
Ang iyong Gabay sa China Injection Molding: Gastos, Kalidad, at Paghahanap ng Tamang Kasosyo
Panimula sa paghubog ng iniksyon ng China
Ang paghubog ng iniksyon ay isang maraming nalalaman at malawak na ginagamit na proseso ng pagmamanupaktura para sa paggawa ng mga bahagi mula sa thermoplastic at thermosetting plastic material. Ito ay nagsasangkot ng pag -iniksyon ng tinunaw na materyal sa isang hulma, kung saan ito ay nagpapalamig at nagpapatibay sa nais na hugis. Ang pamamaraang ito ay bantog para sa kakayahang makagawa ng mga kumplikadong bahagi na may mataas na katumpakan, mahusay na pagtatapos ng ibabaw, at mabilis na mga rate ng produksyon, na ginagawa itong kailangang -kailangan sa maraming mga industriya, mula sa automotiko at medikal hanggang sa mga elektronikong consumer at mga gamit sa sambahayan.
Sa nagdaang mga dekada, ang China ay lumitaw bilang isang nangingibabaw na puwersa sa pandaigdigang landscape ng pagmamanupaktura, at ang industriya ng paghubog ng iniksyon ay walang pagbubukod. Ang bansa ay naging isang ginustong patutunguhan para sa mga negosyo sa buong mundo na naghahanap ng mga serbisyo sa paghuhulma ng iniksyon, higit sa lahat dahil sa matatag na imprastraktura ng pagmamanupaktura, mapagkumpitensyang pagpepresyo, at malawak na network ng mga supplier. Ang gabay na ito ay naglalayong magbigay ng isang komprehensibong pangkalahatang -ideya ng paghubog ng iniksyon ng China, na naghuhugas ng mga kritikal na aspeto tulad ng gastos, kalidad, at mga mahahalagang hakbang sa paghahanap ng tamang kasosyo sa pagmamanupaktura para sa iyong mga tiyak na pangangailangan sa proyekto.
Gayunpaman, ang pagpili ng China para sa iyong mga pangangailangan sa paghubog ng iniksyon ay may isang natatanging hanay ng mga pakinabang at kawalan na ginagarantiyahan ang maingat na pagsasaalang -alang:
Mga bentahe ng pagpili ng Tsina para sa paghuhulma ng iniksyon:
- Cost-pagiging epektibo: Ang isa sa mga pangunahing driver para sa pag -outsource sa China ay ang makabuluhang mas mababang gastos sa paggawa kumpara sa mga bansa sa Kanluran. Ito, na sinamahan ng mapagkumpitensyang materyal na pagpepresyo at mga ekonomiya ng scale, ay madalas na nagreresulta sa isang mas mababang pangkalahatang gastos sa yunit para sa mga gawaing bahagi.
- Itinatag na imprastraktura at ekosistema: Ipinagmamalaki ng Tsina ang isang mataas na binuo na imprastraktura ng pagmamanupaktura at isang malawak na ekosistema ng pagsuporta sa mga industriya, kabilang ang mga gumagawa ng amag, mga supplier ng materyal, at mga serbisyo sa pagtatapos. Pinapayagan nito para sa mga naka -streamline na proseso ng produksyon at mabilis na pag -access sa mga mapagkukunan.
- Mataas na kapasidad ng produksyon: Ang mga tagagawa ng Tsino ay madalas na may malalaking kakayahan sa paggawa, na ginagawang maayos ang mga ito para sa mga order na may mataas na dami at paggawa ng masa.
- Bilis sa merkado: Ang kahusayan at sukat ng pagmamanupaktura ng Tsino ay maaaring madalas na humantong sa mas mabilis na prototyping at mga siklo ng produksyon, pabilis na oras upang mag -market para sa mga bagong produkto.
- Pagsulong sa Teknolohiya: Maraming nangungunang mga kumpanya ng paghubog ng iniksyon ng Tsino ang namuhunan nang labis sa state-of-the-art na makinarya at pinagtibay ang mga advanced na teknolohiya, na nag-aalok ng mga sopistikadong kakayahan at de-kalidad na mga output.
- Karanasan at kadalubhasaan: Sa mga dekada ng karanasan sa pandaigdigang pagmamanupaktura, ang mga supplier ng Tsino ay nagtipon ng makabuluhang kadalubhasaan sa iba't ibang mga diskarte sa paghuhulma ng iniksyon at mga aplikasyon ng materyal.
Mga kawalan ng pagpili ng Tsina para sa paghuhulma ng iniksyon:
- Mga hadlang sa komunikasyon: Ang mga pagkakaiba sa wika at mga nuances sa kultura ay maaaring paminsan -minsan ay humantong sa hindi pagkakaunawaan o maling pag -unawa, na malinaw at pare -pareho ang komunikasyon na mahalaga.
- Mga alalahanin sa intelektwal na pag -aari (IP): Habang ang mga pagsisikap ay ginawa upang palakasin ang proteksyon ng IP sa Tsina, ang ilang mga negosyo ay nag -aalala pa rin tungkol sa pag -iingat sa kanilang mga disenyo at impormasyon ng pagmamay -ari. Ang masusing nararapat na kasipagan at matatag na ligal na kasunduan ay mahalaga.
- Mga hamon sa kontrol ng kalidad (kung hindi pinamamahalaan nang maayos): Habang ang mataas na kalidad ay makakamit, ang pagpapanatili ng pare -pareho na kalidad ay maaaring maging isang hamon nang walang wastong pangangasiwa, mahigpit na mga hakbang sa kontrol ng kalidad, at malinaw na mga pagtutukoy. Nangangailangan ito ng aktibong pakikipag-ugnay at isang mahusay na tinukoy na plano ng katiyakan ng kalidad.
- Ang pagiging kumplikado ng logistik at pagpapadala: Ang pamamahala sa internasyonal na pagpapadala, kaugalian, at mga tungkulin sa pag -import ay maaaring magdagdag ng mga layer ng pagiging kumplikado at gastos sa pangkalahatang proseso.
- Mga oras ng tingga para sa tooling: Habang ang paggawa ay maaaring maging mabilis, ang paunang yugto ng tooling (paglikha ng amag) ay maaari pa ring magkaroon ng makabuluhang mga oras ng tingga, lalo na para sa mga kumplikadong disenyo.
- Mga pagsasaalang -alang sa etikal at kapaligiran: Mahalaga para sa mga negosyo upang matiyak ang kanilang napiling mga supplier na sumunod sa mga etikal na kasanayan sa paggawa at mga regulasyon sa kapaligiran, na nakahanay sa kanilang sariling mga layunin sa responsibilidad sa lipunan.
Pag -unawa sa proseso ng paghubog ng iniksyon
Upang epektibong makisali sa mga serbisyo ng paghubog ng iniksyon ng China, mahalaga na magkaroon ng isang pundasyon na pag -unawa sa proseso ng paghubog ng iniksyon mismo. Ang kaalamang ito ay nagbibigay kapangyarihan sa iyo upang makipag -usap nang mas epektibo sa mga tagagawa, maunawaan ang mga pagtutukoy sa teknikal, at gumawa ng mga kaalamang desisyon tungkol sa iyong proyekto.
Hakbang-hakbang na paliwanag tungkol sa proseso ng paghuhulma ng iniksyon:
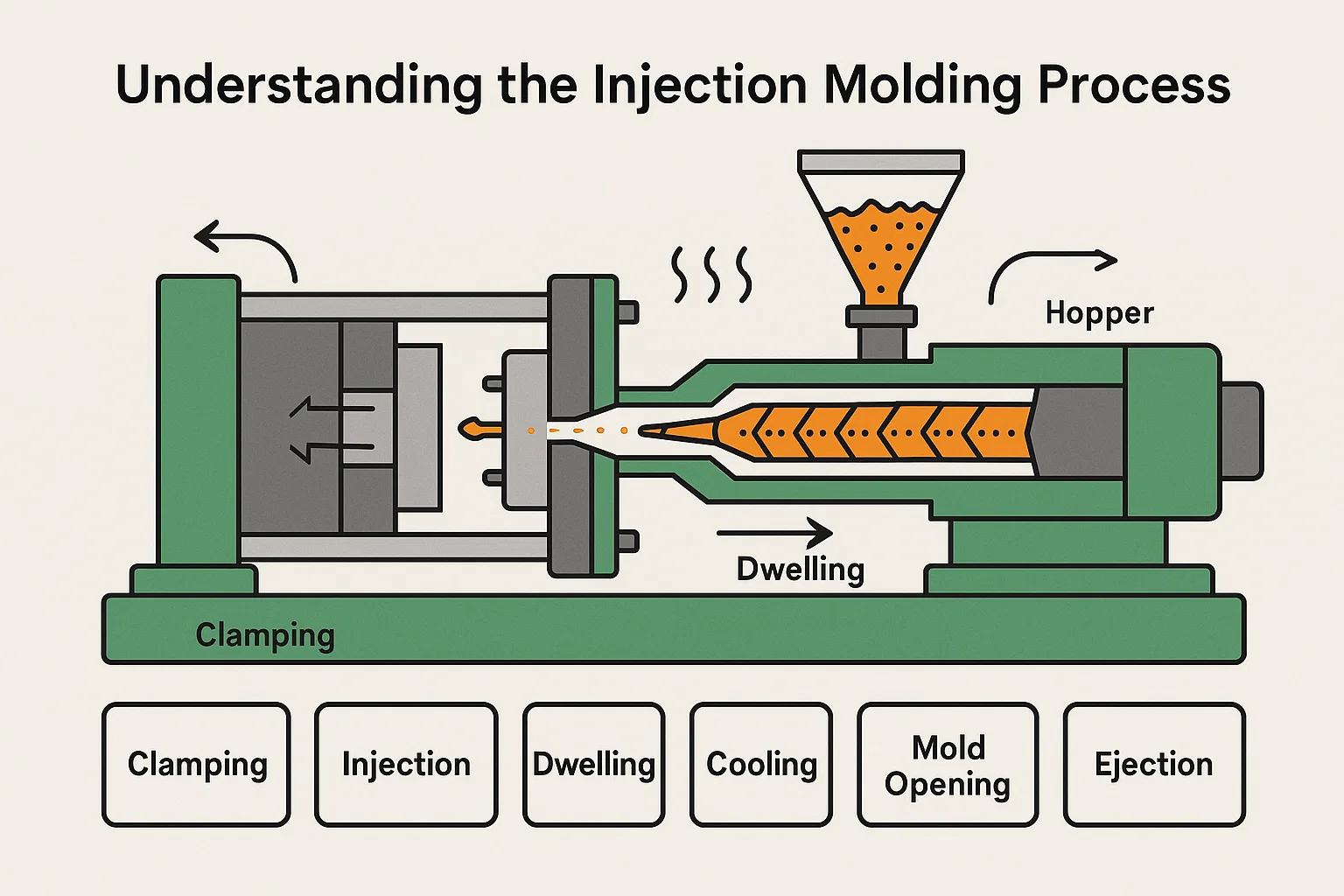
Ang proseso ng paghubog ng iniksyon ay isang siklo na operasyon na, habang lumilitaw na simple, ay nagsasangkot ng tumpak na kontrol ng temperatura, presyon, at tiyempo upang lumikha ng mga pare -pareho na bahagi. Narito ang mga pangunahing hakbang:
-
Clamping: Ang proseso ay nagsisimula sa yunit ng clamping. Dalawang halves ng isang hulma (ang lukab at ang core) ay ligtas na na -clamp ng isang malakas na haydroliko o electric press. Ang isang kalahati ng amag ay karaniwang nakatigil, habang ang iba pang gumagalaw upang buksan at isara. Ang puwersa ng pag -clamping na ito ay dapat na sapat upang mapaglabanan ang napakalawak na presyon na isinagawa sa panahon ng iniksyon, na pinipigilan ang hulma mula sa pagbubukas at pag -flash (tinunaw na plastik na pagtakas sa pagitan ng mga halves ng amag).
-
Iniksyon: Ang mga plastik na pellets o butil ay pinapakain mula sa isang hopper sa isang pinainit na bariles. Sa loob ng bariles, ang isang gantimpala na tornilyo ay umiikot, natutunaw ang plastik na materyal sa pamamagitan ng isang kumbinasyon ng init at paggugupit na alitan. Kapag ang plastik ay tinunaw at isang sapat na laki ng "shot" (ang halaga ng plastik na kinakailangan para sa bahagi) ay naipon sa harap ng tornilyo, ang tornilyo ay sumulong tulad ng isang plunger, na iniksyon ang tinunaw na plastik sa mataas na presyon at bilis sa saradong lukab ng amag sa pamamagitan ng isang sistema ng mga runner at mga pintuan.
-
Dwelling (Packing/Holding): Matapos mapuno ang lukab ng amag, isang kinokontrol na halaga ng presyon, na kilala bilang "tirahan" o "packing" na presyon, ay pinananatili. Ang matagal na presyon na ito ay nakakatulong upang mabayaran ang volumetric na pag -urong na nangyayari habang ang mga plastik na cool at solidify. Tinitiyak nito na ang mga lukab ng amag ay ganap na napuno, na pumipigil sa mga marka ng lababo, voids, at iba pang mga depekto, at nagtataguyod ng dimensional na katatagan.
-
Paglamig: Gamit ang plastik na ngayon ay ganap na nakaimpake sa amag, nagsisimula itong palamig at palakasin sa loob ng hugis ng amag. Ang mga channel ng paglamig, na madalas na isinama sa disenyo ng amag at nagpapalipat -lipat ng cool na tubig o langis, mapadali ang prosesong ito. Ang oras ng paglamig ay karaniwang ang pinakamahabang bahagi ng pag -ikot ng iniksyon at nakasalalay sa mga kadahilanan tulad ng materyal na ginamit, kapal ng dingding ng bahagi, at disenyo ng amag. Ang mahusay na paglamig ay kritikal para sa pagkamit ng nais na mga katangian ng bahagi at pag -minimize ng mga oras ng pag -ikot.
-
Pagbubukas ng amag: Kapag ang bahagi ay may sapat na cooled at solidified, ang clamping unit ay umatras, pagbubukas ng dalawang halves ng amag.
-
Ejection: Habang nagbubukas ang amag, ang mga pin ng ejector, madiskarteng inilagay sa loob ng amag, itulak ang solidified na bahagi sa labas ng lukab ng amag. Ang mga pin na ito ay idinisenyo upang mag -aplay kahit na ang presyon upang maiwasan ang pagpapapangit o pagsira sa bagong bahagi na hinubog. Ang bahagi pagkatapos ay bumagsak sa isang conveyor belt o sa isang koleksyon bin.
-
Post-processing (opsyonal): Matapos ang pag-ejection, ang ilang mga bahagi ay maaaring mangailangan ng menor de edad na pagproseso ng post, tulad ng pag-trim off runner o mga pintuan (ang mga channel na gumagabay sa plastik sa lukab ng amag), deburring, o pangalawang operasyon tulad ng pagpupulong, pagpipinta, o pag-print. Sa maraming mga kaso, ang labis na materyal mula sa mga runner ay maaaring muling ibalik at muling magamit, na nag -aambag sa kahusayan sa gastos at nabawasan ang basura. Ang pag -ikot pagkatapos ay ulitin.
Iba't ibang uri ng mga diskarte sa paghuhulma ng iniksyon na ginamit sa China:
Habang ang pangunahing proseso ay nananatiling pare -pareho, ang mga advanced na kakayahan sa pagmamanupaktura ng China ay nagbibigay -daan para sa iba't ibang mga dalubhasang pamamaraan ng paghubog ng iniksyon upang matugunan ang magkakaibang mga kinakailangan ng produkto:
- Standard Thermoplastic Injection Molding: Ito ang pinaka -karaniwang pamamaraan, gamit ang mga thermoplastic polymers na maaaring paulit -ulit na matunaw at solidified. Ito ay angkop para sa isang malawak na hanay ng mga produktong consumer at pang -industriya.
- Overmolding: Ang pamamaraan na ito ay nagsasangkot ng paghubog ng isang materyal sa isa pang pre-umiiral na sangkap (ang substrate), madalas na lumikha ng isang produkto na may maraming mga materyales, kulay, o mga texture (hal. Ang substrate ay maaaring plastik, metal, o ibang materyal.
- Ipasok ang paghuhulma: Katulad sa overmolding, ngunit narito, ang mga pre-form na pagsingit (karaniwang mga sangkap ng metal tulad ng mga sinulid na pagsingit, pin, o mga elektronikong contact) ay inilalagay sa amag bago ang iniksyon. Ang tinunaw na plastik ay dumadaloy sa paligid at nakapaloob sa mga pagsingit na ito, na lumilikha ng isang solong pinagsamang bahagi. Pinahuhusay nito ang lakas ng bahagi, pag -andar, o nagbibigay -daan sa elektrikal na kondaktibiti.
- Dalawang-shot (multi-shot) na paghuhulma ng iniksyon: Ang advanced na proseso na ito ay gumagawa ng mga bahagi na may dalawa o higit pang magkakaibang mga plastik na materyales o kulay sa isang solong pag -ikot ng paghubog, madalas sa parehong makina. Tinatanggal nito ang pangangailangan para sa pagpupulong at nagbibigay -daan para sa mga kumplikadong disenyo na may natatanging mga katangian ng materyal o mga tampok na aesthetic.
- Paghuhubog ng iniksyon na tinulungan ng gas: Para sa mga bahagi na may makapal na mga seksyon o mga nangangailangan ng pinabuting pagtatapos ng ibabaw at nabawasan ang mga marka ng lababo, ang inert gas (tulad ng nitrogen) ay na -injected sa lukab ng amag pagkatapos ng isang bahagyang pagbaril ng tinunaw na plastik. Ang gas ay lumilikha ng mga panloob na channel, itinutulak ang plastik laban sa mga dingding ng amag at pagbabawas ng paggamit ng materyal at oras ng paglamig.
- Liquid Silicone Rubber (LSR) Paghahubog ng Injection: Ang prosesong ito ay partikular na idinisenyo para sa likidong silicone goma, isang materyal na thermoset na kilala para sa kakayahang umangkop, paglaban sa mataas na temperatura, at biocompatibility. Madalas itong ginagamit para sa mga medikal na aparato, seal, at mga kalakal ng consumer.
- Manipis na pader na paghuhulma: Ang pamamaraan na ito ay nakatuon sa paggawa ng mga bahagi na may sobrang manipis na mga seksyon ng dingding, karaniwang para sa mga aplikasyon kung saan ang mga materyal na pagbawas, lightweighting, at mabilis na mga oras ng pag -ikot ay kritikal, tulad ng packaging o disposable consumer goods.
- Mainit na Runner Molds kumpara sa Malamig na runner molds: Ang mga ito ay tumutukoy sa runner system (ang mga channel na gumagabay sa tinunaw na plastik sa mga lukab ng amag).
- Cold Runner Molds: Ang plastik sa mga runner ay nagpapalamig at nagpapatibay kasama ang bahagi. Ang materyal na runner na ito ay pagkatapos ay ejected at dapat alisin sa bahagi, madalas na na -recycle. Ang mga ito ay mas simple at mas mura upang maitayo ngunit maaaring makabuo ng mas maraming basura.
- Mainit na Runner Molds: Ang mga runner ay pinananatiling pinainit, kaya ang plastik sa loob ng mga ito ay nananatiling tinunaw sa buong ikot. Nangangahulugan ito na walang materyal na basura mula sa mga runner, na humahantong sa mas mahusay na paggamit ng materyal, mas mabilis na mga oras ng pag -ikot, at madalas na isang mas mahusay na cosmetic finish sa bahagi. Ang mga ito ay mas kumplikado at mahal sa tool sa una.
Mga materyales na karaniwang ginagamit sa paghubog ng iniksyon ng China:
Ang mga pasilidad ng paghubog ng iniksyon ng Tsino ay gumagana na may malawak na hanay ng mga thermoplastic na materyales, napili batay sa nais na mekanikal, thermal, kemikal, at aesthetic na mga katangian ng panghuling produkto. Ang ilan sa mga pinaka -karaniwang ginagamit na materyales ay kinabibilangan ng:
- Polypropylene (PP): Ang isang maraming nalalaman at epektibong thermoplastic na kilala para sa mahusay na paglaban ng kemikal, paglaban sa pagkapagod, at kakayahang umangkop. Malawakang ginagamit ito sa packaging, mga sangkap ng automotiko, kalakal ng consumer, at mga bisagra sa buhay.
- Acrylonitrile Butadiene styrene (ABS): Ang isang matigas, matibay, at thermoplastic na engineering thermoplastic na may mahusay na mga katangian ng aesthetic. Madalas itong ginagamit para sa mga housings ng mga elektronikong aparato, mga bahagi ng interior ng automotiko, mga laruan (hal., LEGO bricks), at mga produktong consumer dahil sa kakayahang madaling mahulma at matapos.
- Polycarbonate (PC): Ang isang mataas na pagganap, malakas, at pambihirang epekto na lumalaban sa thermoplastic, madalas na transparent. Nag -aalok ito ng mahusay na paglaban ng init at dimensional na katatagan, na ginagawang angkop para sa mga aplikasyon tulad ng mga lente, baso ng kaligtasan, mga elektronikong enclosure, at mga sangkap na automotiko.
- Polyethylene (PE): Magagamit sa iba't ibang mga density (HDPE, LDPE, LLDPE), ang polyethylene ay kilala para sa kakayahang umangkop, paglaban ng kemikal, at mahusay na mga katangian ng pagkakabukod ng mga de -koryenteng. Karaniwang ginagamit ito para sa mga bote, lalagyan, bag, at mga tubo.
- Nylon (Polyamide - PA): Ang isang malakas, matibay na plastik ng engineering na may mahusay na paglaban sa pagsusuot, paglaban sa kemikal, at pagganap ng mataas na temperatura. Madalas itong pinalakas ng mga hibla ng salamin para sa pagtaas ng lakas at ginamit sa mga bahagi ng automotiko (hal., Mga sangkap ng engine, konektor), gears, at bearings.
- Polystyrene (PS): Dumating sa pangkalahatang layunin (GPPS, malinaw at malutong) at mataas na epekto (hips, opaque at mas mahirap) na mga marka. Ito ay mura at ginamit para sa pagtatapon ng cutlery, mga kaso ng CD, at mga housings ng appliance.
- Polyvinyl Chloride (PVC): Isang matibay at maraming nalalaman na materyal, magagamit sa mahigpit at nababaluktot na mga form. Nag -aalok ito ng mahusay na paglaban sa kemikal at ginagamit sa mga tubo, kasangkapan, mga frame ng window, at mga aparatong medikal.
- Thermoplastic elastomer (TPE/TPR): Pinagsasama ng mga materyales na ito ang mga katangian ng goma at plastik, na nag -aalok ng kakayahang umangkop, mahusay na pagkakahawak, at pagsipsip ng shock. Ginagamit ang mga ito para sa mga soft-touch grip, seal, gasket, at overmolded na mga sangkap.
Pagtatasa ng Gastos ng paghuhulma ng iniksyon ng China
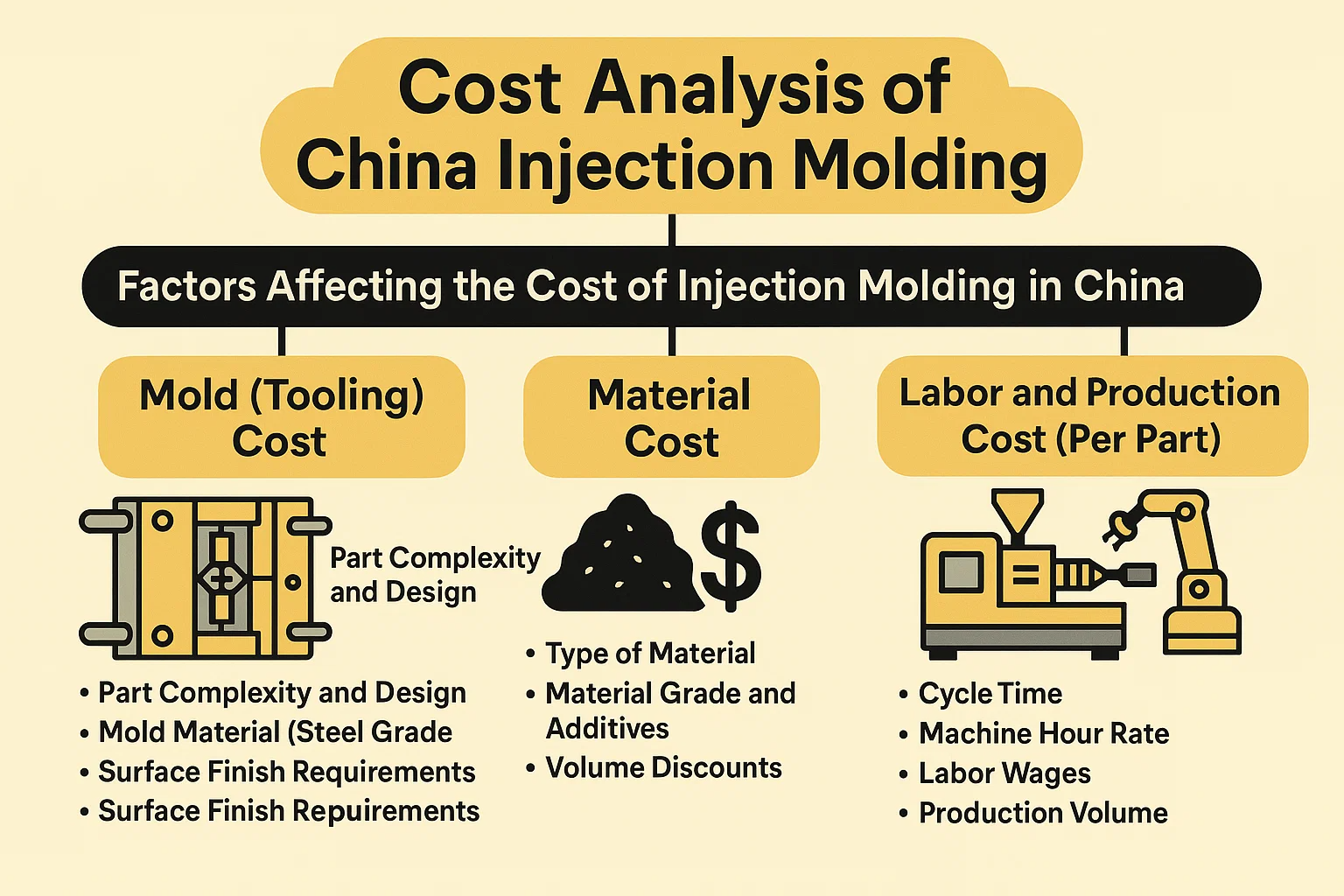
Ang isa sa mga pangunahing motibasyon para sa mga kumpanya na pumili ng China para sa paghubog ng iniksyon ay ang napansin na kalamangan sa gastos. Habang ang China sa pangkalahatan ay nag -aalok ng mas mapagkumpitensyang pagpepresyo kaysa sa maraming mga bansa sa Kanluran, ang pag -unawa sa iba't ibang mga kadahilanan na nag -aambag sa pangkalahatang gastos ay mahalaga para sa tumpak na pagbabadyet at pag -iwas sa hindi inaasahang mga gastos. Ang kabuuang gastos ng isang proyekto ng paghubog ng iniksyon ay maaaring malawak na ikinategorya sa gastos sa hulma (tooling), gastos sa materyal, at gastos sa paggawa (paggawa).
Ang mga salik na nakakaapekto sa gastos ng paghubog ng iniksyon sa China:
-
Hulma (tooling) gastos: Ito ay madalas na ang pinaka makabuluhang paitaas na pamumuhunan at maaaring saklaw ng kapansin -pansing.
- Bahagi ng pagiging kumplikado at disenyo: Ang mga simpleng bahagi na may pantay na kapal ng dingding, minimal undercuts, at prangka na geometry ay nangangailangan ng mas kaunting kumplikadong mga hulma, na humahantong sa mas mababang mga gastos sa tooling. Sa kabaligtaran, masalimuot na mga bahagi na may magagandang detalye, masikip na pagpapaubaya, maramihang mga undercuts na nangangailangan ng mga aksyon sa gilid o mga nag -angat, at ang mga kumplikadong texture ay kakailanganin ng mas sopistikado at mamahaling mga hulma, na madalas na nangangailangan ng mas advanced na machining (e.g., EDM) at mas matagal na mga oras ng pagbuo.
- Mold Material (grade grade): Ang uri ng bakal na ginamit para sa amag ay direktang nakakaapekto sa gastos at habang -buhay.
- P20, 718H: Ito ang mga karaniwang pagpipilian para sa mga prototype na hulma o paggawa ng mas mababang dami, na nag-aalok ng isang mahusay na balanse ng gastos at pagganap.
- Nak80, H13: Ang mga matigas na steels na tulad nito ay makabuluhang mas mahal ngunit nag-aalok ng higit na katatagan, paglaban ng init, at mga kakayahan sa pagtatapos ng ibabaw, na ginagawang perpekto para sa mga mataas na dami, mahabang buhay na mga hulma sa paggawa.
- Bilang ng mga lukab: Ang isang amag ay maaaring magkaroon ng isang solong lukab (paggawa ng isang bahagi bawat pag -ikot) o maraming mga lukab (paggawa ng ilang mga bahagi bawat ikot). Ang mga multi-cavity na hulma ay may mas mataas na paunang gastos sa tooling ngunit kapansin-pansing bawasan ang bawat bahagi ng gastos sa produksyon sa pamamagitan ng pagtaas ng output bawat siklo, na ginagawang epektibo ang mga ito para sa mga tumatakbo na may mataas na dami.
- Base ng Mold at Mga Bahagi: Ang laki ng amag, ang uri ng runner system (hot runner kumpara sa malamig na runner), at ang kalidad ng mga karaniwang sangkap ng amag (ejector pin, slide, atbp.) Lahat ay nag -aambag sa gastos sa tooling. Ang mga hot runner molds, habang mas mahal sa una, makatipid sa materyal na basura at oras ng pag-ikot, na humahantong sa mas mababang mga gastos sa bawat bahagi sa mataas na dami.
- Mga kinakailangan sa pagtatapos ng ibabaw: Ang mataas na makintab na ibabaw (hal., SPI A-1 na pagtatapos) o mga kumplikadong texture ay nangangailangan ng mas masinsinang paggawa at dalubhasang mga diskarte sa tooling, pagdaragdag sa gastos sa amag.
- Pag -asa sa buhay ng amag: Ang mga tagagawa ay nagdidisenyo ng mga hulma para sa isang tiyak na bilang ng mga siklo (shot). Ang isang hulma na idinisenyo para sa isang mas mataas na habang -buhay (hal., 1 milyong mga pag -shot) ay itatayo na may mas matatag na mga materyales at katumpakan, na nagkakaroon ng mas mataas na gastos kaysa sa isang amag na idinisenyo para sa 50,000 shot.
-
Gastos ng Materyal: Ang gastos ng plastik na dagta mismo ay isang direkta at madalas na makabuluhang sangkap ng gastos sa bawat bahagi.
- Uri ng materyal: Tulad ng napag-usapan, ang mga plastik na kalakal tulad ng PP o ABS ay makabuluhang mas mura sa bawat kilo kaysa sa mga plastik ng engineering tulad ng PC, naylon, o mga polymers na may mataas na pagganap (e.g., peek, ultem).
- Materyal na grade at additives: Ang mga materyales sa birhen ay mas mahal kaysa sa mga naka -recycle na marka. Ang pagsasama ng mga additives tulad ng mga stabilizer ng UV, flame retardants, glass fibers (para sa lakas), mga colorant (lalo na ang mga pasadyang kulay, puti, o transparent), o mga espesyal na functional additives ay tataas ang mga gastos sa materyal.
- Mga diskwento sa dami: Ang mas malaking materyal na pagbili para sa paggawa ng mataas na dami ay madalas na mai-secure ang mas mahusay na pagpepresyo mula sa mga supplier.
- Pagbabago ng merkado: Ang mga presyo ng pandaigdigang dagta ay napapailalim sa demand sa merkado, mga presyo ng langis, at mga dinamikong kadena ng supply, na maaaring makaapekto sa bawat bahagi na gastos sa paglipas ng panahon.
-
Gastos sa paggawa at paggawa (bawat bahagi): Ito ang gastos na nauugnay sa pagpapatakbo ng mga machine ng paghubog ng iniksyon at kasangkot sa paggawa.
- Oras ng pag -ikot: Ang oras na kinakailangan upang makabuo ng isang bahagi (o isang pagbaril mula sa isang multi-cavity mold) ay isang kritikal na driver ng gastos. Ang mas maiikling oras ng pag-ikot ay nangangahulugang maraming mga bahagi ang maaaring magawa bawat oras, binabawasan ang bawat bahagi na gastos. Ang mga kadahilanan tulad ng disenyo ng bahagi (kapal ng pader), mga materyal na katangian, kahusayan sa paglamig ng amag, at mga kakayahan ng makina ay nakakaimpluwensya sa oras ng pag -ikot.
- Rate ng oras ng makina: Kasama dito ang gastos ng koryente, pagkalugi ng makina, pagpapanatili, at overhead na inilalaan sa oras ng pagpapatakbo ng makina. Ang mas malaki, mas sopistikadong mga makina ay karaniwang may mas mataas na oras -oras na rate.
- Sahod sa paggawa: Ang mga gastos sa paggawa ng China, habang tumataas, ay mas mababa pa rin kaysa sa maraming mga bansa sa Kanluran. Ito ay isang pangunahing kadahilanan sa pangkalahatang bentahe ng gastos.
- Dami ng Produksyon: Ito ay maaaring ang pinaka-nakakaapekto na kadahilanan sa bawat bahagi na gastos.
- Mga ekonomiya ng scale: Ang mga naayos na gastos (tulad ng tooling) ay binago sa kabuuang bilang ng mga bahagi na ginawa. Ang mas mataas na dami ng produksyon, mas mababa ang gastos sa bawat bahagi para sa parehong tooling at pag-setup.
- Pag -setup at Pagbabago: Sa bawat oras na binago ang isang amag o isang bagong run run ay naka -set up, may mga gastos na nauugnay sa downtime ng makina at paggawa. Ang mas mataas na volume ay binabawasan ang dalas ng mga pagbabago na ito, na -optimize ang kahusayan.
- Pag-post-pagproseso: Ang anumang pangalawang operasyon tulad ng pag-deburring, pagpupulong, pagpipinta, pag-print, o dalubhasang packaging ay idaragdag sa gastos sa bawat bahagi.
Paghahambing ng mga gastos sa ibang mga bansa:
Ang China ay nag-aalok ng mga makabuluhang pakinabang sa gastos sa paghuhulma ng iniksyon, lalo na para sa daluyan hanggang sa mataas na dami ng produksiyon.
- Tsina kumpara sa mga bansa sa Kanluran (hal., USA, Europa): Karaniwan ang mga gastos sa paghubog ng iniksyon ng Tsino 20-50% mas mababa kaysa sa Estados Unidos at 30-60% na mas mababa kaysa sa Europa. Ang puwang na ito ay pangunahing hinihimok ng:
- Mas mababang gastos sa paggawa: Ang bihasang paggawa sa Tsina ay nag -uutos pa rin sa mas mababang sahod.
- Competitive Tooling: Ang gastos ng pagdidisenyo at pagmamanupaktura ng mga hulma sa Tsina ay karaniwang mas mababa dahil sa mahusay na mga tindahan ng tooling, mas mababang mga gastos sa materyal (lalo na para sa tool steel), at mapagkumpitensyang sahod para sa mga gumagawa ng amag.
- Mga ekonomiya ng scale: Ang malawak na kapasidad ng pagmamanupaktura ng China ay nagbibigay-daan para sa malakihang paggawa, na higit na binabawasan ang mga gastos sa bawat yunit.
- Pinagsamang chain ng supply: Ang isang may sapat na gulang at magkakaugnay na supply chain para sa mga hilaw na materyales, makinarya, at mga serbisyo ng sampung ay tumutulong na mapanatili ang mga gastos.
- China kumpara sa mga umuusbong na ekonomiya (hal., Vietnam, India, Mexico): Habang ang mga bansa tulad ng Vietnam, India, at Mexico ay umuusbong bilang mga alternatibong mas mababang gastos, lalo na para sa ilang mga uri ng produkto o para sa mga kumpanyang naghahanap ng pag-iiba-iba ng rehiyon, ang China ay madalas na nagpapanatili ng isang gilid sa:
- Tooling sopistikado at kakayahan: Para sa mga kumplikadong mga hulma at mga bahagi ng mataas na katumpakan, ang kadalubhasaan sa tooling ng China ay karaniwang mas advanced.
- Supply Chain Maturity: Ang mahusay na itinatag at malawak na supply chain ng China para sa paghubog ng iniksyon ay mahirap tumugma.
- Scalability: Para sa napakataas na dami ng mga proyekto, ang kapasidad at kahusayan ng China ay madalas na higit na mataas.
- Tumataas na gastos sa China: Mahalagang tandaan na ang mga gastos sa paggawa sa Tsina ay patuloy na tumataas, at ang mga kadahilanan tulad ng mga taripa at geopolitical na pagsasaalang -alang ay maaaring makaapekto sa pangkalahatang equation ng gastos. Gayunpaman, para sa maraming mga proyekto, lalo na ang mga nangangailangan ng kumplikadong tooling o malaking dami, ang China ay nananatiling lubos na mapagkumpitensya.
Mga tip para sa pagbabawas ng mga gastos sa paghubog ng iniksyon:
- I -optimize ang bahagi ng disenyo para sa paggawa (DFM):
- Pinasimple ang geometry: Bawasan ang mga kumplikadong tampok, undercuts, at hindi kinakailangang mga intricacy.
- Panatilihin ang pantay na kapal ng pader: Itinataguyod nito ang pare -pareho ang paglamig, binabawasan ang oras ng pag -ikot, pinipigilan ang mga marka ng pag -war at lababo, at pinapasimple ang disenyo ng amag.
- Magdagdag ng mga anggulo ng draft: Tiyakin ang sapat na draft (taper) sa lahat ng mga vertical na pader upang payagan ang madaling bahagi ejection, pagbabawas ng lakas ng ejection at potensyal na pinsala, at pag -iwas sa mga mamahaling pagbabago sa amag.
- Isama ang mga buto -buto at gusset: Sa halip na madagdagan ang kapal ng pader para sa lakas, gumamit ng mga buto -buto at gussets upang magdagdag ng katigasan habang binabawasan ang paggamit ng materyal at oras ng paglamig.
- Isaalang-alang ang self-mating o unibersal na mga bahagi: Ang pagdidisenyo ng mga bahagi na maaaring magamit nang palitan (hal., Isang tuktok at ibaba na magkapareho) ay maaaring mabawasan ang bilang ng mga natatanging mga hulma na kinakailangan.
- Strategic Material Selection:
- Pumili ng mga karaniwang materyales: Mag-opt para sa karaniwang magagamit at hindi gaanong mamahaling resins tulad ng PP o ABS maliban kung ang mga tiyak na kinakailangan sa pagganap ay nangangailangan ng engineering o plastik na may mataas na pagganap.
- Paliitin ang mga pagbabago sa kulay: Ang paggamit ng "natural" o itim na dagta ay madalas na pinakamurang. Ang pasadyang o natatanging mga kulay ay nagdaragdag ng gastos dahil sa mga gastos sa kulay at paglilinis ng makina sa pagitan ng mga tumatakbo.
- Isaalang -alang ang mga recycled na nilalaman: Kung angkop para sa iyong aplikasyon, ang paggamit ng mga recycled thermoplastics ay maaaring mabawasan ang mga gastos sa materyal.
- I -optimize ang dami ng produksyon:
- Itugma ang cavitation sa dami: Para sa napakataas na dami, mamuhunan sa isang multi-cavity mold upang mabawasan ang bawat bahagi na gastos. Para sa mas mababang mga volume, ang isang solong-cavity na amag o kahit na isang mabilis na prototype amag (hal., Aluminum) ay maaaring maging mas epektibo.
- Pagsamahin ang mga order: Kung mayroon kang maraming mga bahagi, ang paggawa ng mga ito nang sabay o pagsasama -sama ng mga order ay maaaring magamit ang mga ekonomiya ng scale para sa mga materyales at paggawa.
- Magtrabaho nang malapit sa iyong tagapagtustos sa tooling:
- Talakayin ang materyal na amag: Unawain ang mga trade-off sa pagitan ng gastos sa amag at habang-buhay batay sa iyong inaasahang dami ng produksyon.
- Isaalang -alang ang Hot kumpara sa Cold Runner: Para sa mataas na volume, ang paunang mas mataas na gastos ng isang mainit na runner amag ay maaaring mabilis na mai -offset sa pamamagitan ng materyal na pagtitipid at mas mabilis na mga oras ng pag -ikot.
- Makipag -ayos ng pagmamay -ari ng tooling: Linawin kung sino ang nagmamay -ari ng amag at ang mga termino para sa pagpapanatili at imbakan nito.
- Epektibong Komunikasyon at Kalidad na Kontrol:
- Magbigay ng malinaw na mga pagtutukoy: Ang mga detalyadong guhit ng 2D na may mga pagpapahintulot at mga modelo ng 3D CAD ay mahalaga upang maiwasan ang mga maling kahulugan at magastos na rework.
- Ipatupad ang matatag na kalidad ng mga tseke: Ang aktibong kontrol ng kalidad ay maaaring maiwasan ang mamahaling scrap, rework, at pagpapadala ng mga may sira na bahagi.
- Streamline Logistics at Packaging:
- I -optimize ang mga pamamaraan ng pagpapadala: BALICE SPEED (AIR FREIGHT) na may gastos (kargamento ng dagat) batay sa iyong timeline.
- Simpleng packaging: Ang karaniwang bulk packaging ay mas mura kaysa sa pasadyang packaging ng tingi.
Ang kalidad ng kontrol sa paghuhulma ng iniksyon ng China
Habang ang pagiging epektibo ng gastos ay isang pangunahing draw para sa paghubog ng iniksyon ng China, ang pagkamit at pagpapanatili ng mataas na kalidad ng produkto ay pinakamahalaga. Nang walang mahigpit na kontrol ng kalidad (QC), kahit na ang pinakamababang presyo ay maaaring humantong sa mga makabuluhang pagkalugi sa pamamagitan ng mga depekto na produkto, hindi kasiya -siya ng customer, pinsala sa tatak, at magastos na rework o naalala. Ang pag -unawa kung paano pinamamahalaan ang kalidad, kung ano ang mga isyu na hahanapin, at ang mga sertipikasyon na hahanapin ay mahalaga para sa isang matagumpay na pakikipagtulungan sa pagmamanupaktura.
Kahalagahan ng kalidad ng kontrol:
Ang kontrol sa kalidad ay hindi lamang isang pag -iisip; Ito ay isang mahalagang bahagi ng buong lifecycle ng pagmamanupaktura, mula sa disenyo hanggang sa paghahatid. Ang kahalagahan nito ay hindi maaaring overstated sa paghuhulma ng iniksyon, lalo na kapag ang pag -outsource:
- Tinitiyak ang pagiging maaasahan ng produkto at pagganap: Tinitiyak ng pare -pareho ang kalidad na ang bawat bahagi ay gumana tulad ng inilaan, nakakatugon sa mga pagtutukoy ng disenyo, at gumaganap nang maaasahan sa pagtatapos ng application nito.
- Ang pag -minimize ng mga depekto at basura: Ang mabisang QC ay kinikilala ang mga isyu nang maaga sa proseso, na pumipigil sa paggawa ng mga malalaking batch ng mga may sira na bahagi, sa gayon binabawasan ang materyal na basura, pagkonsumo ng enerhiya, at mga gastos sa rework.
- Pagpapanatili ng reputasyon ng tatak: Ang mga de-kalidad na produkto ay bumubuo ng tiwala ng customer at katapatan, pagpapahusay ng imahe ng iyong tatak at nakatayo sa merkado. Sa kabaligtaran, ang kalidad ng mga pagkabigo ay maaaring mabilis na masira ang isang reputasyon.
- Mga Pamantayan at Regulasyon sa industriya ng Pagpupulong: Maraming mga industriya (hal., Medikal, automotiko, aerospace) ay may mahigpit na mga kinakailangan sa regulasyon na dapat matugunan ang mga bahagi na hinubog. Tinitiyak ng QC ang pagsunod.
- Ang pagtitipid sa gastos sa katagalan: Habang ang pagpapatupad ng mga panukalang QC ay may isang paitaas na gastos, mas makatipid ito nang higit pa sa pamamagitan ng pagpigil sa mga magastos na paggunita, mga paghahabol sa warranty, pagbabalik, at ang pangangailangan na mag -scrap at mga bahagi ng remanufacture.
- Mahuhulaan na produksiyon: Ang isang matatag na sistema ng QC ay humahantong sa mas mahuhulaan na mga resulta ng produksyon, mas kaunting mga pagkaantala, at mas maaasahang mga iskedyul ng paghahatid.
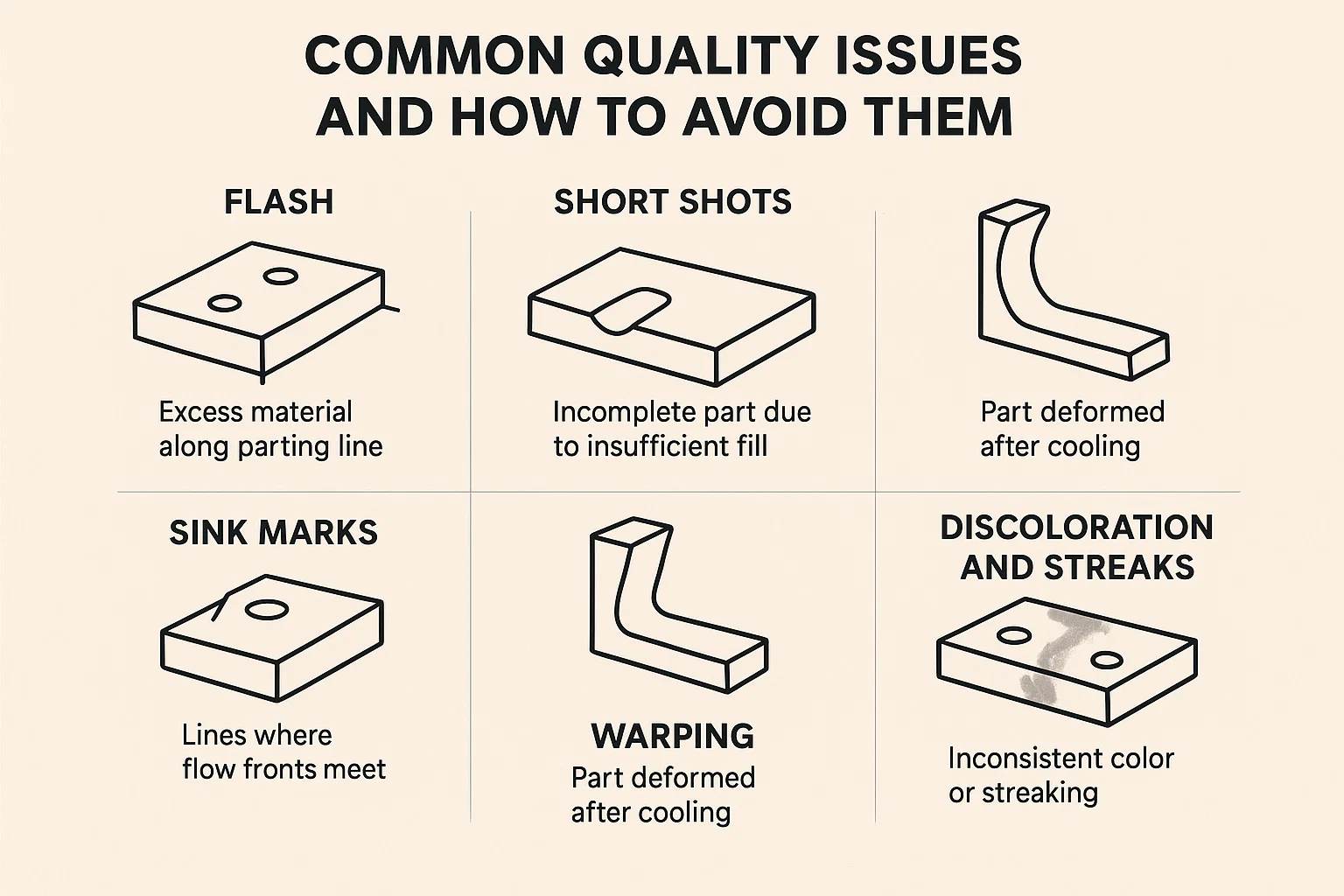
Karaniwang mga isyu sa kalidad at kung paano maiwasan ang mga ito:
Sa kabila ng katumpakan ng paghuhulma ng iniksyon, maaaring mangyari ang iba't ibang mga depekto. Ang pagkilala sa mga ito at pag-unawa sa kanilang mga sanhi ay susi sa pag-iwas at epektibong paglutas ng problema sa iyong tagagawa ng Tsino.
-
Flash (o burrs):
- Paglalarawan: Ang labis na materyal na tumatakbo sa labas ng lukab ng amag, na bumubuo ng isang manipis, hindi kanais -nais na layer kasama ang linya ng paghihiwalay ng bahagi.
- Mga Sanhi: Masyadong maraming presyon ng iniksyon o bilis, hindi sapat na puwersa ng pag-clamping, pagod na mga hulma, amag na misalignment, o hindi magandang disenyo ng amag (hal., Hindi wastong pagbubuklod).
- Pag -iwas: I -optimize ang mga parameter ng iniksyon (presyon, bilis), tiyakin ang sapat na puwersa ng clamping, regular na pagpapanatili ng amag at inspeksyon, at tumpak na disenyo ng amag.
-
Mga maikling shot (o hindi punan):
- Paglalarawan: Ang isang hindi kumpletong bahagi kung saan ang tinunaw na plastik ay hindi ganap na pinunan ang lukab ng amag, na nagreresulta sa mga nawawalang mga seksyon.
- Mga Sanhi: Hindi sapat na materyal na na -injected, mababang presyon/bilis ng iniksyon, ang lagkit ng materyal na masyadong mataas, ang temperatura ng amag na masyadong mababa, o nakulong na hangin/hindi sapat na venting.
- Pag -iwas: Dagdagan ang laki ng pagbaril, dagdagan ang presyon/bilis ng iniksyon, tiyakin ang wastong temperatura ng matunaw, i -optimize ang temperatura ng amag, pagbutihin ang amag venting, o isaalang -alang ang mga pagbabago sa lokasyon ng gate.
-
Mga marka ng lababo:
- Paglalarawan: Ang mga depression o mababaw na mga crater sa ibabaw ng isang hinubog na bahagi, karaniwang sa mas makapal na mga seksyon.
- Mga Sanhi: Hindi pantay na paglamig ng plastik, lalo na kung ang mas makapal na mga seksyon ay cool na mas mabagal at pag -urong papasok, o hindi sapat na pag -iimpake/may hawak na presyon.
- Pag -iwas: Mga bahagi ng disenyo na may pantay na kapal ng pader, dagdagan ang paghawak ng presyon at oras, mas mababa ang matunaw o temperatura ng amag, o muling idisenyo ang bahagi upang mabawasan ang mga makapal na seksyon.
-
Warping (o pagbaluktot):
- Paglalarawan: Deformed o baluktot na mga bahagi na hindi nagpapanatili ng kanilang inilaan na hugis pagkatapos ng paglamig.
- Mga Sanhi: Hindi pantay na mga rate ng paglamig sa buong bahagi, panloob na mga stress mula sa materyal na pag -urong, o hindi tamang disenyo ng amag (hal., Kakulangan ng pantay na kapal ng pader, hindi sapat na mga channel ng paglamig).
- Pag -iwas: Tiyakin ang pantay na temperatura ng paglamig at amag, i -optimize ang oras ng paglamig, mga bahagi ng disenyo na may pare -pareho na kapal ng pader, o isaalang -alang ang mga pagbabago sa materyal na may mas mababang mga rate ng pag -urong.
-
Mga linya ng weld (o mga linya ng niniting):
- Paglalarawan: Ang mga nakikitang linya o notches kung saan ang dalawa o higit pang mga daloy ng daloy ng tinunaw na plastik ay nakakatugon at muling mag-solidify, madalas sa paligid ng mga butas o pagsingit. Maaari itong maging kosmetiko o isang kahinaan sa istruktura.
- Mga Sanhi: Molten plastic solidifying bago ganap na timpla, mababang matunaw o temperatura ng amag, o hindi magandang paglalagay ng gate.
- Pag -iwas: Dagdagan ang temperatura ng matunaw/magkaroon ng amag, dagdagan ang bilis ng iniksyon, i -optimize ang lokasyon ng gate upang mabawasan ang mga landas ng daloy, o gumamit ng mga materyales na may mas mahusay na mga katangian ng daloy.
-
Discoloration at Streaks:
- Paglalarawan: Hindi pantay na kulay, streaking, o blotch sa bahagi ng bahagi.
- Mga Sanhi: Kontaminasyon sa hilaw na materyal, hindi wastong paghahalo ng mga colorant, materyal na pagkasira dahil sa labis na init, o nalalabi sa bariles/nozzle ng makina.
- Pag -iwas: Tiyakin ang kalinisan ng hilaw na materyal, wastong pagpapatayo ng mga hygroscopic na materyales, tumpak na kulay ng dosis, na -optimize na kontrol ng temperatura ng pagtunaw, at regular na paglilinis ng makina.
-
Voids (o bula):
- Paglalarawan: Nakulong ang mga bula ng hangin o walang laman na bulsa sa loob ng bahagi na hinubog.
- Mga Sanhi: Hindi sapat na presyon ng pag -iimpake, nakulong na mga gas mula sa kahalumigmigan o pagkasira ng materyal, o mabilis na paglamig na nagtatakip sa panlabas na balat bago ang core ay maaaring palakasin.
- Pag -iwas: Dagdagan ang presyon ng packing, tiyakin ang wastong materyal na pagpapatayo, pagbutihin ang amag venting, o i -optimize ang mga rate ng paglamig.
Mga panukalang kontrol sa kalidad at sertipikasyon:
Ang mga reperensya na tagagawa ng iniksyon ng Intsik ay nagpapatupad ng komprehensibong mga hakbang sa QC sa buong proseso ng paggawa. Kapag nag -vetting ng mga supplier, maghanap ng katibayan ng mga sumusunod:
-
Disenyo para sa Paggawa (DFM) Repasuhin: Nagsisimula ang QC sa yugto ng disenyo. Susuriin ng isang mahusay na tagagawa ang iyong disenyo ng bahagi para sa mga potensyal na isyu sa paghubog (hal., Kapal ng pader, draft anggulo, undercuts) bago ang katha ng amag, na pumipigil sa mga mamahaling pagkakamali sa linya.
-
Papasok na Inspeksyon ng Materyal (IQC):
- Pag -verify ng Raw Material (Resin) Laban sa Mga Pagtukoy (hal., Materyal na Sheet ng Kaligtasan ng Kaligtasan - MSDS, Sertipiko ng Pagsusuri - COA).
- Ang pagsuri para sa wastong pagpapatayo ng mga materyales sa hygroscopic, dahil ang kahalumigmigan ay maaaring maging sanhi ng mga depekto.
-
Pag -inspeksyon ng Mold/Tooling:
- Ang masusing inspeksyon ng gawa -gawa na amag bago tumatakbo ang produksyon, kabilang ang mga dimensional na tseke, pag -verify sa ibabaw ng ibabaw, at mga pagsubok sa pag -andar (hal., Hot runner system, mekanismo ng ejection).
- Unang Artikulo Inspeksyon (FAI): Ang paggawa ng isang maliit na batch ng mga bahagi (ang "unang artikulo") mula sa bagong amag at gumaganap ng isang detalyadong dimensional na inspeksyon at functional test. Ito ay isang kritikal na hakbang upang mapatunayan ang kawastuhan ng amag bago ang paggawa ng masa.
-
In-proseso na kontrol ng kalidad (IPQC):
- Pagmamanman ng parameter: Ang patuloy na pagsubaybay at kontrol ng mga kritikal na mga parameter ng paghubog (temperatura, presyon, oras ng pag -ikot, bilis ng iniksyon) gamit ang mga diskarte sa control control ng istatistika (SPC) upang matiyak ang pagkakapare -pareho.
- Visual Inspeksyon: Regular na visual na mga tseke ng mga operator para sa mga depekto tulad ng flash, discoloration, o maikling shot.
- Dimensional na mga tseke: Ang pana -panahong dimensional na pagsukat ng mga bahagi sa panahon ng paggawa gamit ang mga calipers, micrometer, CMM (coordinate measure machine), o mga optical comparator upang matiyak na mananatili sila sa loob ng tinukoy na pagpapahintulot.
- Sampling: Ang pagpapatupad ng isang tinukoy na plano ng sampling (hal., AQL - katanggap -tanggap na limitasyon ng kalidad) upang siyasatin ang isang subset ng mga bahagi sa mga regular na agwat.
-
Pangwakas na Kalidad ng Kalidad (FQC) / Pre-Shipment Inspection:
- Ang isang pangwakas, komprehensibong inspeksyon ng mga natapos na produkto bago ang packaging at kargamento. Kasama dito ang visual, dimensional, at madalas na functional na pagsubok.
- Pag -verify ng packaging at label.
- Kadalasan, ang mga ahensya ng inspeksyon ng third-party ay nagtatrabaho sa yugtong ito para sa isang walang pinapanigan na pagtatasa.
Mga Sertipikasyon:
Ang mga sertipikasyon ay nagpapakita ng pangako ng isang tagagawa sa itinatag na mga sistema ng pamamahala ng kalidad at mga tiyak na pamantayan sa industriya.
- ISO 9001: Ito ang pinaka -karaniwan at pangunahing pandaigdigang pamantayan para sa mga sistema ng pamamahala ng kalidad (QMS). Ang isang sertipikadong kumpanya ng ISO 9001 ay may isang dokumentadong sistema sa lugar para sa pamamahala ng mga proseso nito, tinitiyak ang pagkakapare -pareho, kasiyahan ng customer, at patuloy na pagpapabuti. Ito ay isang pag -asa sa baseline para sa anumang kagalang -galang tagagawa ng Tsino.
- ISO/TS 16949 (ngayon IATF 16949): Ito ay isang tiyak na pamantayan sa pamamahala ng kalidad para sa industriya ng automotiko. Ang mga tagagawa na may sertipikadong ito ay lubos na nakaranas sa mahigpit na mga kinakailangan sa kalidad, mga kontrol sa proseso, at patuloy na pagpapabuti, na ginagawang perpekto ang mga kasosyo para sa mga sangkap ng automotiko.
- ISO 13485: Tinutukoy ng pamantayang ito ang mga kinakailangan para sa isang komprehensibong sistema ng pamamahala ng kalidad para sa disenyo at paggawa ng medikal
- CE, ROHS, REACH, FDA, atbp.: Ang mga ito ay mga sertipikasyong pagsunod sa produkto na nauugnay sa ilang mga merkado o mga paghihigpit sa materyal. Habang hindi direktang isang sertipikasyon ng QMS, ang pamilyar ng isang tagagawa sa mga pamantayang ito at kakayahang makagawa ng mga sumusunod na bahagi ay isang malakas na tagapagpahiwatig ng kanilang mga kakayahan sa kalidad.
Paghahanap ng tamang kasosyo sa paghuhulma ng China
Ang pagkilala at pag -secure ng isang maaasahang at karampatang kasosyo sa paghubog ng iniksyon sa Tsina ay maaaring ang pinakamahalagang hakbang para sa tagumpay ng iyong proyekto. Malawak ang merkado, na may libu -libong mga supplier na mula sa maliit na mga workshop hanggang sa malaki, lubos na awtomatikong pabrika. Ang pag -navigate sa landscape na ito ay nangangailangan ng isang madiskarteng diskarte, masusing nararapat na pagsisikap, at isang pag -unawa sa epektibong komunikasyon at mga nuances sa kultura.
Kung saan makakahanap ng mga kumpanya ng paghubog ng iniksyon sa China:
Mayroong maraming mga paraan upang galugarin kapag naghahanap para sa mga potensyal na kasosyo sa pagmamanupaktura:
-
Online na mga platform at direktoryo ng B2B: Ito ay madalas na ang unang paghinto para sa maraming mga negosyo dahil sa kanilang malawak na mga database at pag -access.
- Alibaba.com: Ang pinakamalaking pandaigdigang merkado ng B2B, na nag -aalok ng isang malawak na pagpili ng mga tagagawa. Gumamit ng mga filter para sa "napatunayan na tagapagtustos," "katiyakan sa kalakalan," at mga tiyak na kategorya ng produkto upang paliitin ang iyong paghahanap. Suriin ang mga profile ng tagapagtustos, kasaysayan ng transaksyon, at mga pagsusuri sa customer.
- Global Source (GlobalSource.com): Katulad sa Alibaba, na may isang malakas na pagtuon sa mga elektroniko, sangkap, at mas dalubhasang industriya. Kilala sa mas detalyadong mga profile ng kumpanya.
- Ginawa-in-china.com: Ang isa pang kilalang platform na nag -aalok ng isang malawak na hanay ng mga supplier sa iba't ibang mga industriya, kabilang ang mga plastik at paghuhulma.
- Dalubhasang Mga Direktoryo ng Paggawa: Ang ilang mga website o asosasyon sa industriya ay maaaring mag -alok ng mas maraming mga curated na listahan ng mga tagagawa na partikular na nakatuon sa paghubog ng iniksyon o ang iyong partikular na uri ng produkto.
- Pinamamahalaang mga serbisyo ng sourcing: Ang mga kumpanya tulad ng Xometry o Sourcing Allies ay nag -aalok ng mga pinamamahalaang serbisyo kung saan mayroon silang isang vetted network ng mga supplier ng Tsino at hawakan ang pamamahala at pamamahala ng proyekto sa iyong ngalan, na maaaring maging kapaki -pakinabang para sa mga bago sa pag -sourcing sa China o may limitadong mga mapagkukunan.
-
Mga palabas sa kalakalan: Ang pagdalo sa mga palabas sa kalakalan sa Tsina ay nag-aalok ng isang walang kaparis na pagkakataon para sa pakikipag-ugnay sa mukha, pagbisita sa pabrika, at direktang pagtatasa ng mga kakayahan.
- Chinaplas: Ito ay maaaring ang nangungunang plastik sa mundo at goma trade fair, na gaganapin taun -taon sa China (alternating sa pagitan ng Shenzhen at Shanghai). Ito ay isang mahalagang kaganapan para sa pagtuklas ng mga bagong teknolohiya, materyales, at pagkonekta sa isang malawak na bilang ng mga tagagawa ng makinarya ng paghubog ng iniksyon at mga nagbibigay ng serbisyo.
- Die & Mold China: Ang isa pang makabuluhang eksibisyon na partikular na nakatuon sa amag at die manufacturing, na kung saan ay mahalaga sa paghuhulma ng iniksyon.
- Canton Fair (China import at export fair): Habang ang isang mas malawak na eksibisyon na sumasaklaw sa halos lahat ng mga kategorya ng produkto, ang Canton Fair ay madalas na may isang makabuluhang seksyon na nakatuon sa mga makinarya at pang -industriya na mga produktong kung saan nagpapakita ang mga kumpanya ng paghubog ng iniksyon.
- Mga patas na tukoy sa industriya: Depende sa iyong produkto (hal., Mga bahagi ng automotiko, mga aparatong medikal), maaaring may mga dalubhasang palabas sa kalakalan sa China kung saan makakahanap ka ng mga tagagawa na may kaugnay na kadalubhasaan at sertipikasyon.
-
Mga sanggunian at network:
- Mga Koneksyon sa Industriya: Paggamit ng iyong propesyonal na network. Tanungin ang mga kasamahan, mga kapantay ng industriya, o mga tagapayo para sa mga rekomendasyon batay sa kanilang mga positibong karanasan.
- Mga ahente/consultant ng sourcing: Ang mga nakaranas na ahente ng sourcing o consultant na may malakas na presensya at network sa China ay maaaring magbigay ng napakahalagang tulong. Kadalasan ay mayroon silang mga pre-vetted na listahan ng maaasahang mga supplier at maaaring tulay ang mga gaps sa kultura at komunikasyon.
Dahil sa Sipag: Pag -verify ng mga kakayahan at karanasan ng tagapagtustos:
Kapag mayroon kang isang listahan ng mga potensyal na kasosyo, ang mahigpit na nararapat na kasipagan ay kritikal. Huwag lamang umasa sa mga online na profile.
-
Humiling ng komprehensibong impormasyon ng kumpanya:
- Lisensya at Pagrehistro sa Negosyo: Humiling ng isang kopya ng kanilang opisyal na lisensya sa negosyo. Patunayan ang pagiging lehitimo nito sa pamamagitan ng opisyal na mga database ng gobyerno ng China (hal., National Enterprise Credit Information Publicity System - NECIPS). Kinukumpirma nito na sila ay isang ligal na nakarehistrong nilalang.
- Mga Sertipikasyon: Humingi ng mga kopya ng mga nauugnay na sertipikasyon (ISO 9001, ISO 13485, IATF 16949, atbp.) At i -verify ang kanilang pagiging tunay sa mga naglalabas na katawan kung maaari.
- I -export ang lisensya: Tiyakin na mayroon silang mga kinakailangang lisensya upang ma -export ang mga kalakal mula sa China.
- Profile ng Kumpanya at Kasaysayan: Unawain ang kanilang mga taon sa negosyo, laki ng kumpanya, bilang ng mga empleyado, at pangunahing merkado na pinaglingkuran. Ang mas mahabang kasaysayan ng pagpapatakbo ay madalas na nagpapahiwatig ng katatagan.
-
Suriin ang mga kakayahan sa pagmamanupaktura:
- Listahan ng Kagamitan: Humiling ng isang detalyadong listahan ng kanilang makinarya, kabilang ang mga tonelada ng paghubog ng iniksyon, mga tatak, at edad. Ipinapahiwatig nito ang kanilang kapasidad at kakayahang hawakan ang laki ng iyong bahagi.
- Mga Kakayahang Tooling: Tanungin kung mayroon silang disenyo ng amag na bahay at mga kakayahan sa pagmamanupaktura o kung outsource sila. Ang tooling sa loob ng bahay ay madalas na nagbibigay ng mas mahusay na kontrol sa kalidad at mga oras ng tingga.
- Kakayahang Produksyon: Talakayin ang kanilang pang -araw -araw/buwanang kapasidad ng paggawa na nauugnay sa dami ng iyong proyekto.
- Karanasan sa materyal: Kumpirma ang kanilang karanasan sa mga tukoy na plastik na materyales na plano mong gamitin.
- Pangalawang operasyon: Magtanong tungkol sa kanilang mga kakayahan para sa mga proseso ng post-molding tulad ng pagpupulong, pagpipinta, pag-print, ultrasonic welding, atbp, kung kinakailangan.
- Mga Halimbawang Bahagi: Humiling ng mga halimbawa ng mga bahagi na dati nilang hinuhubog (may perpektong katulad sa pagiging kumplikado o materyal sa iyo). Nagbibigay ito sa iyo ng isang nasasalat na kahulugan ng kanilang kalidad.
-
Suriin ang mga sistema ng kontrol sa kalidad:
- Dokumentasyon ng QMS: Hilingin sa manu-manong manu-manong manu-manong pamamahala ng kanilang kalidad (QMS), lalo na na may kaugnayan sa papasok na inspeksyon ng materyal, kontrol sa pagproseso, at pangwakas na inspeksyon.
- Kagamitan sa inspeksyon: Magtanong tungkol sa kanilang mga tool sa inspeksyon (CMM, Calipers, Gauge, Optical Comparator).
- Traceability: Unawain ang kanilang system para sa pagsubaybay sa mga materyales at mga batch ng produksyon.
- Pamamahala ng depekto: Paano nila nakikilala, dokumento, at malutas ang mga isyu sa kalidad?
- Mga pag-audit ng third-party: Isaalang-alang ang pag-upa ng isang kumpanya ng inspeksyon ng third-party upang magsagawa ng pag-audit sa pabrika. Nagbibigay ito ng isang layunin na pagtatasa ng kanilang mga pasilidad, proseso, at mga sistema ng kalidad.
-
Suriin ang katatagan ng pananalapi (kung maaari): Habang mas mahirap makuha nang direkta, ang isang tagapagtustos na matatag sa pananalapi ay mas malamang na itigil ang mga operasyon sa kalagitnaan ng proyekto. Ang isang sourcing agent o trade credit ahensya ay maaaring magbigay ng ilang mga pananaw.
-
Mga Sanggunian: Humiling ng mga sanggunian mula sa mayroon o nakaraang mga kliyente sa internasyonal, at aktwal na makipag-ugnay sa kanila upang magtanong tungkol sa kanilang karanasan tungkol sa kalidad, paghahatid, komunikasyon, at paglutas ng problema.
Mga Pagsasaalang -alang sa Komunikasyon at Kultura:
Ang mabisang komunikasyon ay pinakamahalaga sa tagumpay at pagtagumpayan ng mga potensyal na hamon kapag nagtatrabaho sa mga tagagawa ng Tsino.
-
Mga hadlang sa wika:
- Kakayahang Ingles: Habang maraming mga propesyonal sa negosyo ng Tsino ang nagsasalita ng Ingles, nag -iiba ang mga antas ng kasanayan. Gumamit ng malinaw, maigsi na wika. Iwasan ang slang, jargon, at labis na kumplikadong mga pangungusap.
- Nakasulat na komunikasyon: Mas gusto ang nakasulat na komunikasyon (email, mga mensahe ng WeChat) upang matiyak ang isang malinaw na talaan ng mga talakayan at desisyon. Gumamit ng mga puntos ng bala at bilang ng mga listahan para sa kalinawan.
- Visual: Gumamit ng mga modelo ng 3D CAD, detalyadong mga guhit ng 2D na may mga pagpapaubaya, annotated na mga larawan, at mga video upang maiparating nang tumpak ang impormasyon. "Ang isang larawan ay nagkakahalaga ng isang libong mga salita" ay partikular na totoo dito.
- Nakatuon na Makipag -ugnay sa Tao: Layunin upang maitaguyod ang isang relasyon sa isang tiyak, taong nagsasalita ng pakikipag-ugnay sa Ingles na may pananagutan sa iyong proyekto.
-
Mga Nuances sa Kultura:
- Guanxi (relasyon): Sa Tsina, ang mga relasyon ay lubos na pinahahalagahan sa negosyo. Ang oras ng pamumuhunan sa pagbuo ng tiwala at rapport ("guanxi") ay maaaring humantong sa mas maayos na operasyon, higit na kakayahang umangkop, at mas mahusay na mga kinalabasan. Maaari itong kasangkot sa regular na komunikasyon, pagpapakita ng paggalang, at kung minsan kahit na mga pakikipagsapalaran sa lipunan.
- "Pag -save ng Mukha" (Mianzi): Mahalaga ang konsepto na ito. Ang kultura ng negosyong Tsino ay madalas na maiiwasan ang direktang "hindi" o bukas na paghaharap upang maiwasan ang sanhi ng sinuman na "mawalan ng mukha" (kahihiyan, pagkawala ng dignidad, o reputasyon).
- Mga implikasyon: Ang isang "oo" ay maaaring nangangahulugang "marahil," "Naiintindihan ko ang tanong," o "Susubukan ko." Hindi ito palaging ginagarantiyahan ang kakayahan o kasunduan.
- Diskarte: Maging mapagpasensya at kumpirmahin ang pag -unawa. Magtanong ng mga bukas na katanungan. Sa halip na "magagawa mo ito?", Subukan ang "Paano mo makamit ang x?" o "Anong mga hamon ang nalaman mo kay Y?" Maghanap para sa detalyadong mga paliwanag at maaaring kumilos na mga plano sa halip na isang simpleng pagpapatunay lamang. Iwasan ang pagpuna sa publiko o direktang hamon ang iyong pakikipag -ugnay; Magbigay ng puna nang maayos at pribado.
- Hierarchy: Igalang ang kadena ng utos. Ang mga desisyon ay madalas na nagmula sa mas mataas. Unawain kung sino ang mga gumagawa ng desisyon at subukang magtayo ng kaugnayan sa kanila.
- Pasensya at pangmatagalang pagtingin: Ang pagtatayo ng isang matagumpay na relasyon sa pagmamanupaktura sa Tsina ay madalas na tumatagal ng oras. Maging mapagpasensya, mamuhunan sa relasyon, at tumuon sa pangmatagalang benepisyo sa isa't isa sa halip na puro mga pakikipag-ugnay sa transactional.
- Istilo ng negosasyon: Maging handa para sa ibang istilo ng negosasyon. Minsan ang mga paunang quote ay maaaring mataas, inaasahan ang negosasyon. Tumutok sa mga resulta ng win-win.
Prototyping at tooling
Bago sumisid sa paggawa ng masa, dalawang kritikal na yugto sa paglalakbay sa paghubog ng iniksyon ay prototyping at tooling. Ang mga phase na ito ay nakatulong sa pagpapatunay ng iyong disenyo, tinitiyak ang paggawa, at paghahanda para sa mahusay, de-kalidad na produksiyon.
Ang papel ng prototyping sa paghubog ng iniksyon:
Ang Prototyping ay ang paglikha ng paunang pisikal na mga modelo ng iyong produkto o mga sangkap nito. Para sa paghuhulma ng iniksyon, ang mga prototyp ay nagsisilbi ng maraming mahahalagang pag -andar:
-
Ang pagpapatunay ng disenyo at pagpipino:
- Form, Fit, at Function (FFF): Pinapayagan ka ng mga prototypes na pisikal na masuri kung tama ang mga sukat, hugis, at tampok ng iyong bahagi, kung naaangkop ito sa iba pang mga sangkap sa isang pagpupulong, at kung isinasagawa nito ang inilaan na pag-andar nito sa isang real-world na kapaligiran.
- Maagang pagtuklas ng depekto: Maraming mga disenyo ng mga bahid o isyu na may kaugnayan sa pagpupulong, ergonomics, o integridad ng istruktura ay maliwanag lamang sa isang pisikal na modelo, hindi sa isang screen. Ang paghuli sa mga maagang ito ay nakakatipid ng napakalawak na oras at gastos sa agos.
- Aesthetic Evaluation: Ang mga prototyp ay nagbibigay ng isang nasasalat na representasyon ng hitsura ng produkto, na nagpapahintulot sa mga aesthetic na pagsasaayos bago gumawa ng mamahaling tooling ng produksyon.
-
Kahusayan ng Gastos:
- Pag -iwas sa magastos na rework: Ang pagbabago ng isang tapos na amag ng produksyon ay sobrang mahal at napapanahon. Kinikilala ng Prototyping ang mga isyu sa disenyo ng paitaas, na nagpapahintulot para sa mababang gastos na digital o mabilis na mga pagsasaayos ng prototype bago maputol ang amag. "Nabigo nang maaga, mabigo mura."
- Pagsubok sa materyal at proseso: Habang madalas na hindi ginawa mula sa pangwakas na materyal ng produksyon o may isang amag ng produksyon, ang mga prototypes ay makakatulong na mapatunayan ang mga aspeto ng materyal na pag -uugali o i -highlight ang mga potensyal na hamon sa paghubog.
-
Pinabilis na oras-sa-merkado: Sa pamamagitan ng pag -stream ng proseso ng pagpapatunay ng disenyo, ang prototyping ay tumutulong upang mabawasan ang pangkalahatang mga siklo ng pag -unlad ng produkto, na nagpapahintulot sa iyo na dalhin ang iyong produkto sa merkado nang mas mabilis.
-
Pinahusay na komunikasyon at pakikipagtulungan: Ang isang pisikal na prototype ay nagsisilbing isang unibersal na wika sa mga taga -disenyo, inhinyero, mga koponan sa marketing, at mga stakeholder. Pinapabilis nito ang mas malinaw na mga talakayan, nakahanay sa mga inaasahan, at tinitiyak na ang lahat ay nasa parehong pahina tungkol sa pangwakas na produkto.
Mga pamamaraan ng prototyping (pre-injection paghuhulma):
Habang ang "prototype injection molding" (gamit ang aluminyo o malambot na mga tool na bakal para sa mga mababang lakas na tumatakbo) ay umiiral, ang mga naunang yugto ng prototyping ay madalas na gumagamit ng iba pang mga pamamaraan:
- 3D Pagpi -print (Additive Manufacturing):
- Mga kalamangan: Labis na mabilis, mabisa para sa mga solong yunit o napakababang dami, nagbibigay-daan para sa mga kumplikadong geometry, at ang mga pagbabago sa disenyo ng iterative ay mabilis.
- Mga Kakulangan: Ang mga materyal na katangian ay karaniwang hindi ginagaya ang aktwal na mga resin sa paghubog ng iniksyon (hal., Lakas, pagtatapos ng ibabaw, mga katangian ng thermal), hindi angkop para sa mataas na dami, at hindi tunay na mapatunayan ang proseso ng paghubog ng iniksyon mismo. Pinakamahusay para sa maagang form at magkasya na mga tseke.
- CNC machining:
- Mga kalamangan: Maaaring makamit ang mataas na katumpakan, gumagana sa isang mas malawak na hanay ng mga plastik na grade-engineering na mas malapit sa pangwakas na mga materyales sa paggawa.
- Mga Kakulangan: Mas mahal at mas mabagal kaysa sa pag -print ng 3D, lalo na para sa mga kumplikadong bahagi; Hindi pa rin ganap na kopyahin ang stress/daloy ng paghuhulma ng iniksyon.
- Vacuum casting (urethane casting):
- Mga kalamangan: Mabuti para sa paggawa ng mga maliliit na batch (10-50 yunit) ng mga bahagi na malapit na gayahin ang mga bahagi ng iniksyon na hinubog sa mga tuntunin ng hitsura at ilang mga mekanikal na katangian, gamit ang mga silicone na hulma mula sa isang pattern ng master.
- Mga Kakulangan: Hindi aktwal na mga materyales sa paghubog ng iniksyon, maaaring magkaroon ng mga limitasyon sa laki at pagiging kumplikado, at para sa napakababang dami lamang.
Pag -unawa sa mga gastos sa tooling at mga oras ng tingga (tool sa amag ng iniksyon):
Ang tooling, o katha ng amag, ay ang pinaka makabuluhang paitaas na pamumuhunan sa paghuhulma ng iniksyon. Ang pag -unawa sa mga gastos at oras ng tingga ay mahalaga para sa pagpaplano ng proyekto at pagbabadyet.
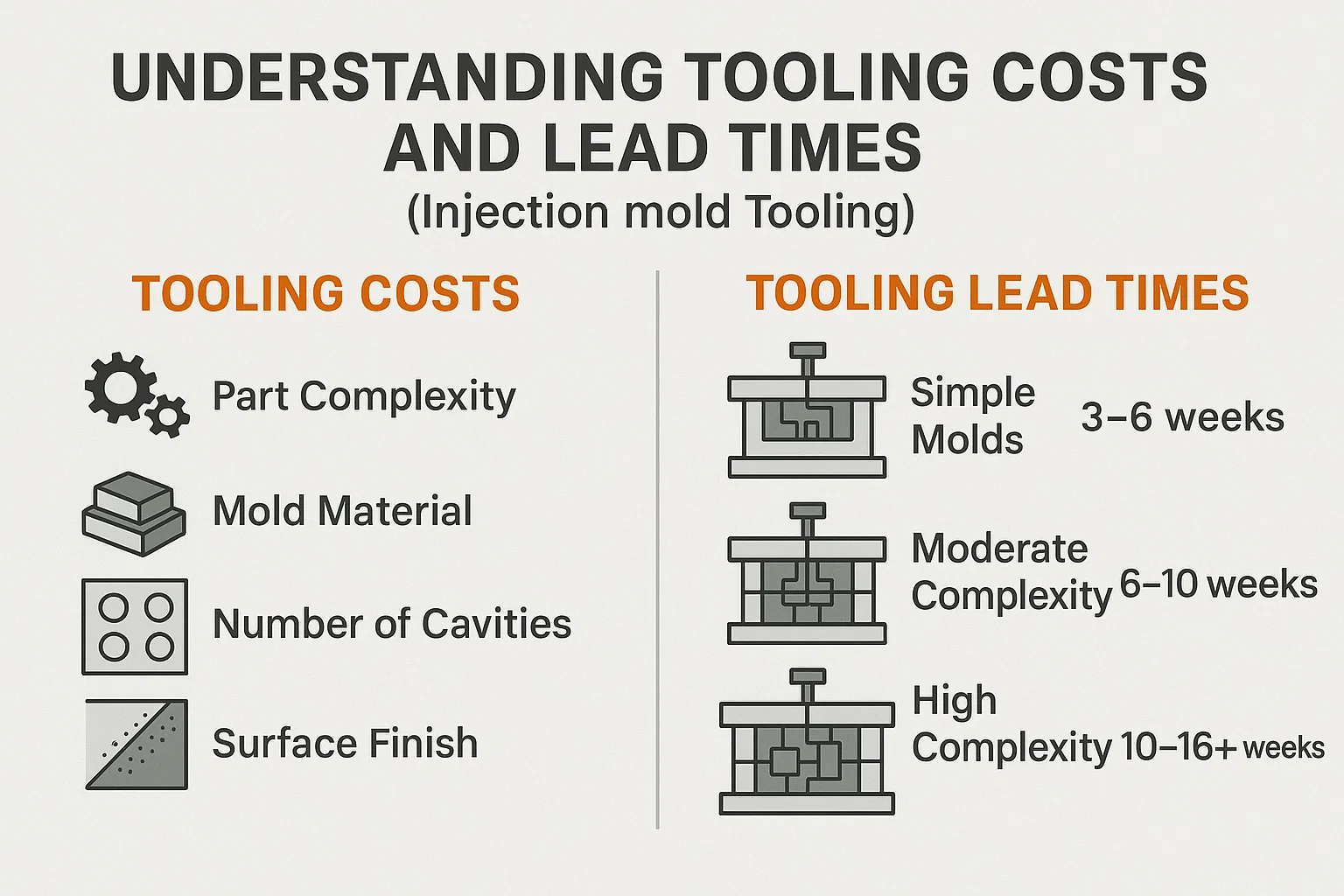
Mga Gastos sa Tooling:
Tulad ng naunang tinalakay sa pagsusuri sa gastos, ang mga gastos sa amag ay naiimpluwensyahan ng:
- Bahagi ng pagiging kumplikado: Ang masalimuot na disenyo na may masikip na pagpaparaya, panloob na mga tampok, undercuts (nangangailangan ng mga slide/lifters), o pinong mga texture ay humihiling ng mas kumplikado at mamahaling disenyo ng amag at mga proseso ng machining (hal., EDM, pagputol ng wire).
- Materyal ng amag:
- Aluminyo (hal., 7075-T6): Hindi gaanong mahal, mas mabilis sa makina, na angkop para sa prototyping o mababang dami ng produksiyon (hal., 1,000 hanggang 10,000 shot). Softer, kaya ang pagsusuot ay maaaring maging isang isyu para sa mataas na dami.
- P20 Steel (Pre-hardened): Isang karaniwang balanse ng gastos at tibay, mabuti para sa produksiyon ng medium-volume (hal., 10,000 hanggang 100,000 shot).
- Hardened Steel (hal., H13, S7, Nak80): Ang pinaka mahal, ngunit nag-aalok ng higit na katigasan, pagsusuot ng pagsusuot, at kahabaan ng buhay, mahalaga para sa paggawa ng mataas na dami (hal., 100,000 hanggang milyon-milyong mga pag-shot) at mga bahagi na nangangailangan ng masikip na pagpapaubaya o mahusay na pagtatapos ng ibabaw.
- Bilang ng mga lukab: Marami pang mga lukab ang nagdaragdag ng paunang gastos sa amag ngunit bawasan ang bawat bahagi na gastos sa pamamagitan ng pagpabilis ng produksyon. Ang isang 4-cavity na amag ay magiging mas mahal kaysa sa isang solong-lukab na amag ngunit makagawa ng mga bahagi ng apat na beses nang mas mabilis.
- Hot Runner kumpara sa Cold Runner System: Ang mga hot runner system ay mas kumplikado at magastos upang maitayo ngunit maalis ang basura ng runner at maaaring mabawasan ang mga oras ng pag-ikot, na nag-aalok ng pangmatagalang pagtitipid para sa paggawa ng mataas na dami. Ang mga malamig na runner molds ay mas simple at mas murang paitaas.
- Tapos na ang ibabaw: Ang mga high-gloss o naka-texture na pagtatapos ay nangangailangan ng mas masalimuot na buli ng amag o etching, pagdaragdag sa gastos.
- Laki ng amag: Ang mga mas malalaking bahagi ay nangangailangan ng mas malaking mga hulma, na kumonsumo ng mas maraming bakal at nangangailangan ng mas maraming oras ng machining.
- Ang overhead at profit ng tagatustos: Nag -iiba ang mga ito sa pagitan ng mga tagagawa.
Mga oras ng tooling lead:
Ang mga oras ng tingga para sa katha ng amag sa Tsina ay maaaring magkakaiba -iba batay sa pagiging kumplikado:
- Simpleng mga hulma (solong lukab, pangunahing geometry, aluminyo/p20 bakal): Maaaring saklaw mula sa 3-6 na linggo .
- Katamtamang pagiging kumplikado (multi-cavity, ilang mga undercuts, p20 bakal): Karaniwan 6-10 linggo .
- Mataas na pagiging kumplikado (multi-cavity, hot runner, kumplikadong undercuts, matigas na bakal): Maaaring tumagal 10-16 linggo .
Kasama sa mga oras na ito ang disenyo, materyal na pagkuha, machining, pagpupulong, at paunang pagsubok (T0 trial). Mahalaga upang makakuha ng isang malinaw na timeline mula sa iyong tagapagtustos at salikin ito sa iyong pangkalahatang iskedyul ng proyekto. Ang mga pagkaantala sa tooling ay direktang nakakaapekto sa iyong oras-sa-merkado.
Ang pagdidisenyo para sa mga pagsasaalang -alang sa paggawa (DFM):
Ang pagdidisenyo para sa pagmamanupaktura (DFM), na madalas na tinutukoy bilang disenyo para sa mahuhusay sa konteksto ng paghuhulma ng iniksyon, ay ang pagsasagawa ng pag-optimize ng disenyo ng isang produkto upang gawing mas madali, mas mabisa, at mas maaasahan sa paggawa gamit ang isang tiyak na proseso. Ang pakikipag -ugnay sa DFM kasama ang iyong kasosyo sa Tsino nang maaga sa yugto ng disenyo ay pinakamahalaga.
Ang mga pangunahing pagsasaalang -alang sa DFM para sa paghubog ng iniksyon ay kasama ang:
- Unipormeng kapal ng pader:
- Prinsipyo: Panatilihin ang pare -pareho ang kapal ng pader sa buong bahagi hangga't maaari.
- Bakit: Ang hindi pantay na kapal ng dingding ay nagdudulot ng hindi pantay na paglamig at pag -urong, na humahantong sa mga depekto tulad ng pag -war, mga marka ng lababo (pagkalumbay), at panloob na mga stress. Ginagawa din nito ang pagpuno ng amag na mas mahirap.
- Paano: Kung ang mga pagkakaiba -iba ay hindi maiiwasan, gumawa ng mga paglilipat nang paunti -unti (hal., Gumamit ng mga fillet).
- Mga anggulo ng draft:
- Prinsipyo: Magdagdag ng isang bahagyang taper sa lahat ng mga patayong pader (ibabaw na kahanay sa direksyon ng pagbubukas ng amag).
- Bakit: Pinapayagan ang bahagi na madaling mag -eject mula sa amag nang hindi nakadikit, kumamot, o deforming. Nang walang sapat na draft, ang mga bahagi ay maaaring matigil, na nangangailangan ng labis na lakas ng ejection na sumisira sa bahagi at amag.
- Rekomendasyon: Ang isang minimum na 0.5-1 degree bawat panig ay madalas na inirerekomenda para sa makinis na mga ibabaw, na may higit pa (hal., 2-5 degree) na kinakailangan para sa mga naka-texture na ibabaw o malalim na tampok.
- Radii at fillet (bilugan na sulok):
- Prinsipyo: Iwasan ang matalim na panloob at panlabas na sulok. Sa halip, gumamit ng mapagbigay na radii (bilugan na panlabas na sulok) at mga fillet (bilugan na panloob na sulok).
- Bakit: Ang mga matulis na sulok ay lumikha ng mga konsentrasyon ng stress (mga puntos kung saan nag -iipon ang stress), na maaaring humantong sa bahagi ng pagbasag sa panahon ng ejection o ginagamit. Pinipigilan din nila ang daloy ng plastik, dagdagan ang pagsusuot ng amag, at maaaring maging mahirap sa makina. Ang mga fillet ay nagtataguyod ng mas maayos na daloy ng materyal at bawasan ang stress.
- Rekomendasyon: Ang panloob na radius ay dapat na perpektong maging hindi bababa sa 0.5 beses ang kapal ng pader, at panlabas na radius 1.5 beses ang kapal ng pader.
- Pag -minimize ng mga undercuts:
- Prinsipyo: Ang isang undercut ay anumang tampok na pumipigil sa isang bahagi mula sa direktang nakuha sa labas ng amag kasama ang direksyon ng pagbubukas (hal., Isang butas sa gilid, isang clip, isang tampok na snap).
- Bakit: Ang mga undercuts ay nangangailangan ng karagdagang, magastos na mga mekanismo ng amag tulad ng mga slide (mga aksyon sa gilid), mga nag -angat, o mga pangunahing paghila upang payagan ang bahagi na ma -ejected. Ang mga ito ay nagdaragdag ng pagiging kumplikado, gastos, at pagpapanatili sa amag.
- Kung paano mapagaan:
- Muling idisenyo: Maaari bang ilipat o muling idisenyo ang tampok na naaayon sa direksyon ng pagbubukas ng amag?
- Core-pull/slide: Kung mahalaga, tanggapin ang idinagdag na gastos sa tooling at pagiging kumplikado.
- Bump-off: Para sa napakaliit, nababaluktot na mga undercuts (hal., Maliit na mga tampok na barbed), ang bahagi ay maaaring magbago nang bahagya sa "paga-off" ang tampok na amag nang walang isang pagkilos sa gilid, ngunit nangangailangan ito ng maingat na disenyo at pagpili ng materyal.
- Lokasyon ng Gate:
- Prinsipyo: Ang madiskarteng paglalagay ng gate (kung saan ang plastik ay pumapasok sa lukab ng amag) ay mahalaga.
- Bakit: Mga impluwensya ng daloy ng materyal, pattern ng pagpuno, potensyal para sa mga linya ng weld, mga marka ng lababo, at gate vestige (ang maliit na marka na naiwan kung saan tinanggal ang runner).
- Mga pagsasaalang -alang: Karaniwang inilalagay sa pinakamakapal na seksyon ng bahagi upang matiyak ang wastong pagpuno at pag-iimpake, o sa isang lugar na hindi cosmetic. Ang software ng daloy ng amag ay maaaring gayahin ang pinakamainam na paglalagay ng gate.
- Ejector pin Placement:
- Prinsipyo: Ilagay ang mga pin ng ejector sa mga lugar na hindi makompromiso ang mga aesthetics o pag -andar, na may perpektong sa mahigpit na mga tampok o kung saan katanggap -tanggap ang mga marka.
- Bakit: Tinitiyak ang makinis na pag -ejection nang walang pagpapapangit o pagsira sa bahagi.
- Mga pagsasaalang -alang: Tiyakin na ang sapat na mga pin ng ejector ay ginagamit, lalo na malapit sa mga buto -buto o bosses, upang ipamahagi nang pantay ang lakas ng ejection.
- Mga buto -buto at bosses:
- Prinsipyo: Gumamit ng mga buto -buto upang magdagdag ng lakas at higpit nang walang pagtaas ng pangkalahatang kapal ng pader. Ang mga boss ay cylindrical protrusions na ginagamit para sa pag -mount, pangkabit, o paghahanap.
- Bakit: Mahusay na paggamit ng materyal para sa integridad ng istruktura.
- Disenyo: Ang kapal ng rib ay dapat na karaniwang 40-60% ng kapal ng nominal na pader upang maiwasan ang mga marka ng lababo. Ang mga bosses ay dapat na idinisenyo na may sapat na draft at isang cored-out center para sa pantay na kapal ng pader.
- Tolerance:
- Prinsipyo: Tukuyin ang mga pagpapaubaya lamang nang masikip bilang kinakailangan ng pag -andar.
- Bakit: Napakahigpit na pagpapahintulot na madaragdagan ang gastos sa amag, oras ng tool ng tool, kahirapan sa paggawa, at mga gastos sa inspeksyon.
- Mga pagsasaalang -alang: Talakayin ang makakamit na pagpapahintulot sa iyong tagagawa batay sa materyal, laki ng bahagi, at uri ng amag.
Pamamahala ng produksiyon at logistik
Kapag natapos at naaprubahan ang iyong amag, at nagsisimula ang paggawa, ang pokus ay nagbabago sa pangangasiwa sa proseso ng pagmamanupaktura at tinitiyak ang mahusay, mabisang gastos sa paghahatid ng iyong mga natapos na bahagi. Ang pamamahala ng mga takdang oras ng produksyon, pagpapadala, at kaugalian ay maaaring maging kumplikado, ngunit may wastong pagpaplano at komunikasyon, ito ay isang mapapamahalaan na proseso.
![]()
Mga takdang oras ng paggawa at mga oras ng tingga:
Ang pag -unawa sa mga kadahilanan na nakakaimpluwensya sa mga oras ng tingga ng produksyon ay mahalaga para sa pagtatakda ng makatotohanang mga inaasahan at pagpaplano ng iyong supply chain.
- Oras ng tooling lead (tulad ng tinalakay): Ito ang paunang, madalas na pinakamahabang, oras ng tingga. Kapag kumpleto at napatunayan ang amag, ang aktwal na bahagi ng paggawa ay maaaring napakabilis.
- Dami ng Produksyon:
- Mababa hanggang daluyan na dami: Para sa mas maliit na mga pagtakbo (hal., Ilang libong hanggang libu -libong mga bahagi), ang produksyon ay maaaring makumpleto sa loob ng ilang araw hanggang sa ilang linggo, depende sa pagiging kumplikado ng bahagi at ang bilang ng mga lukab ng amag.
- Mataas na dami/paggawa ng masa: Para sa daan -daang libo o milyon -milyong mga bahagi, ang paggawa ay magiging isang patuloy na proseso. Habang ang oras ng pag -ikot Ang bawat bahagi ay napakabilis, ang pangkalahatang run ng produksiyon maaaring span linggo o buwan. Ang mga tagagawa ay madalas na mag -iskedyul ng iyong produksyon sa mga tiyak na makina at paglilipat.
- Bahagi ng pagiging kumplikado at oras ng pag -ikot: Ang mga mas simpleng bahagi na may mas maiikling oras ng pag -ikot ay natural na makagawa nang mas mabilis kaysa sa mga kumplikadong bahagi na nangangailangan ng mas mahabang paglamig o masalimuot na pangalawang operasyon.
- Availability ng materyal: Tiyakin na ang iyong napiling materyal ay madaling magagamit upang maiwasan ang mga pagkaantala. Ang ilang mga dalubhasa o pasadyang kulay na materyales ay maaaring mas mahaba ang mga oras ng tingga mula sa tagapagtustos ng dagta hanggang sa pabrika ng paghubog.
- Pangalawang operasyon: Kung ang iyong mga bahagi ay nangangailangan ng mga proseso ng post-molding tulad ng pagpipinta, pag-print, pagpupulong, o dalubhasang packaging, ito ay magdaragdag sa pangkalahatang oras ng tingga ng produksyon. Tiyakin na ang mga ito ay isinalin sa sinipi na timeline.
- Mga Pamamaraan sa Kontrol ng Kalidad: Ang lawak at lakas ng in-process at pangwakas na kalidad na inspeksyon ay maimpluwensyahan din ang pangkalahatang iskedyul ng produksyon.
- Pag -load at pag -iskedyul ng pabrika: Ang kasalukuyang pila at kapasidad ng produksyon ng tagagawa ay maglaro ng isang mahalagang papel. Laging talakayin ang tinantyang mga oras ng tingga sa iyong tagapagtustos at humiling ng isang detalyadong iskedyul ng produksyon.
- Piyesta Opisyal: Ang pambansang pista opisyal ng Tsino (lalo na ang Bagong Taon ng Tsino, Golden Week, at Dragon Boat Festival) ay maaaring maging sanhi ng makabuluhang mga pag -shutdown ng pabrika at mga pagkaantala ng logistik. Planuhin ang iyong iskedyul ng produksiyon sa paligid ng mga panahong ito.
Mga estratehiya para sa pamamahala ng mga takdang oras ng produksyon:
- Malinaw na komunikasyon: Panatilihin ang tuluy -tuloy at malinaw na komunikasyon sa iyong tagapagtustos. Humiling ng mga regular na pag -update sa katayuan ng produksiyon, kabilang ang mga larawan o video ng linya ng paggawa.
- Detalyadong Iskedyul ng Produksyon: Humingi ng tsart ng Gantt o isang detalyadong timeline para sa bawat yugto ng paggawa.
- Mga pangunahing tagapagpahiwatig ng pagganap (KPI): Sumang -ayon sa mga tiyak na KPI, tulad ng pang -araw -araw na output ng produksyon, mga rate ng depekto, at mga petsa ng paghahatid.
- Pre-production meeting: Magsagawa ng isang masusing pre-production meeting (virtual o in-person) upang suriin ang lahat ng mga pagtutukoy, pamantayan sa kalidad, at mga takdang oras bago magsimula ang produksyon.
- Pagpaplano ng Contingency: Laging bumuo ng ilang oras ng buffer sa iyong iskedyul para sa hindi inaasahang pagkaantala (hal., Mga kakulangan sa materyal, pagkasira ng makina, mga isyu sa kalidad, mga pagkaantala sa pagpapadala).
Mga pagsasaalang -alang sa pagpapadala at logistik Kapag nag -import mula sa China:
Ang pag -import ng mga kalakal mula sa Tsina ay nagsasangkot ng maraming mga hakbang at nangangailangan ng maingat na pagpaplano upang matiyak na ang iyong mga produkto ay ligtas na dumating, sa oras, at sa loob ng badyet.
-
Incoterms (International Commercial Terms): Ang mga ito ay pandaigdigang kinikilalang mga termino na linawin ang mga responsibilidad ng mga mamimili at nagbebenta para sa paghahatid ng mga kalakal sa ilalim ng mga kontrata sa pagbebenta. Krusial para sa pagtukoy kung sino ang magbabayad para sa kung ano at sino ang may pananagutan sa iba't ibang yugto ng pagpapadala.
- Exw (ex gumagana): Ang mamimili ay may pananagutan para sa lahat ng mga gastos at panganib mula sa gate ng pabrika. Pinakamurang presyo ng yunit mula sa pabrika, ngunit pinaka -kumplikado para sa mamimili.
- Fob (libre sa board): Ang nagbebenta (pabrika) ay may pananagutan sa paghahatid ng mga kalakal sa pinangalanang port ng kargamento at paglo -load ito sa sisidlan. Ipinapalagay ng mamimili
- CIF (gastos, seguro, at kargamento) / CFR (gastos at kargamento): Nagbabayad ang nagbebenta para sa gastos ng transportasyon at seguro (CIF) o transportasyon (CFR) lamang sa pinangalanan na port ng patutunguhan. Ang mga paglilipat ng peligro sa mamimili kapag ang mga kalakal ay na -load sa sisidlan sa Port of Origin. Mas kaunting kontrol para sa mamimili.
- DDP (naihatid na tungkulin na bayad): Ang nagbebenta ay may pananagutan para sa lahat ng mga gastos at panganib, kabilang ang mga clearance ng kaugalian at pag -import, hanggang sa maihatid ang mga kalakal sa tinukoy na patutunguhan ng mamimili. Karamihan sa maginhawa para sa mamimili, ngunit mas mataas ang presyo ng nagbebenta.
- Rekomendasyon: Para sa karamihan ng mga negosyo, Fob ay isang mahusay na balanse, nag -aalok ng control control habang ang pagkakaroon ng pabrika ay hawakan ang paunang binti. Kung bago ka sa pag -import, DDP nag -aalok ng pagiging simple ngunit madalas sa isang mas mataas na gastos na ipinasa ng tagapagtustos.
-
Pagpili ng isang paraan ng pagpapadala:
- Sea Freight (karagatan ng karagatan):
- Mga kalamangan: Karamihan sa mga epektibong gastos para sa malalaking dami, mabigat, o napakalaking kalakal. Kaibigan sa kapaligiran.
- Mga Kakulangan: Mahabang mga oras ng pagbibiyahe (karaniwang 3-6 na linggo sa North America/Europe, kasama ang clearance ng customs). Hindi gaanong nababaluktot.
- Fcl (buong pag -load ng lalagyan): Magbabayad ka at gumamit ng isang buong lalagyan ng pagpapadala (20ft o 40ft). Karamihan sa mga epektibong gastos sa bawat yunit para sa malalaking dami.
- LCL (mas mababa sa pag -load ng lalagyan): Ang iyong mga kalakal ay nagbabahagi ng puwang ng lalagyan sa iba pang mga pagpapadala. Gastos-epektibo para sa mas maliit na volume na hindi sapat upang punan ang isang buong lalagyan, ngunit madalas na may bahagyang mas mahaba ang pagbibiyahe at mga oras ng paghawak.
- Air Freight:
- Mga kalamangan: Pinakamabilis na oras ng pagbibiyahe (karaniwang 3-7 araw). Tamang-tama para sa mga kagyat na pagpapadala, mga kalakal na may mataas na halaga, o maliit, magaan na item.
- Mga Kakulangan: Makabuluhang mas mahal kaysa sa kargamento ng dagat. Ang mga gastos ay batay sa timbang o volumetric na timbang, alinman ang mas malaki.
- Express Courier (hal., DHL, FedEx, UPS):
- Mga kalamangan: Ang pinakamabilis (1-5 araw), serbisyo sa pinto-sa-pinto, ay madalas na humahawak sa clearance ng kaugalian para sa iyo. Tamang -tama para sa mga sample, prototypes, o napakaliit, kagyat na pagpapadala.
- Mga Kakulangan: Karamihan sa mahal, hindi angkop para sa mas malaki o mas mabibigat na pagpapadala dahil sa gastos.
- Sea Freight (karagatan ng karagatan):
-
Mga Forward ng Freight:
- Papel: Ang mga freight forwarder ay mga eksperto sa logistik na humahawak sa pagiging kumplikado ng internasyonal na pagpapadala. Nag -book sila ng puwang ng kargamento, naghahanda ng dokumentasyon, pamahalaan ang clearance ng kaugalian, at ayusin ang transportasyon sa lupain.
- Mga Pakinabang: Pinasimple ang proseso, madalas na makipag -ayos ng mas mahusay na mga rate dahil sa dami ng dami, at magbigay ng kadalubhasaan sa mga regulasyon sa pag -navigate.
- Rekomendasyon: Maliban kung mayroon kang makabuluhang karanasan at dami, ang paggamit ng isang kagalang -galang na kargamento ng kargamento (batay sa China o sa iyong sariling bansa) ay lubos na inirerekomenda.
-
Packaging:
- Kahalagahan: Ang wastong packaging ay mahalaga upang maprotektahan ang iyong mga bahagi sa panahon ng pagbibiyahe.
- Mga pagsasaalang -alang: Gumamit ng mga matibay na karton, naaangkop na panloob na packaging (hal., Bubble wrap, foam insert, pasadyang mga tray) upang maiwasan ang mga gasgas o pinsala, at matiyak ang papag para sa mas malaking pagpapadala. Malinaw na label ang lahat ng mga karton na may impormasyon ng produkto, dami, at paghawak ng mga tagubilin.
Mga Tungkulin sa Customs at Pag -import:
Ang pag -navigate ng mga regulasyon sa kaugalian at pagkalkula ng mga tungkulin sa pag -import ay isang kritikal, at madalas na kumplikado, bahagi ng pag -import mula sa China.
-
Harmonized System (HS) Mga Code:
- Kahalagahan: Ang bawat produkto na na -import sa buong mundo ay inuri sa ilalim ng isang tiyak na code ng HS. Tinutukoy ng code na ito ang naaangkop na mga tungkulin sa pag -import at regulasyon sa patutunguhang bansa.
- Aksyon: Makipagtulungan sa iyong tagapagtustos at/o kargamento ng kargamento upang tumpak na matukoy ang tamang code ng HS para sa iyong mga bahagi na may plastik na iniksyon. Ang maling pag -uuri ay maaaring humantong sa mga pagkaantala, multa, o hindi tamang pagbabayad ng tungkulin. Ang mga karaniwang HS code para sa mga produktong plastik ay karaniwang nagsisimula sa Kabanata 39 (plastik at artikulo nito).
-
Pagpapahalaga sa Customs:
- Prinsipyo: Ang mga tungkulin ay karaniwang kinakalkula batay sa "halaga ng kaugalian" ng mga kalakal, na karaniwang kasama ang gastos ng mga kalakal, kung minsan ay papasok na kargamento, at seguro, depende sa mga incoterms.
-
Mga tungkulin sa pag -import (mga taripa):
- Tukoy sa bansa: Ang mga rate ng tungkulin ay nag -iiba nang malaki sa bansa ng pag -import at ang tukoy na code ng HS.
- Mga Kasunduan sa Kalakal: Suriin kung ang iyong bansa ay may libreng kasunduan sa kalakalan (FTA) sa Tsina na maaaring mabawasan o maalis ang mga tungkulin sa ilang mga kalakal.
- Karagdagang mga taripa: Magkaroon ng kamalayan ng anumang karagdagang mga taripa, tulad ng seksyon 301 na mga taripa na ipinataw ng US sa ilang mga kalakal na Tsino (kabilang ang maraming mga produktong plastik at tooling). Ang mga ito ay maaaring makabuluhang dagdagan ang iyong landed cost. Sa huli na 2024 / kalagitnaan ng 2025, ang mga taripa na ito ay may bisa pa rin para sa maraming mga plastik na iniksyon na hinubog na mga kalakal at tooling mula sa China hanggang sa US. Mahalaga na salikin ang mga ito sa iyong mga kalkulasyon ng gastos.
- Aksyon: Kumunsulta sa website ng kaugalian ng iyong bansa (hal., USITC para sa Estados Unidos, ang iyong National Customs Agency) o isang customs broker upang makuha ang pinaka-napapanahong mga rate ng tungkulin para sa iyong tukoy na code ng HS at bansa na pinagmulan.
-
Halaga na idinagdag na buwis (VAT) / buwis at serbisyo sa buwis (GST):
- Kahalagahan: Karamihan sa mga bansa ay magbibigay ng isang VAT o GST sa mga na -import na kalakal, karaniwang kinakalkula sa halaga ng kaugalian kasama ang anumang mga tungkulin. Ito ay karaniwang na-reclaimable ng mga negosyo na nakarehistro ng VAT.
-
Kinakailangan na dokumentasyon:
- Komersyal na Invoice: Mahalagang dokumento na nagdedetalye ng transaksyon, kabilang ang impormasyon ng nagbebenta/bumibili, paglalarawan ng produkto, dami, presyo ng yunit, kabuuang halaga, at mga incoterms.
- Listahan ng Packing: Itemize ang mga nilalaman ng bawat pakete, kabilang ang mga timbang at sukat.
- Bill of Lading (para sa Sea Freight) / Air Waybill (para sa Air Freight): Ang kontrata ng karwahe at pagtanggap ng mga kalakal.
- Sertipiko ng Pinagmulan: Kinukumpirma ang bansa kung saan ang mga kalakal ay ginawa, mahalaga para sa mga tungkulin at kasunduan sa kalakalan.
- Iba pang mga sertipikasyon: Depende sa produkto, maaaring kailanganin mo ang mga materyal na sertipikasyon, mga dokumento sa pagsunod sa kaligtasan (hal., CE, ROHS, FDA), o mga ulat sa pagsubok.
-
Mga Broker ng Customs:
- Papel: Ang mga lisensyadong propesyonal na dalubhasa sa clearance ng kaugalian. Naghahanda sila at nagsumite ng dokumentasyon, kalkulahin ang mga tungkulin, at makipag -usap sa mga awtoridad sa kaugalian sa iyong ngalan.
- Mga Pakinabang: Krusial para sa pag -navigate ng mga kumplikadong regulasyon sa kaugalian, pag -iwas sa mga pagkaantala, at pagtiyak ng pagsunod. Lubhang inirerekomenda maliban kung mayroon kang kadalubhasaan sa bahay.

