa flash , binabawasan ang clamp force margin
- AlPi sa mga marka ng PA: thermally stable hanggang 320°C, minimal na lagkit na epekto — karamihan sa process-friendly na FR system ay kasalukuyang available
- MPP sa PA: katamtamang katatagan; higit sa 290°C, sanhi ng pagbuo ng singaw ng ammonia at melamine ibabaw blistering at pilak streaking — panatilihin ang temperatura ng pagkatunaw sa ibabang dulo ng hanay ng PA
- Lahat ng phosphorus system: ang moisture uptake sa storage ay nagpapababa sa performance at nagiging sanhi ng splay/silver streaks — ang mga pagtutukoy sa pagpapatayo ay mas mahigpit kaysa sa mga hindi napunan na grado
Mga kinakailangan sa pagpapatuyo (phosphorus FR grades):
| Batayang Polimer | Standard Grade pagpapatuyo | FR Grade Drying | Karagdagang Tala |
|---|---|---|---|
| PA6 | 80°C / 4 na oras | 85°C / 6–8 na oras | Ang mga marka ng MPP lalo na ang moisture-sensitive |
| PA66 | 85°C / 4 na oras | 90°C / 6–8 na oras | Mas mapagpatawad ang mga marka ng AlPi |
| PBT | 120°C / 4 na oras | 130°C / 5–6 na oras | Napaka-moisture-sensitive ng FR PBT |
| PC/ABS | 90°C / 3–4 na oras | 95°C / 4–6 na oras | Lumilipat ang RDP sa storage — gamitin kaagad pagkatapos buksan |
Mga implikasyon ng tool:
- RDP migration: Sa PC/ABS na may RDP, ang phosphate ester ay maaaring lumipat sa ibabaw ng bahagi at sa mold cavity sa paglipas ng panahon. Nagdudulot ito ng:
- Ang pagbuo ng deposito ng amag sa mga ibabaw ng lukab (puti o dilaw na nalalabi) na nangangailangan ng paglilinis bawat 50,000–150,000 shot depende sa mga kondisyon ng pagtakbo
- Pagbawas ng pagtakpan ng ibabaw sa bahagi kung hindi nililinis ang amag — kritikal para sa mga ibabaw ng Class A
- Ang hindi kinakalawang na asero (S136) o hard-chrome plated na P20 ay binabawasan ang pagdirikit ng deposito at pinapadali ang paglilinis
- Ang mga marka ng AlPi sa PA ay ang pinaka-tooling-friendly na FR system — minimal na deposito, minimal na corrosion
3.3 Mga Nitrogen-Based Flame Retardant (Melamine Systems)
Mekanismo: Pangunahing gas phase dilution sa pamamagitan ng nitrogen release; ilang char promotion kapag pinagsama sa phosphorus (intumescent system).
Mga karaniwang sistema:
- Melamine cyanurate (MC) — PA6, PA66 (V-2 achievable, V-0 mahirap nang walang synergist)
- Melamine polyphosphate (MPP) — PA6, PA66 (V-0 na matamo sa kumbinasyon)
- Mga intumescent system (APP pentaerythritol melamine) — PP, PE (pangunahin para sa mga application na walang halogen na cable at film)
Pag-uugali sa pagpoproseso:
- MC sa PA: nabubulok sa 320°C na naglalabas ng isocyanic acid at melamine vapor — hard upper limit sa temperatura ng pagkatunaw na 290°C para sa mga PA66/MC compound
- Ang sublimation ng melamine sa ibabaw ng lukab ng amag ay bumubuo ng mga puting pulbos na deposito - nangangailangan ng madalas na paglilinis ng lukab
- Intumescent PP system: napaka-sensitibo sa paggugupit; ang mataas na bilis ng pag-iniksyon ay nagdudulot ng paghihiwalay at pagguhit ng FR component
Mga implikasyon ng tool:
- Ang mga deposito ng melamine sublimate ay ang pinaka-agresibong problema sa fouling ng amag sa kategoryang FR grade
- Kapansin-pansing binabawasan ng Chrome-plated o PVD-coated na mga cavity ang pagdirikit ng deposito — agwat ng pagpapanatili ng 2–3x na mas mahaba kaysa sa hindi pinahiran
- Ang pagbabara ng vent mula sa mga deposito ay isang malaking panganib — ang mga lagusan ay dapat na idinisenyo para sa accessibility at linisin sa isang tinukoy na iskedyul (karaniwang bawat 30,000–80,000 shot)

3.4 Mga Metal Hydroxide Flame Retardant (ATH, MDH)
Mekanismo: Ang endothermic decomposition ay naglalabas ng singaw ng tubig, nagpapalamig sa substrate at nagpapalabnaw ng mga nasusunog na gas. Walang halogen, walang phosphorus, walang nitrogen — ang pinakamalinis na chemistry mula sa pananaw ng pagproseso ng by-product.
Mga karaniwang sistema:
- Aluminum trihydrate (ATH) — nabubulok sa 180–200°C; mga limitasyon sa paggamit sa mga polymer na naproseso sa ibaba 200°C (EVA, LDPE, PVC)
- Magnesium dihydroxide (MDH, brucite) - nabubulok sa 300–320°C; nagpapalawak ng kakayahang magamit sa PP, PA6
Pag-uugali sa pagpoproseso:
- Napakataas na pag-load na kinakailangan (40–65% ayon sa timbang) upang makamit ang V-0 — kapansin-pansing pinapataas ang density ng tambalan at binabawasan ang mga mekanikal na katangian
- Ang mataas na paglo-load ng filler ay lubos na nagpapataas ng lagkit ng pagkatunaw — kinakailangan ng mas mataas na presyon ng iniksyon, mas mahabang oras ng pagpuno
- Nakasasakit sa mga turnilyo, bariles, at mga butas ng amag — mataas ang wear rate , katulad ng mga gradong puno ng salamin
- Ang mga MDH/ATH compound ay may napakababang kahusayan sa pagpapahusay ng LOI sa bawat unit loading kumpara sa mga halogen/phosphorus system — bihirang ginagamit kung saan kinakailangan ang V-0 sa manipis na pader
Mga implikasyon ng tool:
- Tratuhin bilang katumbas ng GF30–GF40 para sa mga layunin ng pagsusuot
- Sapilitan ang mga hardened gate insert (≥52 HRC).
- Ang disenyo ng runner at gate ay dapat mabawasan ang paggugupit (mas malaking diameter kaysa sa hindi napuno na katumbas) upang maiwasan ang pagsasama-sama ng tagapuno at pagguho ng gate
- Cavity steel: H13 o katumbas na hardened tool steel — P20 ay marginal para sa high-volume na produksyon ng ATH/MDH
4. Pagproseso ng Mga Pagsasaayos ng Parameter para sa Mga Marka ng FR
Talahanayan: Mga Pagsasaayos ng Window ng Proseso kumpara sa Batayang Polimer
| Parameter | Direksyon | Magnitude | Katuwiran |
|---|---|---|---|
| Matunaw na temperatura | Ibaba | 5–20°C mas mababa sa pamantayan | Pigilan ang FR thermal decomposition |
| Oras ng paninirahan ng bariles | I-minimize | Disenyo para sa <5 min max | Ang pagkasira ay depende sa oras × temperatura |
| Bilis ng iniksyon | Bawasan | 10–20% | Bawasan ang paggugupit-sapilitan agnas; bawasan ang panganib sa flash (RDP) |
| Presyon sa likod | Bawasan | 10–20% mas mababa sa pamantayan | Bawasan ang pagbuo ng shear heat |
| Bilis ng turnilyo | Bawasan | 10–15% RPM | Parehong katwiran |
| Purge protocol | Sapilitan | Bawat shutdown sa bawat oras | Pigilan ang kinakaing unti-unting pagkasira sa pagitan ng mga pagtakbo |
| Drying | Dagdagan ang temperatura at oras | Tingnan ang Talahanayan sa Seksyon 3.2 | Ang mga marka ng FR ay mas sensitibo sa kahalumigmigan |
| Temperatura ng amag | Ibaba end of range | Kung saan posible | Bawasan ang pagbuo ng deposito (melamin system) |
| Mainit na temperatura ng runner | Minimum na mabubuhay | Kasing baba ng pagpuno ay pinapayagan | Pinaka-kritikal na zone para sa pagkasira ng FR |
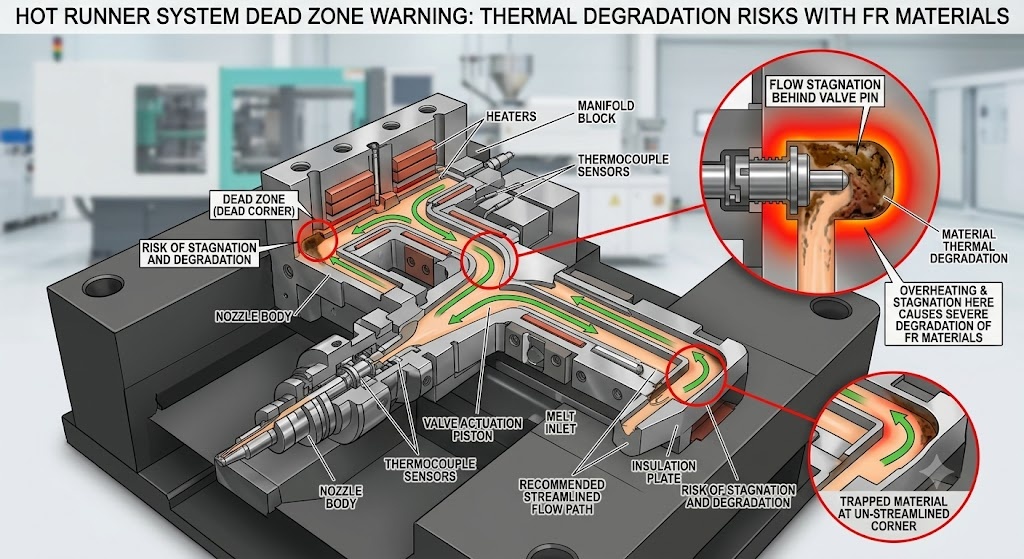
Mga Pagsasaalang-alang ng Hot Runner
Ang mga hot runner ay ang pinakamataas na panganib na zone para sa pagkasira ng materyal ng FR. Ang manifold at nozzle tip ay nagpapanatili ng pagkatunaw sa temperatura nang tuluy-tuloy - at sa mga patay na zone (sa likod ng valve stems, sa hindi maganda ang disenyo ng manifold bends), ang oras ng paninirahan ay maaaring 30-60 minuto. Ito ay sapat na upang pababain ang karamihan sa mga sistema ng FR.
Mandatory na kinakailangan sa disenyo ng hot runner para sa mga marka ng FR:
- Buong streamline (walang patay na sulok) manifold geometry — tukuyin sa hot runner supplier
- Ang pinakamababang dami ng manifold na naaayon sa mga kinakailangan sa pagpuno — ang malalaking manifold ay nagpapataas ng oras ng paninirahan
- Independent zone temperature control per nozzle — nagbibigay-daan sa tumpak na minimum temperature management
- Mas gusto ang valve gate kaysa bukas na gate — nagbibigay-daan sa positibong shutoff sa panahon ng paghinto ng produksyon
- Pagbaba ng temperatura sa pagsara: bawasan kaagad sa 150–170°C sa anumang pag-pause ng produksyon >5 minuto
5. Pagpili ng Mold Steel at Paggamot sa Ibabaw
Talahanayan: Inirerekomendang Mould Steel ng FR Chemistry
| Sistema ng FR | Batayang Polimer | Cavity Steel | Core Steel | Pagsingit ng Gate | Surface Paggamot | Mga Tala |
|---|---|---|---|---|---|---|
| Brominated (DBDPE) | ABS, HIPS | P20 o S136 | P20 | H13 tumigas | Hard chrome o EN plating | Plating kritikal para sa mataas na volume |
| RDP (phosphate ester) | PC/ABS | Mas gusto ang S136 | P20 | S136 | PVD o EN plating | Pinakamababa ang pagdirikit ng deposito sa S136 |
| AlPi (aluminyo phosphinate) | PA, PBT | P20 o H13 | P20 | H13 | Opsyonal na chrome | Karamihan sa tooling-friendly na FR system |
| Melamine (MC, MPP) | PA6, PA66 | P20 chrome o S136 | P20 | H13 | Sapilitan ang hard chrome | Malubha ang mga deposito ng sublimate nang walang patong |
| ATH / MDH (metal hydroxide) | PP, PA, EVA | H13 tumigas | H13 | H13 o carbide | Chrome o PVD | Tratuhin bilang abrasive filler compound |
| Inherent (PPS, SILIP) | PPS, PEEK | S136 o 420SS | S136 | S136 | Opsyonal | Kinakaing unti-unti sa matunaw na temperatura; panganib sa kaagnasan ng bakal |
Paghahambing ng Pagganap ng Surface Treatment para sa Mga Aplikasyon ng FR
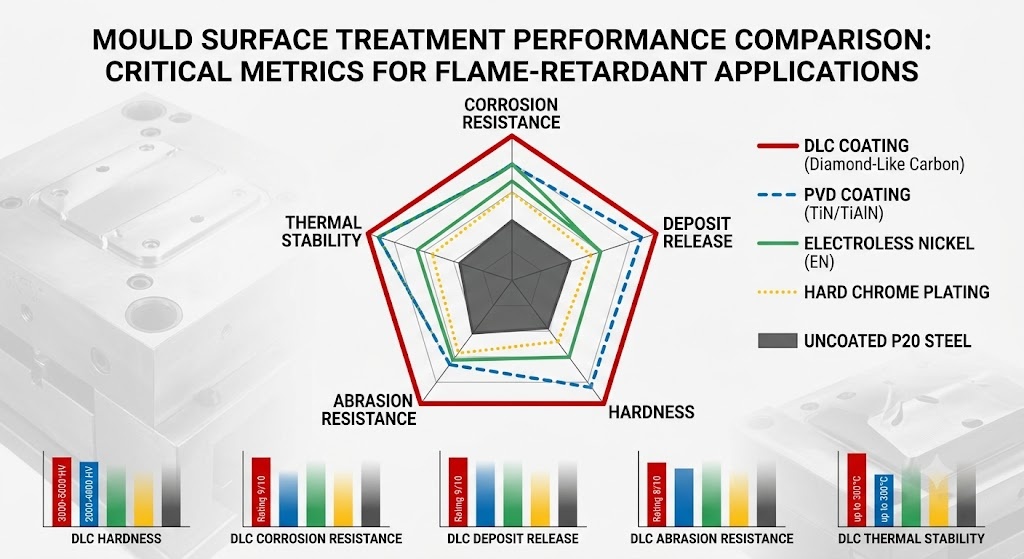
| Treatment | Paglaban sa Kaagnasan | Paglabas ng Deposito | Katigasan (HV) | Max Temp | Premium na Gastos |
|---|---|---|---|---|---|
| Hard chrome plating | Mabuti | Katamtaman | 900–1100 | 400°C | 15–25% |
| Electroless nickel (EN) | Magaling | Mabuti | 500–700 | 260°C | 10–20% |
| PVD (TiN, TiAlN) | Mabuti | Mabuti–Excellent | 2000–3300 | 400–600°C | 20–35% |
| DLC (Katulad ng Diamond na Carbon) | Magaling | Magaling | 3000–5000 | 300°C | 30–50% |
| Walang patong na P20 | mahirap | mahirap | 300–350 | — | Baseline |
Ang DLC coating ay naghahatid ng pinakamahusay na performance release ng deposito para sa melamine-system FR grades — partikular na mahalaga para sa high-volume na produksyon ng PC/ABS at PA enclosure kung saan mahalaga ang downtime ng paglilinis ng cavity.
6. Vent Design para sa FR Grades
Ang mga flame-retardant compound ay gumagawa ng mas maraming outgas kaysa sa mga hindi napunong grado — ang mga by-product ng decomposition, moisture mula sa metal hydroxides, at mga pabagu-bagong additives ay lumilikha ng gas na dapat ilikas mula sa cavity. Mga sanhi ng hindi sapat na pag-vent:
- Pagsunog ng epekto ng diesel sa mga lokasyon ng huling punan — mga deposito ng char na kadalasang mali ang pagkaka-diagnose bilang gate blush o pagkasira ng materyal
- Mga short shot mula sa gas back-pressure sa makapal na mga seksyon
- Namumutla ang ibabaw mula sa nakulong na kahalumigmigan o pabagu-bago ng isip na mga bahagi ng FR
Mga Rekomendasyon sa Lalim ng Vent para sa FR Grades
| Materyal / FR System | Lalim ng Vent (lupa, mm) | Lapad ng Vent (mm) | Lalim ng Vent Relief (mm) | Paglilinis ng pagitan |
|---|---|---|---|---|
| ABS / brominated FR | 0.012–0.018 | 5–8 | 0.5 | Bawat 100,000 shot |
| PC/ABS / RDP | 0.010–0.015 | 5–8 | 0.5 | Bawat 80,000 shot |
| PA66 / AlPi | 0.010–0.015 | 4–6 | 0.3 | Bawat 120,000 shot |
| PA6 / melamine | 0.008–0.012 | 4–6 | 0.3 | Bawat 30,000–50,000 shot |
| PP / ATH intumescent | 0.015–0.020 | 6–10 | 0.5 | Bawat 80,000 shot |
| PPS (likas na FR) | 0.005–0.008 | 3–5 | 0.2 | Bawat 150,000 shot |
Ang mga compound ng FR na nakabatay sa melamine ay may pinaka-agresibong vent fouling na pag-uugali. Ang isang production mold na nagpapatakbo ng PA6/MC na hindi nililinis sa iskedyul ay magkakaroon ng mga naka-block na vent sa loob ng 50,000 shot — humahantong sa pagkasunog, mga maikling shot, at pagtanggi sa bahagi.
Rekomendasyon sa disenyo: Para sa mga FR grade na may mataas na outgassing tendency (melamin, intumescent system), magdisenyo ng mga lagusan bilang mga mapapalitang pagsingit kung posible. Nagbibigay-daan ito sa paglilinis ng vent nang offline habang patuloy na tumatakbo ang amag na may malinis na ekstrang set.
7. Mga Pagsasaalang-alang sa Kalidad at Pagsunod
7.1 UL94 Yellow Card Verification
Ang UL94 rating na naka-print sa isang materyal na datasheet ay claim sa marketing ng isang supplier. Ang authoritative source ay ang UL Product iQ database (dating Yellow Card) . Bago tukuyin ang isang materyal na FR para sa isang UL94-regulated na aplikasyon, i-verify:
- Ang eksaktong grado at lot ay tumutugma sa kasalukuyang listahan ng Yellow Card
- Nalalapat ang rating sa kapal ng pader ng iyong bahagi — maraming materyales ang nawawalan ng isang klase ng rating sa mas manipis na pader
- Nakalista ang kulay — ang mga pigment system ay nakakaapekto sa pagganap ng FR
- Ang petsa ng pag-expire ng sertipiko ay kasalukuyang — nagsasagawa ang UL ng pana-panahong muling pagsusuri at maaaring bawiin ang mga rating
7.2 Epekto ng Kulay sa Pagganap ng FR
Nakikipag-ugnayan ang mga sistema ng pigment sa mga additives ng FR sa mga paraan na makakabawas sa performance ng isang buong klase ng UL94. Ang itim na carbon (ginagamit sa mga itim na compound) ay karaniwang nagpapabuti sa pagganap ng FR — nagtataguyod ito ng pagbuo ng char. Ang mga puting pigment (TiO₂) ay neutral hanggang medyo negatibo. Ang mga organikong pigment (lalo na ang mga dilaw at pulang azo na kulay) ay maaaring makagambala sa mga sistema ng phosphorus FR.
Panuntunan: Palaging gawing kwalipikado ang pagganap ng FR sa kulay ng produksyon, hindi natural o itim na reference na data lamang. Kung ang isang customer ay nangangailangan ng V-0 sa maraming kulay, kumuha ng UL Yellow Card verification para sa bawat kulay nang hiwalay.
7.3 Pagganap ng Weld Line at Knit Line FR
Ang rehiyon ng weld line ng isang injection-moulded na bahagi ng FR ay karaniwang nagpapakita ng pinababang flame retardancy kumpara sa bulk. Sa weld zone, ang mga glass fiber ay nakahanay na kahanay sa harap ng daloy, at ang FR additive distribution ay maaaring hindi pare-pareho. Dapat kasama sa pagsubok ang mga specimen na pinutol mula sa mga rehiyon ng weld line para sa mga aplikasyon na may kritikal na mga kinakailangan sa kaligtasan ng sunog.
7.4 Regrind at Recycling
Ang mga additives ng FR — partikular na ang mga halogenated system — ay nagpapalubha ng end-of-life recyclability. Ang inside-process regrind (sprues, runners, rejected parts) mula sa brominated FR compounds ay nangangailangan ng:
- Pinakamataas na ratio ng regrind: 10–15% ayon sa timbang — ang mas matataas na ratio ay nagpapababa sa pagganap ng FR at nagpapataas ng pagbuo ng gas
- Hindi dapat ihalo ang regrind sa mga pamilya ng chemistry ng FR — ang brominated regrind na nakakahawa sa mga halogen-free compound ay lumilikha ng kawalan ng katiyakan sa pagsunod
- Idokumento ang regrind ratio sa mga record ng proseso para sa traceability
8. Pag-troubleshoot: Mga Karaniwang FR-Grade Depektos at Root Causes
| Defect | Malamang na Dahilan na Kaugnay ng FR | Aksyon sa Pagwawasto |
|---|---|---|
| Mga pilak na guhit / splay | Kahalumigmigan sa FR compound; pabagu-bago ng isip FR decomposition | Dagdagan ang oras ng pagpapatuyo/temp; bawasan ang temperatura ng pagkatunaw; suriin ang imbakan ng materyal |
| Dilaw/kayumanggi ang kulay sa gate | FR thermal decomposition sa hot runner nozzle | Bawasan ang temperatura ng nozzle; bawasan ang oras ng paninirahan; magpurga nang mas madalas |
| Mga puting deposito sa ibabaw ng lukab | Melamine sublimation (MC/MPP system) o RDP migration | Malinis na lukab na may naaangkop na solvent; dagdagan ang dalas ng paglilinis; isaalang-alang ang DLC coating |
| Nasusunog sa lokasyon ng huling punan | Hindi sapat na bentilasyon; outgas mula sa FR decomposition | Magdagdag o palalimin ang mga lagusan sa lokasyon ng paso; bawasan ang bilis ng pag-iniksyon |
| Flash (bagong simula) | Ang RDP ay kumikilos bilang plasticiser na nagpapababa ng lagkit | Bawasan ang temperatura ng pagkatunaw; suriin ang materyal na MFI kumpara sa nakaraang lote; bawasan ang bilis ng pag-iniksyon |
| Nabawasan ang pagtakpan | Mga deposito ng amag mula sa FR migration | Malinis na lukab; ilapat ang PVD o DLC coating |
| Mga short shot (previously stable tool) | Naka-block na mga lagusan mula sa mga deposito ng FR | Linisin kaagad ang mga lagusan; ipatupad ang naka-iskedyul na pagpapanatili ng vent |
| Delamination / paghihiwalay ng layer | Hindi tugmang kontaminasyon ng regrind; kahalumigmigan | Tanggalin ang regrind contamination; i-verify ang pagpapatayo; suriin ang sertipikasyon ng lote |
| UL94 test failure sa production parts | Pagbabago ng kulay nang walang muling kwalipikasyon; regrind over-ratio; pader na mas manipis kaysa sa sertipikado | Muling gawing kwalipikado ang kulay; bawasan ang regrind; i-verify ang kapal ng pader sa manipis na mga seksyon |
9. Konklusyon
Ang flame-retardant injection molding grade ay nagpapakita ng natatanging kumbinasyon ng pagiging sensitibo sa proseso, pagsalakay ng tool, at pagiging kumplikado ng pagsunod na hindi ginagawa ng karaniwang mga thermoplastics ng engineering. Ang mga kahihinatnan ng maling pangangasiwa ng mga materyales sa FR ay lumalampas sa kalidad ng bahagi — ang mga masasamang FR compound ay maaaring makasira ng mga turnilyo at bariles, humaharang sa mga lagusan, magdeposito sa mga cavity, at sa pinakamasamang kaso ay makabuo ng nakakalason na gas sa kapaligiran ng pagpoproseso.
Ang landas patungo sa maaasahang produksyon ng grade FR ay sistematiko: piliin ang tamang FR chemistry para sa temperatura ng aplikasyon at kinakailangan sa regulasyon, tukuyin ang mga mold steel at surface treatment na angkop sa chemistry na iyon, ipatupad ang mas mahigpit na mga kontrol sa pagpapatuyo at proseso, at magtatag ng mga iskedyul ng preventive maintenance na tumutukoy sa pinabilis na fouling at mga katangian ng pagsusuot ng mga compound ng FR. Ang pag-engineer sa mga salik na ito sa yugto ng disenyo ay nagkakahalaga ng isang bahagi ng kung ano ang ginagawa ng pagwawasto sa mga ito sa produksyon.
Mga Kaugnay na Artikulo:
- EV Battery Housing Injection Molding: PA66 GF50 vs. PPS GF40 — Engineering Tradeoffs
- Nangungunang 8 Injection Molding Materials para sa 2026
- Gabay sa Pagpili para sa High-Precision Injection Mould Steel
- Pag-flash ng Amag sa Pag-injection Molding: Mga Sanhi, Pag-iwas, at Pag-aalis
- Pagkamit ng Pinakamainam na Surface Finish sa Plastic Injection Molding
IMTEC Mould | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Zhejiang, China | [email protected] | 86 153 5648 7586

