
Tinutulay ng Thermoplastic Polyurethane (TPU) ang agwat sa pagitan ng mga nababaluktot na goma at mga matibay na plastik. Kilala sa pambihirang elasticity, wear resistance, at mataas na tensile strength, ang TPU ay lubos na pinapaboran sa pataigdigang industriyal na pagmamanupaktura. Gayunpaman, ang pagproseso ng natatanging polyurethane elastomer na ito ay nangangailangan ng malalim na pag-unawa sa mga nakatagong teknikal na nuances nito.
Nagbibigay ang gabay na ito ng mga insight sa antas ng engineering sa mga katangian ng TPU, mga parameter sa pagpoproseso, mga lihim ng disenyo ng amag, at mga diskarte sa pag-troubleshoot para ma-optimize ang iyong linya ng produksyon at ma-secure ang paggawa ng bahagi ng B2B na may mataas na ani.
1. Mga Pangunahing Katangian at Ang Dilemma sa Pagpili
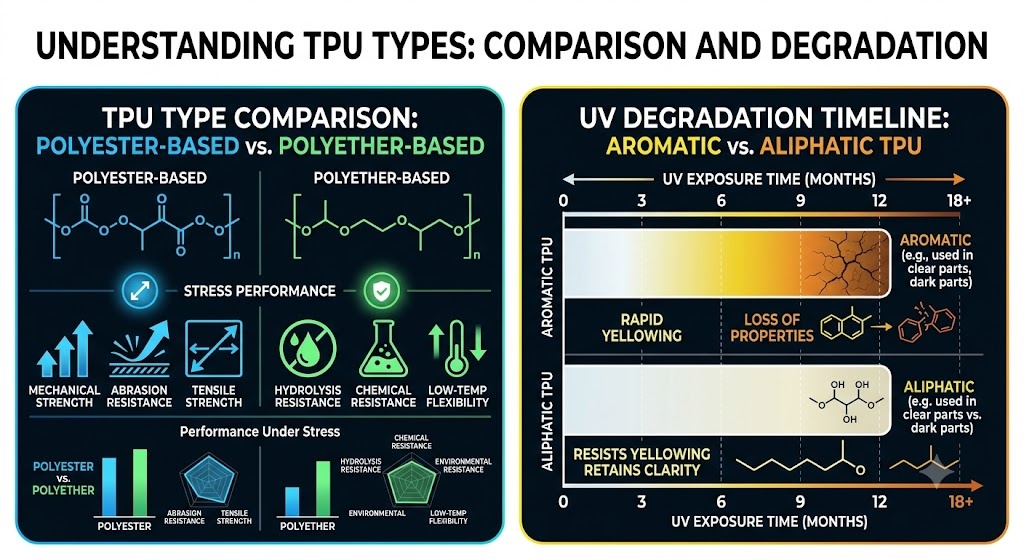
Ang pagpili ng tamang marka ng TPU ay nangangailangan ng pagtingin sa kabila ng mga pangunahing chart ng tigas ng baybayin. Dapat munang balansehin ng mga pangkat ng pang-industriya na pagkuha at disenyo ng produkto ang pangunahing pagkakaiba-iba ng kemikal: Polyester-based TPU kumpara sa Polyether-based TPU .
TPU na nakabatay sa polyester:
- Lakas ng Mekanikal: Superior na makunat at lumalaban sa pagkapunit.
- Paglaban sa Abrasion: Napakahusay (Ideal para sa mga bahaging may mataas na suot tulad ng mga pang-industriyang kasangkapang casters).
- Paglaban sa Hydrolysis: Mahina (Susceptible sa moisture degradation).
- Mababang-Temp Flexibility: Mabuti.
- Paglaban sa Microbial: Mababa.
TPU na nakabatay sa polyether:
- Lakas ng Mekanikal: Katamtaman.
- Paglaban sa Abrasion: Mabuti.
- Paglaban sa Hydrolysis: Napakahusay (Ideal para sa basa o lubog na kapaligiran).
- Mababang-Temp Flexibility: Superior (Pinapanatili ang pagkalastiko sa napakababang temperatura).
- Paglaban sa Microbial: Mataas.
Pro-Tip: Ang Nakatagong Gastos ng Pagdidilaw
Ang mga karaniwang aromatic TPU ay nagtatampok ng mga molekular na istruktura na bumababa sa ilalim ng UV radiation, na nagiging sanhi ng malinaw na mga bahagi upang maging dilaw na hindi magandang tingnan. Para sa mga high-end na consumer goods, mga espesyal na servo cable jacket, o nakikitang automotive interior, ang mga inhinyero ay dapat kumuha ng aliphatic TPU grades . Ang aliphatic chemistry ay likas na lumalaban sa UV light, pinapanatili ang optical clarity at color stability sa pinahabang buhay ng produkto.
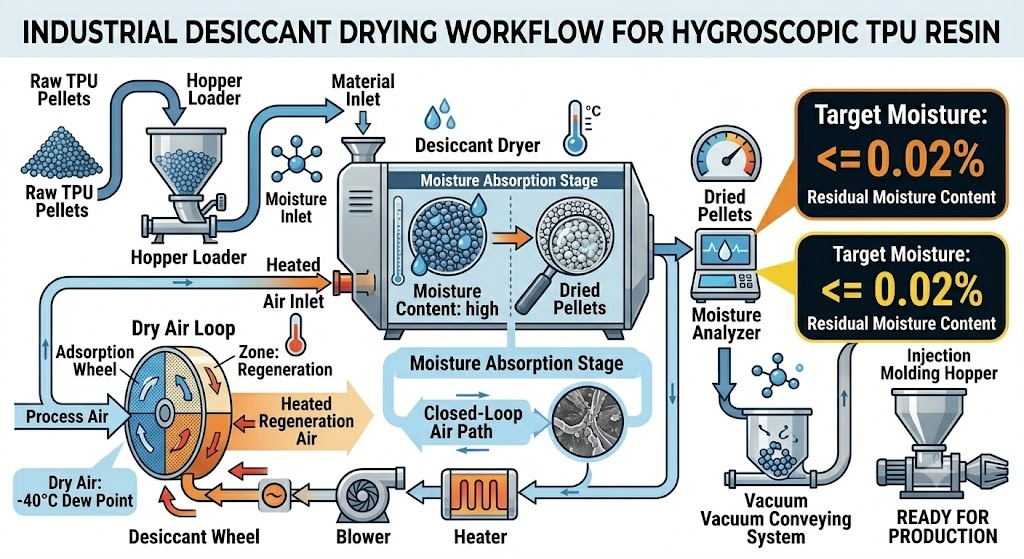
2. Paghahanda ng Materyal: Higit sa Pangunahing Pagpatuyo
Kung mayroong isang punto ng pagkabigo sa TPU injection molding, ito ay kahalumigmigan. Ang TPU ay lubos na hygroscopic; ito ay aktibong sumisipsip ng singaw ng tubig mula sa nakapaligid na hangin. Ang pagproseso ng basang dagta ay humahantong sa hindi maibabalik na hydrolytic degradation —isang kemikal na reaksyon kung saan tinatanggal ng tubig ang mga polyurethane polymer chain sa mataas na temperatura, ganap na sinisira ang mga mekanikal na katangian ng materyal.
- Ang Sukatan ng Dew Point: Ang mga karaniwang hot-air hopper ay hindi sapat. Dapat kang gumamit ng desiccant dryer na may kakayahang magpanatili ng dew point ng -40°C o mas mababa.
- Mga Parameter ng Pagpapatuyo: Patuyuin ang dagta ng birhen sa 80°C hanggang 90°C para sa 3 hanggang 4 na oras . Ang target na moisture content bago ipasok ang injection barrel ay dapat na mahigpit 0.02% o mas mababa .
Pro-Tip: Ang 20% Regrind Rule
Bagama't ang pagbabawas ng gastos sa industriya ay nagdidikta ng muling paggamit ng mga sprue at runner, dapat na mahigpit na pamahalaan ang thermal history ng TPU.
Ang Gintong Batas: Huwag kailanman paghaluin ang higit sa 15% hanggang 20% regrind (recycled scrap) may virgin resin.
Ang paglampas sa limitasyong ito ay nagdudulot ng matinding pagbaba sa orihinal na lakas ng pagkapunit ng bahagi at nagpapabilis ng aesthetic yellowing. Higit pa rito, ang regrind scrap ay sumisipsip ng moisture hanggang dalawang beses na mas mabilis kaysa sa mga virgin pellets; ito dapat sumailalim sa independyente, mahigpit na desiccant drying bago ihalo sa hopper.
3. Mga Parameter ng Pagproseso: Pagtalo sa Shear Heat
Ang pagtatakda ng thermal profile para sa TPU ay nangangailangan ng non-linear na diskarte. Dahil ang mga molekula ng TPU ay lubhang sensitibo sa alitan, ang materyal ay nagpapakita ng mataas sensitivity ng paggugupit . Kapag pinipilit ng injection molding machine ang molten elastomer sa pamamagitan ng mahigpit na paghihigpit, ito ay bumubuo ng napakalaking internal friction—kilala bilang shear heating .
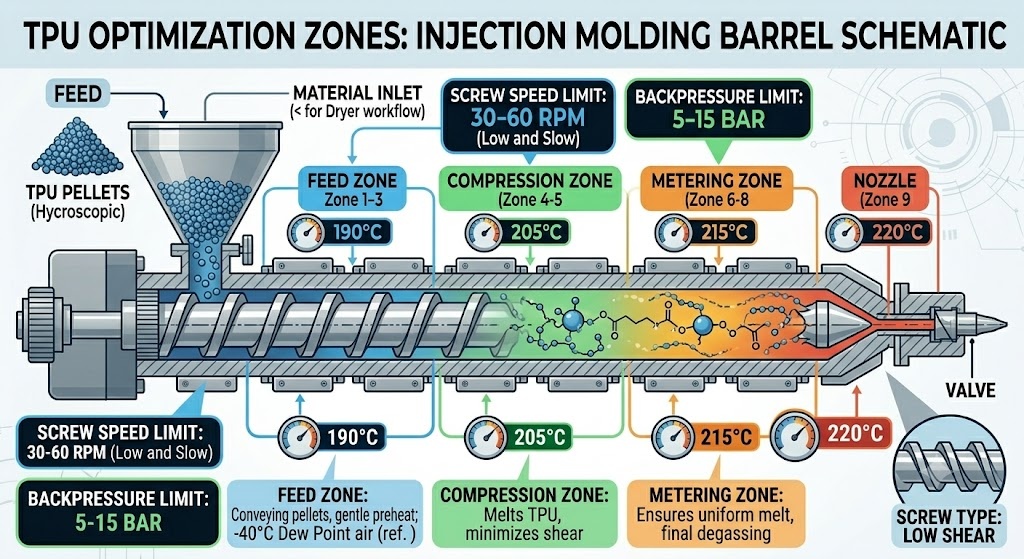
Upang maiwasan ang frictional heat na ito mula sa overheating at pagsunog ng materyal, ipatupad ang “Mababa at Mabagal” diskarte sa pag-tune ng makina:
- Matunaw na Temperatura: Panatilihin ang isang tumpak na profile ng bariles sa pagitan 190°C at 220°C . Ang paglampas sa 230°C ay magti-trigger ng thermal decomposition.
- Temperatura ng amag: Panatilihin ang mga dingding ng amag 20°C hanggang 40°C . Pinapabilis ng mas malalamig na mga amag ang pagkikristal ng mga bloke ng polyurethane, na nagpapahintulot sa bahagi na mag-istruktura at maalis nang malinis nang walang warping.
- Screw at Balik Presyon: Itakda ang mababang turnilyo na mga linear na bilis ( 30 hanggang 60 rpm ) at kaunting presyon sa likod ( 5 hanggang 15 bar ). Pinipilit ng mataas na presyon sa likod ang hindi kinakailangang shear stress papunta sa elastomer, na sinisira ang mga polymer chain bago pa man umalis ang plastic sa nozzle.
4. Mga Lihim sa Disenyo ng Mould para sa mga Malagkit na Elastomer
Ang mga karaniwang prinsipyo ng disenyo ng amag para sa mga matibay na plastik tulad ng ABS o Polypropylene ay mabibigo kapag inilapat sa nababaluktot na TPU. Ang mga malambot na elastomer ay nangangailangan ng mga espesyal na geometric at mekanikal na allowance sa loob ng steel tooling.
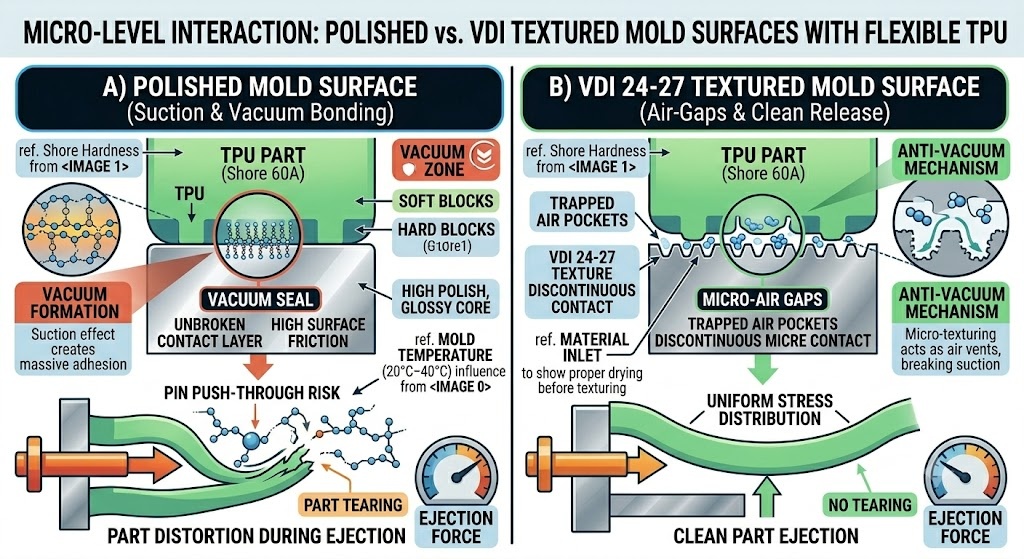
Ang Vacuum Sticking Nightmare
Ang mga malambot na marka ng TPU (Shore 60A hanggang 85A) ay nagtataglay ng mataas na friction sa ibabaw. Sa panahon ng pagkakasunud-sunod ng pagbubukas ng amag, ang makinis na elastomer ay kumikilos na parang suction cup, na bumubuo ng vacuum laban sa napakakintab, makintab na mga core surface. Ang bahagi ay dumidikit, mababago, o mapunit sa panahon ng mekanikal na pagbuga.
- Ang Solusyon: Iwasan ang mga high-polish mirror finish. Sa halip, tukuyin ang isang anti-vacuum mold texture tulad ng isang light bead-blast o kemikal na istraktura ng EDM ( VDI 24 hanggang 27 ). Kinulong ng micro-texture na ito ang maliliit na bulsa ng hangin sa pagitan ng bakal at elastomer, sinira ang vacuum seal at nagsisilbing built-in na mechanical release agent.
Mga Detalye ng Micro-Venting
Dahil sa mabilis na bilis ng pag-iniksyon, ang nakulong na gas ay madaling masunog ang mga nababaluktot na materyales. Gayunpaman, dahil madaling dumaloy ang TPU sa ilalim ng presyon, ang malalaking vent ay lilikha ng pagkislap.
- Ang Panuntunan: Dapat na nagtatampok ang mga machined gas vent ng mahigpit na micro-depth na limitasyon ng 0.015 mm hanggang 0.02 mm . Ito ay sapat na makitid upang maglaman ng tinunaw na elastomer habang hinahayaan ang naka-compress na hangin na maubos nang ligtas.
5. Troubleshooting Matrix (Advanced Field Solutions)
Kapag lumilitaw ang mga depekto sa sahig ng pabrika, ang pagtukoy sa tunay na dahilan ay nangangailangan ng pagkakaiba sa pagitan ng thermal at environmental indicator. Gamitin ang field guide na ito para sa mabilis at naka-target na pag-troubleshoot:
-
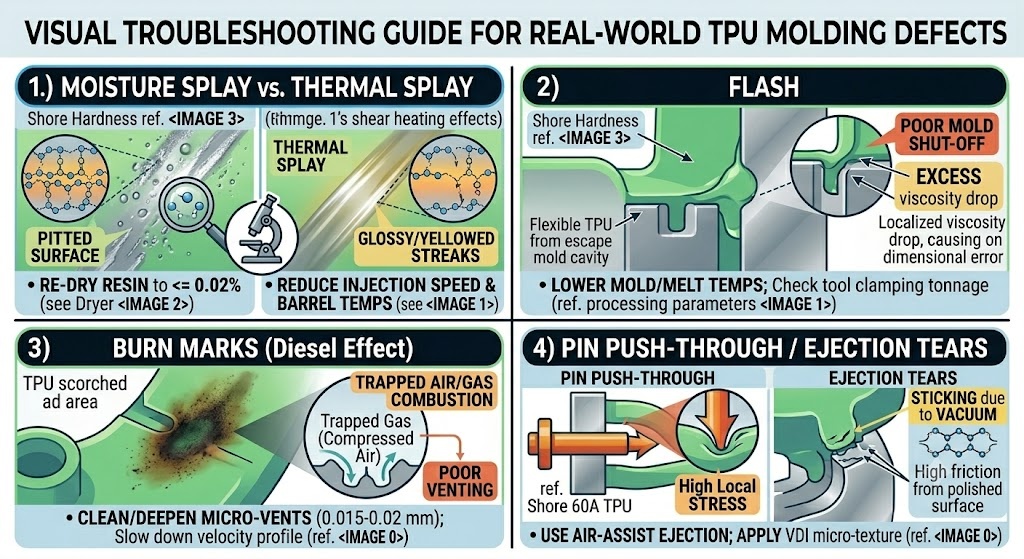
Mga Splay Marks (Silvery Streaks)
-
Malamang na Root Cause: Hydrolytic o Thermal breakdown.
-
Advanced Field Solution: Ang Microscope Test: Siyasatin ang mga guhit sa ilalim ng magnification. Kung ang mga streak ay magaspang at may pitted, ito ay moisture splay (dagdagan ang oras ng pagpapatuyo). Kung ang mga streak ay makinis at makintab, ito ay thermal splay na dulot ng sobrang shear heat (bawasan ang bilis ng pag-iniksyon o temperatura ng nozzle).
-
Flash (Sobrang Materyal sa Mga Pinagtahian)
-
Malamang na Root Cause: Ang over-injection o localized na lagkit ay bumababa.
-
Advanced Field Solution: Ibaba ang temperatura ng pagkatunaw upang tumaas ang lagkit, o bawasan ang profile ng hold pressure. Suriin kung ang puwersa ng clamping ng tool ay tumutugma sa kinakailangang tonelada.
-
Burn Marks (Epekto ng Diesel)
-
Malamang na Root Cause: Nakakulong na gas compression sa mga hindi nakalabas na bulsa.
-
Advanced Field Solution: Linisin at palalimin ang mga micro-vent (0.02 mm max). Pabagalin ang profile ng bilis ng pag-iniksyon bago pumasok ang tunaw sa final fill zone.
-
Mga Malagkit na Bahagi / Pag-aalis ng Luha
-
Malamang na Root Cause: Vacuum bonding o maagang pag-iimpake.
-
Advanced Field Solution: Lumipat sa isang air-assist ejection system (air-blast valve) sa tabi ng mga mekanikal na pin. Maglagay ng VDI micro-texture sa core.
6. Future Trends: Sourcing para sa Green Supply Chain
Habang lumilipat ang mga pandaigdigang tatak tungo sa mga circular na ekonomiya, inililipat ng mga internasyonal na kinakailangan ng ESG ang mga benchmark sa pagkuha ng B2B. Ang industriyal na manufacturing ecosystem ay mabilis na umuusad Bio-Based TPU and Mga Elastomer ng PCR (Post-Consumer Recycled). .
Pinapalitan ng mga modernong bio-based na TPU ang mga tradisyunal na polyol na nagmula sa petrolyo ng mga alternatibong galing sa halaman (gaya ng corn starch o castor oil), na pinuputol ang mga carbon footprint ng hanggang 40%.
Ang Reality ng Window sa Pagproseso
Dapat tandaan ng mga inhinyero at ahente sa pagkuha na ang mga bio-based at recycled na TPU ay may malaking taglay mas makitid na mga bintana sa pagproseso kaysa sa fossil-fueled na materyales. Ang mga bio-polymer ay nagpapakita ng mas mataas na thermal sensitivity at mas mababang shear tolerance. Ang pag-angkop ng iyong palapag sa mga berdeng materyales na ito ay nangangailangan ng pag-upgrade sa mga tumpak na closed-loop na control molding machine, pagbibigay-priyoridad sa mga advanced na desiccant drying setup, at paggamit ng na-optimize na tool texturing upang manatiling mapagkumpitensya sa berdeng supply chain.

