
Pangunahing Sagot: Technical Feasibility at Economic Evaluation ng 2-Cvity to 4-Cvity Rework
Ang pag-convert ng isang injection mold mula sa 2-cavity sa 4-cavity ay teknikal na mataas ang panganib at karaniwang nagsasangkot ng kumpletong muling pagdidisenyo ng layout ng base ng amag, pagbabalanse ng runner, at pagsasama ng paglamig. Ang Direktang Sagot: Maliban kung ang amag ay orihinal na idinisenyo bilang isang "Bridge Mould" na may paunang inilaan na espasyo o gumagamit ng isang mapapalitang sistema ng pagpasok, ang halaga ng pagbabago at ang panganib ng pagkabigo sa produksyon ay kadalasang lumalampas sa pamumuhunan sa pagbuo ng isang bagong 4-cavity tool.
Mga Kritikal na Hadlang sa Teknikal sa Pagdoble ng Cavity
Ang pagdodoble sa bilang ng mga cavity ay hindi lamang isang bagay ng pisikal na espasyo; nangangailangan ito ng pangunahing muling pagtatasa ng Injection Molding Fluid Dynamics .
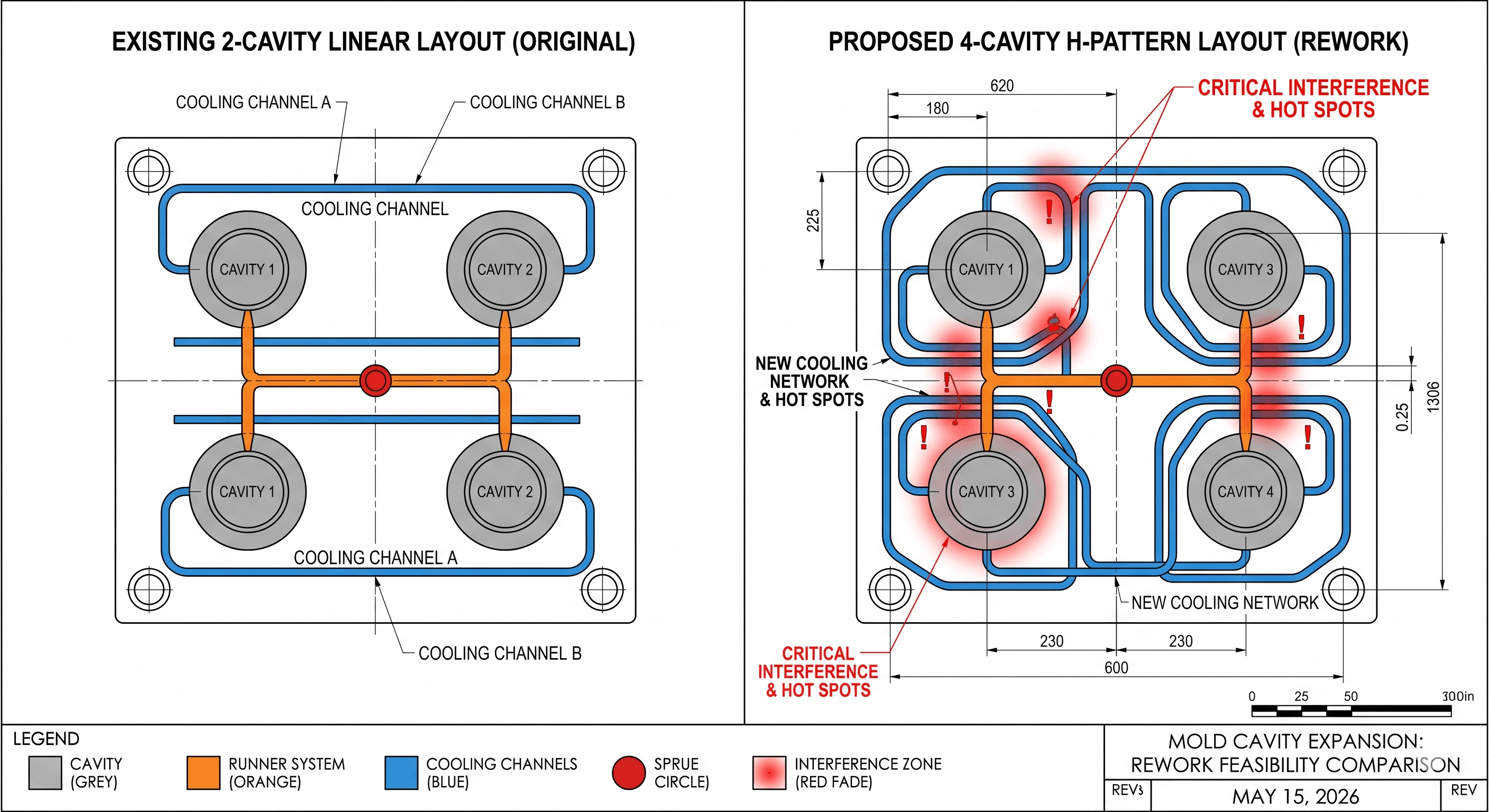
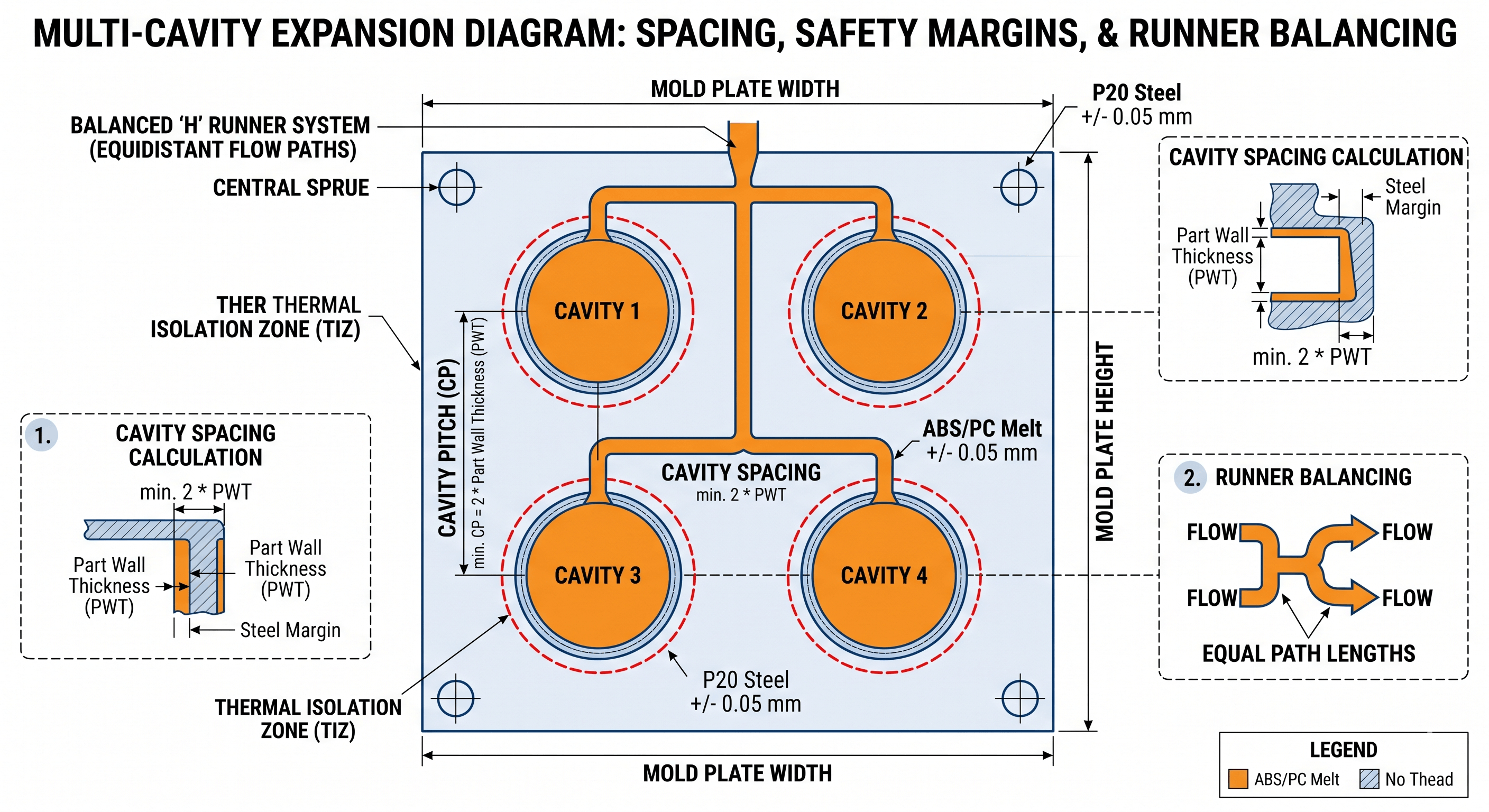
- Pagbalanse ng Runner: Ang 2-cavity mold ay karaniwang gumagamit ng straight-line runner. Ang pagpapalawak sa 4 na lukab ay nangangailangan ng paglipat sa isang H-pattern o Circular symmetry upang matiyak ang magkaparehong presyon, temperatura, at oras ng pagpuno sa lahat ng mga cavity. Kung ang sentro ng feed point ay naayos, ang pagkamit ng balanseng ito pagkatapos ng konstruksyon ay halos imposible nang hindi nakompromiso ang kalidad ng bahagi.
- Thermal Load at Cooling Logic: Ang pagdaragdag ng mga cavity ay nagdodoble sa thermal energy na pumapasok sa molde. Umiiral Mga Channel sa Paglamig (Mga linya ng tubig) ay bihirang nakaposisyon upang mahawakan ang sobrang init. Ang pagkabigong i-reroute ang mga linyang ito ay lumilikha ng "mga hot spot," na humahantong sa hindi pantay na pag-urong, pag-warping, at makabuluhang mas mahabang cycle.
- Structural Integrity: Ang paggawa ng mga bagong cavity sa isang umiiral na base ng amag ay nagpapahina sa mga haligi at plato ng suporta. Sa ilalim ng mataas na presyon ng iniksyon, ang mga mold plate ay maaaring sumailalim Micro-deflection , na nagiging sanhi ng flash o hindi na maibabalik na pinsala sa linya ng paghihiwalay.
Teknikal na Desisyon Matrix: Rework kumpara sa Bagong Build
Ang sumusunod na paghahambing ay nagbabalangkas sa mga trade-off sa pagitan ng pag-retrofitting ng lumang tool at pamumuhunan sa isang bagong high-performance na amag.
| Sukatan ng Pagsusuri | Reworking Umiiral na Tool (Retrofit) | Bagong 4-Cavity Build (Bagong Puhunan) |
|---|---|---|
| Paunang Gastos | Mas mababa (Nakatipid ng 30%-50% sa bakal) | Mas mataas (Buong capital expenditure) |
| Kahusayan sa Produksyon | Hindi matatag; madalas na nagreresulta sa mas mahabang cycle | Mataas; na-optimize sa pamamagitan ng conformal cooling |
| Part Consistency | mahirap; mataas na panganib ng pagkakaiba-iba ng cavity-to-cavity | Superior; napatunayan sa pamamagitan ng CAE simulation |
| Tool Longevity | Nabawasan; hinang lugar na madaling kapitan ng pag-crack | Mahaba; buong integridad ng istruktura |
| Dalas ng Pagpapanatili | Mataas; diin sa mga seal at slide | mababa; gumagamit ng mga standardized na bahagi |
Digital Evaluation: Paano Tukuyin ang "Reworkability"
Bago aprubahan ang isang pagbabago, dapat patunayan ng mga inhinyero ang proyekto gamit ang tatlong quantitative KPI:
- Pagpapatunay ng Clamping Force: Ang kabuuang inaasahang lugar (A) ng 4 na bahagi na pinarami ng presyon ng lukab § ay hindi dapat lumampas sa 80% ng na-rate na puwersa ng pang-clamping (F) ng makina.
Formula: F > (A1 A2 A3 A4) * P / 0.8 - Kaligtasan ng Cavity Pitch at Bakal: Dapat ay may pinakamababang kapal ng bakal na pader na hindi bababa sa 2x ang maximum na kapal ng pader sa pagitan ng mga cavity upang matiyak ang thermal stability.
- Ratio ng Shot Capacity: Ang kabuuang bigat ng 4 na bahagi ay dapat na nasa pagitan ng 20% at 80% ng maximum na kapasidad ng pagbaril ng makina para maiwasan ang pagkasira ng polymer.
Mga Snippet sa Konteksto
- Ano ang Runner Balancing? Ito ay ang kasanayan sa engineering ng pagdidisenyo ng pantay na haba ng mga landas ng daloy upang matiyak na ang tunaw na plastik ay umaabot sa bawat lukab nang sabay-sabay, na pumipigil sa mga pagbabago sa bahagi ng timbang at mga sukat.
- Ano ang Clamping Force? Ang pressure na inilapat ng injection molding machine upang panatilihing nakasara ang amag laban sa panloob na presyur na nabuo ng injected plastic.
- Bakit nagiging sanhi ng "Flash" ang Rework? Ang flash ay nangyayari kapag ang plastic ay tumutulo sa pagitan ng mga halves ng amag, kadalasang sanhi ng hindi sapat na puwersa ng pag-clamping o pagpapalihis ng plato pagkatapos magdagdag ng higit pang mga cavity kaysa sa idinisenyo upang suportahan ang base ng amag.
May-akda: IMTEC Mould
Kwalipikasyon: Ang teknikal na gabay na ito ay isinulat ng IMTEC Mould. Sa paglipas 18 taong karanasan sa paggawa ng amag na may mataas na katumpakan
kadalubhasaan: Dalubhasa sa DFM (Disenyo para sa Paggawa), Multi-cavity Optimization, at mga protocol sa pag-injection molding na may gradong Medikal.

