
Sa mundo ng pagmamanupaktura, paghuhulma ng iniksyon ay isang malakas na proseso na ginamit upang lumikha ng lahat mula sa mga dashboard ng kotse hanggang sa mga takip ng bote. Gayunpaman, kahit na sa modernong teknolohiya, maaaring mangyari ang mga depekto. Ang isa sa mga pinaka -karaniwang at nakakabigo sa mga ito ay ang Maikling pagbaril . Ang depekto na ito ay hindi lamang mukhang masama; Lumilikha ito ng isang hindi gumagana na bahagi, na humahantong sa mga nasayang na materyales, pagkaantala ng produksyon, at mas mataas na gastos. Ang pag -unawa kung bakit nangyayari ang mga maikling pag -shot at kung paano ayusin ang mga ito ay mahalaga para sa sinumang kasangkot sa paggawa ng plastik na bahagi. Ang gabay na ito ay lalakad sa iyo sa mga sanhi, solusyon, at mga pamamaraan ng pag-iwas upang matulungan kang makagawa ng mataas na kalidad, kumpletong mga bahagi sa bawat oras.
Ano ang isang maikling pagbaril sa paghubog ng iniksyon?
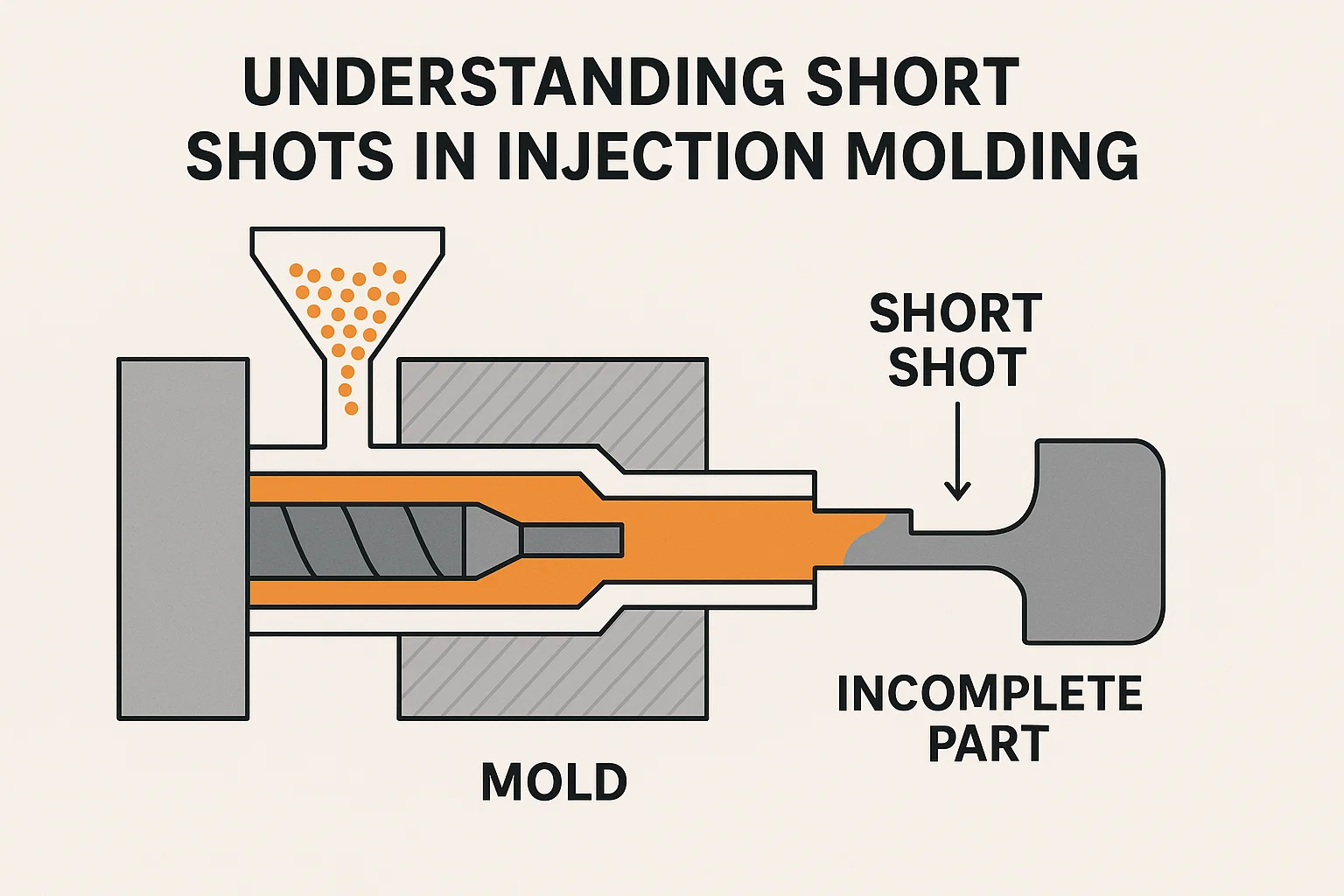
Simpleng ilagay, a Maikling pagbaril ay isang kakulangan sa paghubog kung saan ang tinunaw na plastik na dagta ay nabigo upang ganap na punan ang lukab ng amag. Sa halip na isang kumpleto, perpektong bahagi, nagtatapos ka sa isang sangkap na hindi kumpleto o "maikli." Ito ay tulad ng sinusubukan na punan ang isang baso ng tubig ngunit nauubusan bago puno ang baso. Ang resulta ay isang bahagi na nawawalang mga seksyon, madalas sa pinakamalayo na puntos mula sa kung saan na -injected ang plastik. Biswal, ang isang maikling pagbaril ay maaaring lumitaw bilang isang bahagyang nabuo na bahagi, o maaaring magkaroon ito ng isang makinis, bilugan na gilid kung saan huminto ang daloy ng plastik. Dahil ang isang maikling pagbaril ay isang hindi kumpletong bahagi, agad itong hindi magagamit at dapat na mai -scrap. Ito ay madalas na isang sintomas ng mga pinagbabatayan na mga isyu sa makina, amag, o materyal na kailangang masuri at itama.
Ano ang sanhi ng mga maikling pag -shot?
Ang pag -diagnose ng isang maikling pagbaril ay nangangailangan ng isang sistematikong diskarte, dahil ang sanhi ay maaaring magmula sa maraming iba't ibang mga lugar ng proseso ng paghubog ng iniksyon. Ang pinaka -karaniwang mga isyu ay maaaring masubaybayan pabalik sa materyal, ang mga setting ng makina, o ang disenyo ng amag mismo.
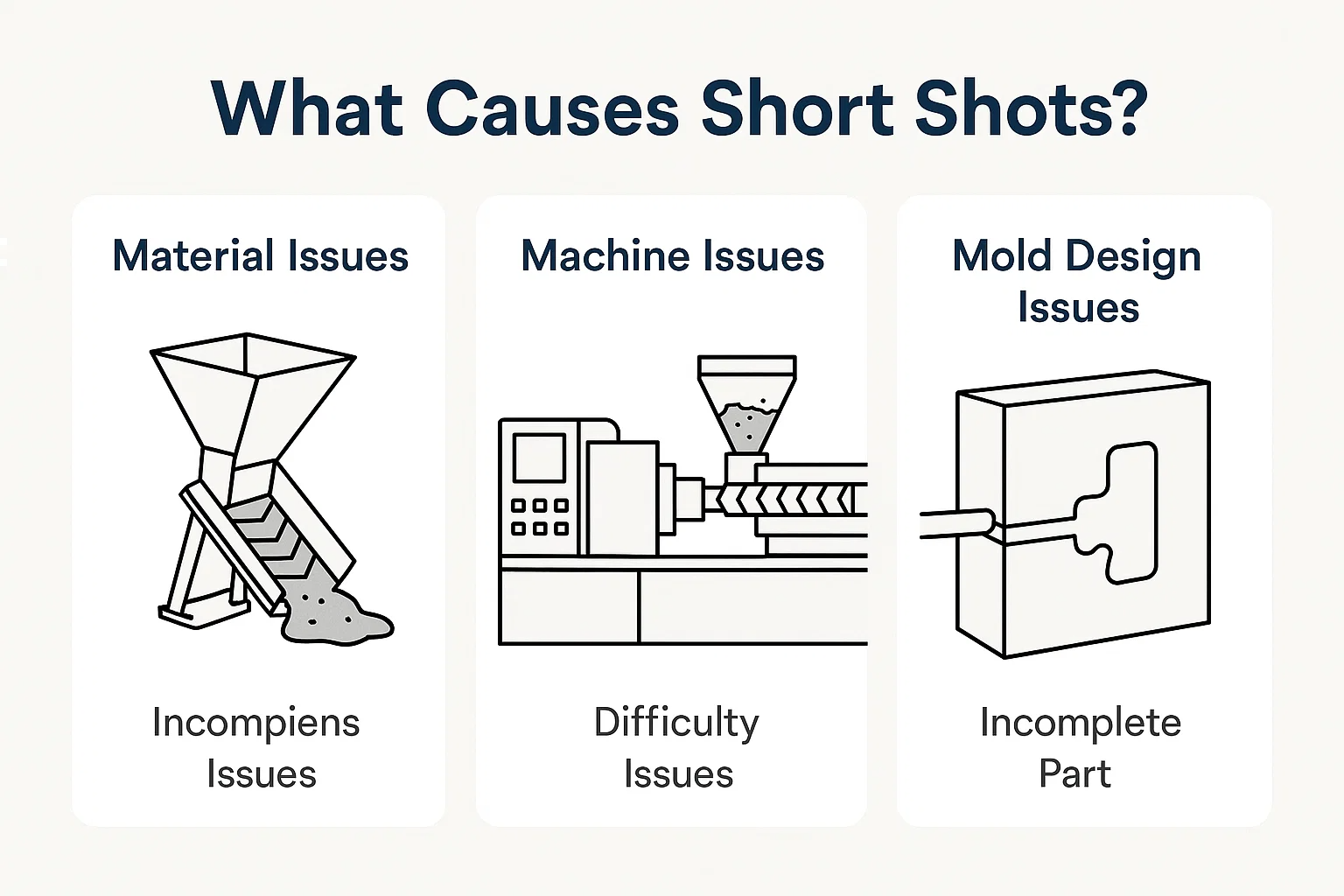
1. Mga isyu sa materyal
Ang mismong plastik na iyong hinuhubog ay maaaring maging ugat ng isang maikling pagbaril. Ang mga isyu sa estado o paghahanda ng dagta ay maaaring maiwasan ang pag -agos nang tama sa amag.
-
Hindi sapat na materyal: Ang pinaka -prangka na sanhi ay simpleng hindi pagkakaroon ng sapat na plastik upang punan ang amag. Maaari itong mangyari kung ang tornilyo ng paghuhulma ng iniksyon ay hindi sumusulong nang sapat upang itulak ang kinakailangang dami ng plastik, o kung mayroong isang pagbara sa sistema ng feed.
-
Mga Solusyon: Suriin ang materyal na hopper ng makina at mekanismo ng pagpapakain upang matiyak na hindi ito walang laman o naharang. Dagdagan ang laki ng pagbaril sa control panel ng makina upang maihatid ang isang mas malaking dami ng materyal.
-
-
Maling temperatura ng matunaw: Kung ang plastik ay hindi pinainit sa tamang temperatura, ang lagkit nito (ang paglaban nito sa daloy) ay masyadong mataas. Ang isang makapal, "malamig" ay natutunaw na mga pakikibaka upang dumaloy sa mga makitid na runner at pintuan at maaaring palakasin bago mapunan ang buong lukab.
-
Mga Solusyon: Kumunsulta sa Datasheet ng Material Supplier para sa inirekumendang saklaw ng temperatura ng matunaw. Ayusin ang temperatura ng baril at nozzle heater sa makina upang madagdagan ang temperatura ng plastik at babaan ang lagkit nito.
-
-
Viscosity ng materyal: Kahit na sa tamang temperatura, ang ilang mga plastik ay likas na mas malapot (mas makapal) kaysa sa iba. Ang mga materyales tulad ng polycarbonate at high-effects polystyrene ay maaaring maging mas madaling kapitan ng mga maikling shot dahil sa kanilang mga katangian ng daloy. Bilang karagdagan, ang kahalumigmigan sa hygroscopic plastik (ang mga sumisipsip ng tubig, tulad ng naylon) ay maaaring maging sanhi ng mga ito na magpabagal at mawala ang kanilang mga katangian ng daloy.
-
Mga Solusyon: Tiyakin na ang mga materyales ay maayos na natuyo bago gamitin ayon sa mga pagtutukoy ng tagagawa. Isaalang-alang ang paggamit ng isang mas mababang Viscosity grade ng parehong materyal, o isang iba't ibang materyal sa kabuuan na may mas mahusay na mga katangian ng daloy.
-
2. Mga Isyu sa Machine
Ang mga setting sa iyong machine ng paghubog ng iniksyon ay kritikal. Kahit na sa tamang materyal at amag, ang mga hindi tamang mga parameter ay madaling humantong sa isang maikling pagbaril.
-
Hindi sapat na presyon ng iniksyon: Ang presyon ay ang puwersa na nagtutulak sa tinunaw na plastik sa amag. Kung ang presyon ng iniksyon ay masyadong mababa, ang plastik ay hindi magkakaroon ng sapat na puwersa upang maglakbay sa pinakamalayo na mga dulo ng lukab.
-
Mga Solusyon: Dagdagan ang setting ng presyon ng iniksyon sa makina. Kadalasan ito ang una at pinakasimpleng solusyon upang subukan. Gayunpaman, maging maingat na huwag gumamit ng labis na presyon, dahil maaari itong maging sanhi ng iba pang mga depekto tulad ng flash.
-
-
Maling bilis ng iniksyon: Ang bilis kung saan ang plastik ay na -injected ay gumaganap din ng isang mahalagang papel. Kung ang bilis ay masyadong mabagal, ang plastik ay maaaring magsimulang palamig at palakasin ang prematurely bago puno ang lukab. Ito ay totoo lalo na para sa mga manipis na may pader na bahagi.
-
Mga Solusyon: Dagdagan ang bilis ng iniksyon. Ang isang mas mabilis na rate ng iniksyon ay maaaring makatulong sa plastik na maabot ang lahat ng mga bahagi ng amag bago mawala ang init at lagkit.
-
-
Mga problema sa bentilasyon: Habang pinupuno ng plastik ang isang amag, ang hangin na nakulong sa loob ay dapat magkaroon ng isang paraan upang makatakas. Kung ang mga vent ng amag ay naharang o hindi wastong laki, ang nakulong na hangin ay lilikha ng isang backpressure na lumalaban sa daloy ng plastik, epektibong "pag -ikot" ng pagbaril.
-
Mga Solusyon: Linisin ang mga vents ng amag at mga linya ng paghihiwalay. Tiyakin na ang lalim ng vent ay tama (karaniwang 0.0005 hanggang 0.001 pulgada o 0.013 hanggang 0.025 mm). Isaalang -alang ang pagdaragdag ng mga karagdagang vent o isang Vacuum venting system para sa mga kumplikadong hulma.
-
3. Mga isyu sa disenyo ng amag
Kahit na may perpektong mga setting ng materyal at makina, ang isang hindi magandang dinisenyo na amag ay maaaring gawin itong imposible upang makabuo ng isang kumpletong bahagi. Ang mga isyung ito ay madalas na pinaka -mapaghamong malutas dahil nangangailangan sila ng mga pisikal na pagbabago sa tooling.
-
Laki ng Gate at Lokasyon: Ang gate ay ang pagbubukas kung saan ang tinunaw na plastik ay pumapasok sa lukab ng amag.
-
Laki ng Gate: Kung ang gate ay napakaliit, maaari itong kumilos bilang isang paghihigpit, na pumipigil sa sapat na materyal mula sa pag -agos sa lukab. Ang alitan mula sa isang maliit na gate ay maaari ring maging sanhi ng materyal na palamig nang una.
-
Mga Solusyon: Palakihin ang laki ng gate. Ang isang mas malawak o mas makapal na gate ay nagbibigay -daan para sa isang mas mabilis at mas mahusay na daloy ng plastik.
-
-
Lokasyon ng Gate: Ang isang hindi wastong matatagpuan na gate ay maaari ring humantong sa isang maikling pagbaril, lalo na kung malayo ito sa mga lugar na kailangang mapunan nang huli. Pinatataas nito ang haba ng daloy at ang panganib ng paglamig ng plastik bago ito maabot ang dulo ng lukab.
-
Mga Solusyon: Ilipat ang gate sa isang mas sentral o pinakamainam na posisyon upang matiyak na ang lahat ng mga lugar ng bahagi ay maaaring mapunan nang pantay -pantay. Para sa mga kumplikadong bahagi, maaaring kailanganin ang maraming mga pintuan.
-
-
-
Disenyo ng System ng Runner: Ang runner system ay isang network ng mga channel na nagdidirekta sa plastik mula sa machine nozzle hanggang sa mga pintuan.
-
Laki ng Runner at Layout: Ang isang runner system na napakaliit o masyadong mahaba ay maaaring maging sanhi ng isang makabuluhang pagbagsak ng presyon, nangangahulugang walang sapat na puwersa upang itulak ang plastik sa lahat ng paraan hanggang sa dulo ng lukab ng amag.
-
Mga Solusyon: Dagdagan ang diameter ng mga runner upang mabawasan ang pagkawala ng presyon at pagbutihin ang daloy. Muling idisenyo ang layout ng runner upang maging mas direkta at balanseng, tinitiyak ang lahat ng mga lukab (sa isang multi-cavity mold) punan ang parehong rate.
-
-
-
Kapal ng pader: Ang mga manipis na seksyon ng dingding sa isang disenyo ng bahagi ay maaaring maging isang pangunahing sanhi ng mga maikling pag -shot. Molten plastic cools napakabilis, at kung kailangan itong dumaloy sa isang napaka manipis na lugar, maaari itong palakasin bago maabot ang kabilang panig, na lumilikha ng isang hindi kumpletong bahagi.
-
Mga Solusyon: Baguhin ang disenyo ng bahagi upang madagdagan ang kapal ng pader sa mga may problemang lugar. Bagaman hindi ito laging posible, ito ay isang mahalagang pagsasaalang -alang sa panahon ng paunang yugto ng disenyo. Para sa umiiral na mga hulma, maaaring kailanganin mong gumamit ng isang mas likido na materyal, mas mataas na temperatura, o mas mabilis na bilis ng iniksyon upang mabayaran.
-
Paano makilala ang mga maikling shot
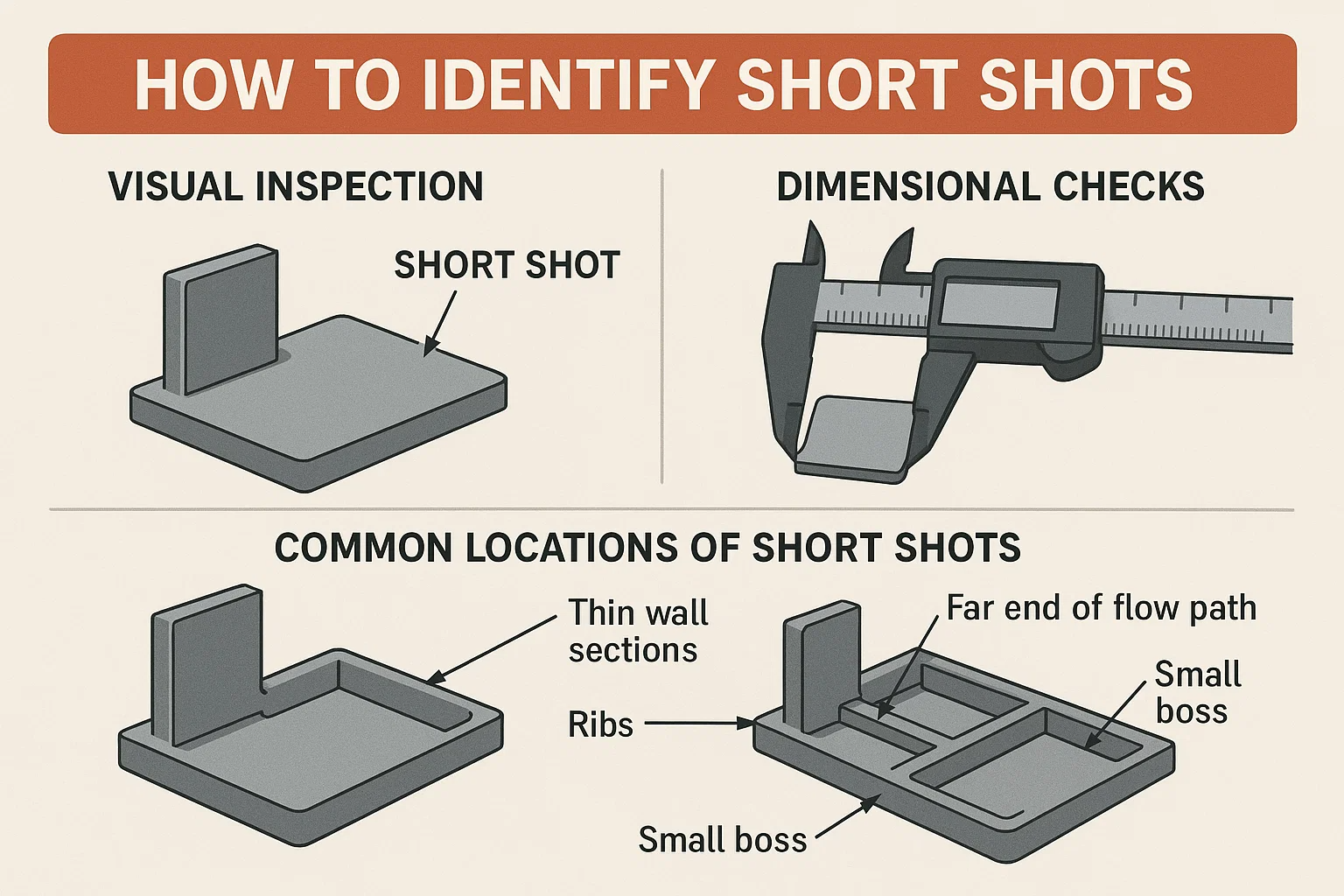
Ang pagkilala sa isang maikling pagbaril ay karaniwang prangka, dahil ito ay isang napaka -nakikita na depekto. Gayunpaman, ang isang sistematikong diskarte ay tumutulong upang kumpirmahin ang isyu at matukoy ang eksaktong lokasyon nito, na mahalaga para sa epektibong pag -aayos.
Visual inspeksyon
Ang pinaka -karaniwang paraan upang makita ang isang maikling pagbaril ay sa pamamagitan ng isang mabilis na visual na tseke. Ang isang maikling pagbaril ay agad na halata dahil ang bahagi ay hindi kumpleto. Mapapansin mo na ang mga seksyon ng bahagi ay nawawala o na ang bahagi ay biglang nagtatapos sa isang bilugan, hindi natapos na gilid kung saan tumigil ang daloy ng plastik. Ito ay karaniwang isang makinis, hubog na ibabaw dahil ang pag -igting sa ibabaw ng tinunaw na plastik ay nagdudulot nito upang hilahin nang bahagya habang ito ay nagpapatibay. Ito ay isang tanda na tanda na ang lukab ng amag ay hindi napuno.
Dimensional na mga tseke
Habang ang isang visual na tseke ay madalas na sapat, ang pagsasagawa ng isang dimensional na tseke ay maaaring magbigay ng mas tiyak na impormasyon, lalo na para sa mga bahagi na may kumplikadong geometry. Kung mayroon kang isang bahagi na mukhang Halos Kumpletuhin ngunit hindi ka sigurado, sukatin ang haba, lapad, at taas. Ang isang maikling pagbaril ay mabibigo upang matugunan ang mga kinakailangang sukat, dahil ang bahagi ay hindi napuno ang buong lukab ng amag. Para sa mga bahagi na may manipis na pader, ang isang maikling pagbaril ay maaaring hindi malinaw na malinaw sa una, ngunit ang isang dimensional na tseke ay makumpirma ang problema.
Mga karaniwang lokasyon ng mga maikling pag -shot
Ang mga maikling shot halos palaging nangyayari sa dulo ng landas ng daloy , na kung saan ay ang punto na pinakamalayo mula sa gate kung saan ang plastik ay pumapasok sa lukab. Ang tinunaw na plastik ay nawawala ang init at presyon habang naglalakbay, kaya ang mga huling lugar upang punan ang pinaka -madaling kapitan ng isang maikling pagbaril. Ang mga lugar na ito ay madalas:
-
Manipis na mga seksyon ng dingding.
-
Mga buto -buto o maliit na bosses.
-
Mga tampok na isang mahabang distansya mula sa gate.
-
Mga lugar na may mahirap o walang venting.
Sa pamamagitan ng pag -alam kung saan titingnan, maaari mong mabilis na kumpirmahin ang isang maikling pagbaril at simulang maiugnay ito sa mga potensyal na sanhi na tinalakay kanina.
Mga solusyon para sa mga maikling pag -shot
Ang paglutas ng isang maikling pagbaril ay nangangailangan ng isang madiskarteng diskarte. Madalas na pinakamahusay na magsimula sa pinakamadali at pinaka-epektibong mga solusyon bago lumipat sa mas kumplikado at mamahaling. Magsimula sa mga setting ng makina, pagkatapos ay isaalang -alang ang materyal, at sa wakas, tingnan ang multo mismo.
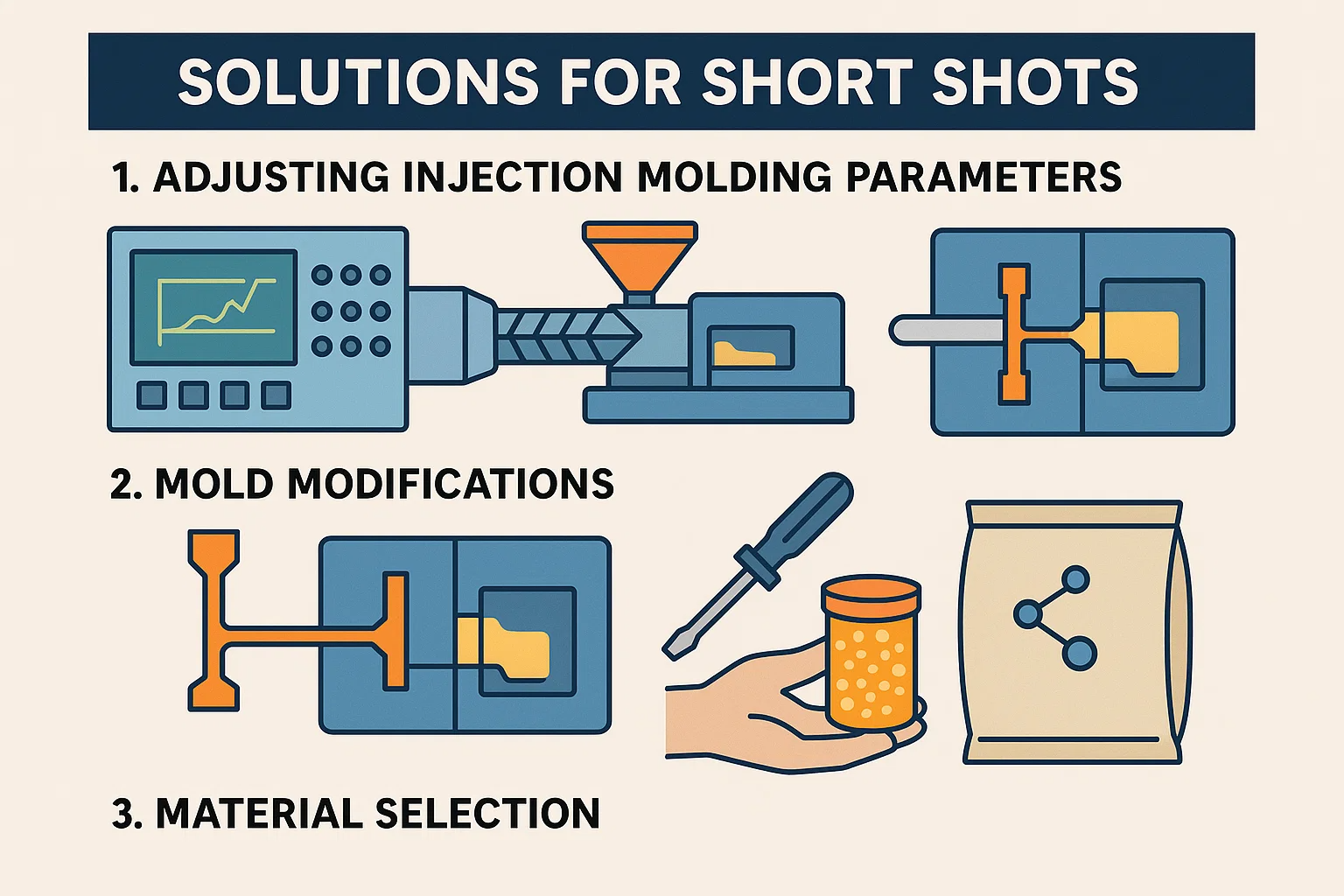
1. Pag -aayos ng mga parameter ng paghubog ng iniksyon
Ang pinakamabilis at pinaka -karaniwang paraan upang ayusin ang isang maikling pagbaril ay sa pamamagitan ng paggawa ng mga pagsasaayos sa mga setting ng makina. Ang mga pagbabagong ito ay madalas na gawin sa control panel nang hindi tumitigil sa paggawa ng matagal.
-
Pagtaas ng presyon ng iniksyon: Ito ay karaniwang ang una at pinaka -epektibong solusyon. Sa pamamagitan ng pagdaragdag ng presyon, binibigyan mo ang tinunaw na plastik na higit na lakas upang maglakbay sa pamamagitan ng amag, tinutulungan itong punan kahit na ang pinakamahirap na maabot na mga lugar. Dagdagan ang presyon sa maliit na pagtaas (hal., 50-100 psi) hanggang sa kumpleto ang bahagi.
-
Pag -optimize ng bilis ng iniksyon: Ang isang mas mabilis na bilis ng iniksyon ay makakatulong na punan ang amag bago ang plastik ay may pagkakataon na palamig at palakasin. Ito ay partikular na mahalaga para sa mga manipis na may pader na bahagi o sa mga may mahabang landas ng daloy. Tulad ng presyon, dagdagan ang bilis nang paunti -unti upang maiwasan ang iba pang mga depekto tulad ng flash o burn mark.
-
Pagbabago ng temperatura ng matunaw: Ang isang mas mataas na temperatura ng matunaw ay babaan ang mga plastik viscosity , ginagawa itong daloy nang mas madali. Suriin ang datasheet ng materyal para sa inirekumendang saklaw ng temperatura at dagdagan ang mga temperatura ng bariles at nozzle upang mapabuti ang likido. Maaari itong maging isang napaka -epektibong solusyon, ngunit maging maingat na huwag mag -overheat ng materyal, na maaaring maging sanhi ng pagkasira.
2. Mga pagbabago sa amag
Kung ang pag -aayos ng mga parameter ng makina ay hindi malulutas ang problema, ang isyu ay maaaring kasama ang mold mismo. Ang mga solusyon na ito ay nangangailangan ng pag -shut down ng makina at pisikal na pagbabago ng tool. Habang mas magastos, nagbibigay sila ng isang pangmatagalang pag-aayos.
-
Mga Pagsasaayos ng Gate at Runner: Ang laki at disenyo ng gate at runner ay kritikal para sa tamang daloy. Kung ang mga ito ay napakaliit, maaari nilang paghigpitan ang daloy ng plastik. Ang pagpapalawak ng gate o pagpapalawak ng mga runner ay magpapahintulot sa mas maraming materyal na dumaloy sa lukab na may mas kaunting pagtutol. Para sa mga multi-cavity na hulma, ang pagbabalanse ng mga runner ay susi din upang matiyak na ang bawat lukab ay pumupuno nang pantay-pantay.
-
Pagpapabuti ng Venting: Ang nakulong na hangin sa amag ay maaaring kumilos bilang isang unan, na pumipigil sa plastik na punan ang lukab. Ang paglilinis ng mga umiiral na vent ay isang simpleng unang hakbang. Kung nagpapatuloy ang problema, maaaring kailanganin ng isang tagagawa ng amag na magdagdag ng karagdagang mga vent sa amag sa mga puntong nagaganap ang maikling pagbaril. Sa ilang mga kaso, a vacuum venting system Maaaring mai -install upang aktibong hilahin ang hangin sa labas ng amag.
-
Mga Pagpapahusay ng System ng Pag -init: Para sa mga kumplikadong hulma o makapal na may pader na bahagi, a Hot Runner System maaaring magamit. Hindi tulad ng mga malamig na runner, pinapanatili ng mga mainit na runner ang plastik na tinunaw hanggang sa gate, tinanggal ang pangangailangan na mag -reheat at matiyak ang isang mas pare -pareho na temperatura at mas madaling daloy.
3. Pagpili ng Materyal
Minsan, ang pinakasimpleng solusyon ay upang lumipat ang mga materyales o matiyak na ang kasalukuyang isa ay handa nang maayos.
-
Pagpili ng tamang materyal na grado: Sa loob ng isang uri ng plastik, may iba't ibang mga marka na may iba't ibang mga katangian ng daloy. Kung gumagamit ka ng isang materyal na may isang mababang rate ng daloy ng matunaw (MFR), isaalang -alang ang paglipat sa isang mas mataas na grado ng MFR, na idinisenyo upang dumaloy nang mas madali.
-
Mga diskarte sa pagpapatayo ng materyal: Maraming mga hygroscopic plastik (tulad ng naylon, abs, at polycarbonate) ang sumisipsip ng kahalumigmigan mula sa hangin. Kapag hinulma, ang kahalumigmigan na ito ay lumiliko sa singaw, na maaaring hadlangan ang daloy ng plastik at maging sanhi ng mga maikling pag -shot. Laging tiyakin na ang iyong materyal ay maayos na natuyo sa isang mainit na hangin o desiccant dryer bago magproseso.
Pinipigilan ang mga maikling shot
Ang pinakamahusay na paraan upang makitungo sa isang maikling pagbaril ay upang maiwasan itong mangyari sa unang lugar. Ang mga aktibong hakbang sa mga yugto ng disenyo at pagpapanatili ay maaaring makatipid ng makabuluhang oras at pera sa linya.
-
Disenyo para sa Mga Prinsipyo ng Paggawa (DFM): Ito ay isang mahalagang unang hakbang. Ang DFM ay nagsasangkot ng pagdidisenyo ng isang bahagi na may proseso ng pagmamanupaktura. Pagdating sa paghubog ng iniksyon, nangangahulugan ito:
-
Unipormeng kapal ng pader: Iwasan ang mga dramatikong pagbabago sa kapal ng pader. Tinitiyak nito ang mga plastik na daloy at lumalamig sa isang pare -pareho na rate, na pumipigil sa mga maikling pag -shot sa manipis na mga seksyon.
-
Naaangkop na disenyo ng rib at boss: Tiyakin na ang mga buto -buto, bosses, at iba pang mga tampok ay idinisenyo na may wastong mga anggulo ng draft at fillet upang mapadali ang madaling daloy ng plastik at maiwasan ang mga traps ng hangin.
-
Paliitin ang haba ng daloy: Idisenyo ang bahagi upang ang plastik ay hindi kailangang maglakbay ng labis na mahabang distansya mula sa gate, binabawasan ang panganib ng napaaga na paglamig.
-
-
Regular na pagpapanatili ng makina: Ang isang mahusay na pinapanatili na makina ay isang maaasahang makina. Ang regular na pagsuri at paghahatid ng iyong machine ng paghubog ng iniksyon ay maaaring maiwasan ang maraming mga isyu na humantong sa mga maikling pag -shot.
-
Malinis na mga nozzle at barrels: Tiyakin na walang mga blockage o build-up ng solidified plastic na maaaring paghigpitan ang daloy ng materyal.
-
Suriin ang mga bandang pampainit at thermocouples: Patunayan na ang lahat ng mga elemento ng pag -init ay gumagana nang tama upang matiyak na ang plastik ay natutunaw nang pantay -pantay at maabot ang nais na temperatura.
-
-
Mga Pinakamahusay na Kasanayan sa Paghahawak ng Materyal: Mahalaga ang wastong pag -iimbak at paghahanda ng materyal.
-
Tamang pagpapatayo: Laging dry hygroscopic na materyales tulad ng inirerekomenda ng tagapagtustos. Ito ay marahil ang nag -iisang pinakamahalagang hakbang sa pag -iwas para sa mga materyales na ito.
-
Wastong imbakan: Ang mga resin ng tindahan sa mga selyadong, na kontrolado ng klima upang maiwasan ang pagsipsip ng kahalumigmigan at kontaminasyon.
-
Pag -aaral ng Kaso
Ang mga halimbawa ng tunay na mundo ay naglalarawan kung paano nalalapat ang mga prinsipyo ng pag-aayos ng mga maikling shot. Ang mga pag -aaral sa kaso na ito ay nagtatampok ng kahalagahan ng sistematikong diagnosis.
-
Pag-aaral ng Kaso 1: Ang manipis na may pader na electronics casing
-
Suliranin: Ang isang tagagawa ay gumagawa ng isang manipis na may pader na pambalot para sa isang aparato ng elektronikong consumer. Ang mga bahagi ay patuloy na lumabas na may isang maikling pagbaril sa isang sulok na pinakamalayo mula sa gate.
-
Diagnosis: Ang mga paunang pagtatangka upang madagdagan ang presyon at bilis ay nabigo, na nagiging sanhi ng flash (labis na plastik) sa iba pang mga bahagi ng amag. Ang isang detalyadong pagsusuri ay nagpakita na ang plastik ay masyadong mabilis na paglamig habang dumadaloy ito sa manipis na seksyon.
-
Solusyon: Natukoy ng koponan na ang matunaw ang temperatura ay masyadong mababa para sa manipis na geometry ng bahagi. Nadagdagan nila ang temperatura ng bariles at nozzle sa pamamagitan ng 20 ° F, na ibinaba ang lagkit ng plastik na sapat lamang upang payagan itong punan ang buong lukab nang hindi nangangailangan ng labis na presyon. Ang mga bahagi ay pagkatapos ay ginawa nang walang mga depekto.
-
-
Pag-aaral ng Kaso 2: Ang Multi-Cavity Cap Mold
-
Suliranin: Ang isang hulma na may apat na magkaparehong mga lukab ay gumagawa ng mga maikling pag -shot sa isa o dalawang mga lukab habang ang iba ay napuno nang perpekto.
-
Diagnosis: Dahil ang mga maikling pag -shot ay naisalokal sa mga tiyak na mga lukab, ang problema ay hindi nauugnay sa mga setting ng makina o materyal. Ito ay isang isyu sa disenyo ng amag . Ang isang visual na inspeksyon ng mga runner ay nagsiwalat na ang runner na humahantong sa mga short-shot cavities ay bahagyang mas mahaba at mas payat kaysa sa iba, na nagiging sanhi ng a kawalan ng timbang ng presyon .
-
Solusyon: Ang amag ay ipinadala sa isang tool shop kung saan ang mga runner ay muling na-machined upang maging pantay na haba at diameter. Ito Balanseng ang runner system , tinitiyak na ang plastik ay dumaloy na may pantay na presyon sa lahat ng apat na mga lukab, tinanggal ang mga maikling pag -shot.
-
Mga advanced na pamamaraan
Para sa mataas na dami ng produksiyon o kumplikadong mga bahagi, ang isang mas pang-agham na diskarte sa pag-diagnose at pag-iwas sa mga maikling pag-shot ay maaaring makatipid ng napakalawak na oras at pera.
-
Pagtatasa ng daloy ng amag: Bago ang isang hulma ay itinayo pa, Pagtatasa ng daloy ng amag (MFA) Ang software ay maaaring gayahin ang proseso ng paghubog ng iniksyon. Hinuhulaan nito kung paano pupunan ng tinunaw na plastik ang isang lukab, pagkilala sa mga potensyal na lugar ng problema tulad ng mga maikling pag -shot, mga traps ng hangin, at mga linya ng weld. Gamit ang MFA, maaaring mai -optimize ng mga inhinyero Mga lokasyon ng gate , Runner Systems , at bahagi ng kapal ng pader upang maiwasan ang mga depekto bago maputol ang anumang bakal.
-
Mga sensor at mga sistema ng pagsubaybay: Ang mga modernong machine ng paghubog ng iniksyon ay maaaring magamit ng mga sensor na nagbibigay ng data ng real-time sa presyon, temperatura, at bilis. In-mold pressure sensor ay partikular na kapaki -pakinabang; Sinusukat nila ang presyon sa loob ng lukab at maaaring makakita ng isang maikling pagbaril sa isang bahagi ng isang segundo, na pinapayagan ang makina na awtomatikong itigil. Ang antas ng pagsubaybay na ito ay nagbibigay-daan sa mga operator na gumawa ng tumpak, mga pagsasaayos ng data na hinihimok at tinitiyak ang pare-pareho na kalidad ng bahagi.
Konklusyon
A Maikling pagbaril ay higit pa sa isang nakikitang depekto; Ito ay isang malinaw na signal na ang isang bagay sa proseso ng paghubog ng iniksyon, makina, o disenyo ng amag ay wala sa pag -sync. Habang ang mga ito ay isang pangkaraniwang pagkabigo sa pagmamanupaktura, sila rin ay isang nalulutas na problema. Sa pamamagitan ng sistematikong pag -diagnose ng sanhi ng ugat - kung ito ay isang isyu sa materyal, mga setting ng makina, o ang hulma mismo - maaari kang magpatupad ng mga epektibong solusyon at ibabalik ang produksyon.
Ang susi sa pangmatagalang tagumpay, gayunpaman, namamalagi Pag -iwas . Sa pamamagitan ng pagyakap sa mga prinsipyo tulad ng Disenyo para sa Paggawa (DFM) at pagpapatupad ng regular na pagpapanatili at wastong paghawak ng materyal, maaari mong mabawasan ang panganib ng mga maikling pag -shot bago ito mangyari. At para sa mga kumplikado o mataas na dami ng mga proyekto, mga advanced na tool tulad ng Pagtatasa ng daloy ng amag At ang mga in-mold sensor ay nag-aalok ng isang malakas na paraan upang matiyak ang kalidad at kahusayan mula sa simula. Sa huli, ang pag-unawa at pagtugon sa mga maikling pag-shot ay hindi lamang tungkol sa pag-aayos ng isang kakulangan, ngunit tungkol sa pag-optimize ng iyong buong operasyon ng paghubog ng iniksyon para sa pare-pareho, de-kalidad na mga resulta.

