
Panimula
Naylon Injection Molding: Isang komprehensibong gabay
Ang paghuhulma ng iniksyon ay nakatayo bilang nag -iisang pinaka Mahalaga at malawak na ginamit na proseso para sa mga bahagi ng paggawa ng mga plastik. Ang pamamaraan ng pagmamanupaktura na isa ay nagsasangkot ng pag -iniksyon ng tinunaw na materyal sa isang lukab ng amag, kung saan pinalamig at pinapatibay ito sa pangwakas na nais na hugis. Ang proseso ay may pananagutan sa paglikha ng lahat mula sa mga karaniwang kalakal ng sambahayan at sopistikadong kagamitan sa medikal hanggang sa mga kritikal na sangkap ng automotiko.
Habang ang pamamaraan mismo ay maraming nalalaman, ang tagumpay nito ay nakasalalay sa mga katangian ng materyal na ginamit. Pumasok Nylon , kilala rin chemically bilang Polyamide (PA) .
Ang Nylon ay isang thermoplastic na may mataas na pagganap, nangangahulugang maaari itong paulit-ulit na matunaw at mabago nang walang makabuluhang pagkasira ng kemikal. Dahil ang pag -imbento nito, ito ay naging isa sa pinakapopular at mahalagang plastik sa engineering sa buong mundo.
Bakit ang Nylon ay isang tanyag na pagpipilian para sa paghubog ng iniksyon
Ang katanyagan ni Nylon sa paghubog ng iniksyon ay nakaugat sa natatanging balanse ng mga pag-aari na madalas na hindi magagamit sa iba pa, mas mababang gastos na plastik:
-
Pambihirang mga katangian ng mekanikal: Nag -aalok ang Nylon ng isang kumbinasyon ng mataas lakas, higpit, at katigasan , ginagawang perpekto para sa mga bahagi na sumailalim sa mataas na naglo -load at stress.
-
Superio Wear Resistance: Nagtataglay ito ng isang likas na mababa koepisyent ng alitan , ginagawa itong materyal na pinili para sa mga bahagi na nagsasangkot ng paggalaw o pag -slide laban sa iba pang mga ibabaw, tulad ng mga gears at bearings.
-
Katatagan ng thermal: Maaari itong makatiis mas mataas na temperatura ng operating kaysa sa maraming iba pang mga karaniwang thermoplastics, mahalaga para sa mga aplikasyon sa mga bays ng engine o mga de -koryenteng sangkap.
-
Paglaban sa kemikal: Nag -aalok ito ng mahusay na pagtutol sa maraming mga langis, gasolina, at solvent.
Ang kakayahan upang mabilis na ibahin ang anyo ng mga hilaw na polyamide pellets sa kumplikado, matibay, at tumpak na mga engineered na bahagi ay gumagawa Nylon injection paghuhulma isang kailangang-kailangan na proseso sa maraming industriya ng high-demat.
Ano ang paghubog ng iniksyon ng nylon?
Kahulugan at proseso ng pangunahing
Nylon injection paghuhulma ay isang proseso ng pagmamanupaktura ng mataas na dami na ginagamit upang lumikha ng kumplikado, tatlong-dimensional na mga bahagi sa pamamagitan ng pag-iniksyon ng tinunaw polyamide (nylon) sa isang lukab ng amag. Bilang isang thermoplastic, ang naylon ay pinainit hanggang sa maging likido, pinilit sa ilalim ng mataas na presyon sa isang saradong amag, pinapayagan na palamig at palakasin, at sa wakas ay na -ejected bilang isang tapos na bahagi.
Ang proseso ay panimula na katulad ng paghubog ng iniksyon ng iba pang mga plastik, ngunit nangangailangan ito ng tiyak na pansin sa temperatura, kontrol ng kahalumigmigan, at presyon ng iniksyon dahil sa natatanging materyal na katangian ng naylon (partikular na ang mataas na punto ng pagtunaw at kalikasan ng hygroscopic).
Mga pangunahing hakbang sa paghubog ng iniksyon ng naylon
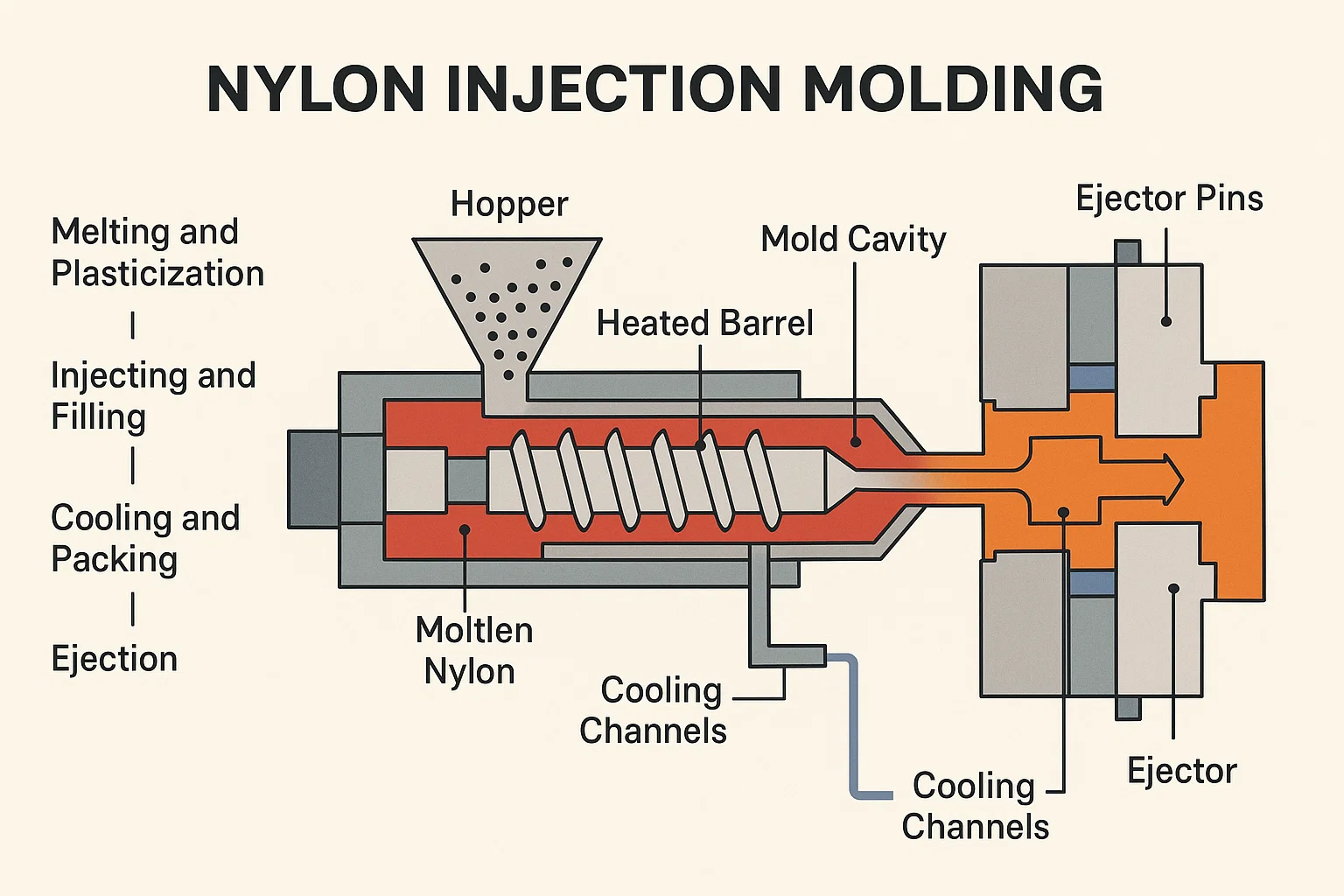
Ang buong proseso ay siklo at nagsasangkot ng apat na pangunahing yugto:
1. Pagtunaw at Plasticization
Ang hilaw na materyal na naylon (karaniwang sa form ng pellet) ay pinapakain mula sa isang hopper sa isang pinainit na bariles. A Reciprocating screw sa loob ng bariles ng paggupit at pinipilit ang materyal. Ang kumbinasyon ng init mula sa mga heaters ng bariles at frictional heat mula sa paggalaw ng tornilyo ay natutunaw ang naylon at inililipat ito patungo sa harap ng bariles. Ang hakbang na ito ay dapat na maingat na kontrolado upang maiwasan thermal degradation ng naylon, na maaaring makompromiso ang mga mekanikal na katangian ng pangwakas na bahagi.
2. Pag -iniksyon at pagpuno
Kapag ang isang sapat na "pagbaril" ng tinunaw na naylon ay naipon, ang tornilyo ay mabilis na sumusulong, na kumikilos bilang isang plunger. Ang pagkilos na ito ay pinipilit ang tinunaw na naylon sa napakataas na presyon sa pamamagitan ng nozzle, sprue, runner, at mga pintuan, sa wakas ay pinupuno ang lukab ng amag. Bilis ng iniksyon at presyon ay mahalaga at dapat na-optimize upang matiyak na ang manipis na may pader, mala-kristal na naylon ay pumupuno sa lahat ng mga seksyon nang hindi nagiging sanhi ng mga depekto tulad Maikling shot or jetting .
3. Paglamig at pag -iimpake
Matapos mapuno ang lukab ng amag, isang maikling Pag -iimpake (o paghawak) na presyon ay pinapanatili upang mabayaran ang pag -urong ng materyal habang nagsisimula itong palamig at palakasin. Ang Nylon ay isang semi-crystalline plastic, nangangahulugang ito ay lumiliit nang malaki. Ang presyon ng packing na ito ay mahalaga para sa pag -minimize ng mga depekto tulad Mga marka ng lababo at tinitiyak ang katumpakan ng dimensional. Ang paglamig ng tubig na nagpapalipat -lipat sa pamamagitan ng mga channel sa amag ay nag -aalis ng init, na nagiging sanhi ng bahagi ng bahagi.
4. Ejection
Kapag ang bahagi ay sapat na mahigpit, bubukas ang amag, at ang Ejector Pins Itulak ang natapos na bahagi ng naylon sa labas ng lukab. Dahil ang mga bahagi ng naylon ay maaaring medyo matigas kahit na mainit, naaangkop draft anggulo at ang mga lokasyon ng pin ay kritikal upang matiyak ang makinis na pag -ejection nang hindi nasisira ang bahagi o amag. Ang amag pagkatapos ay magsara, hata na upang simulan ang susunod na pag -ikot.
Mga uri ng mga materyales at composite ng naylon
Habang madalas na tinutukoy lamang bilang "naylon," ang polyamide ay sumasaklaw sa isang pamilya ng mga materyales, ang bawat isa ay may isang natatanging istraktura ng kemikal na nagdidikta ng mga katangian at pagiging angkop para sa iba't ibang mga aplikasyon ng paghubog ng iniksyon. Ang dalawang numero na sumusunod sa "naylon" (hal., Nylon 6, naylon 66) ay tumutukoy sa bilang ng mga carbon atoms sa panimulang monomer.
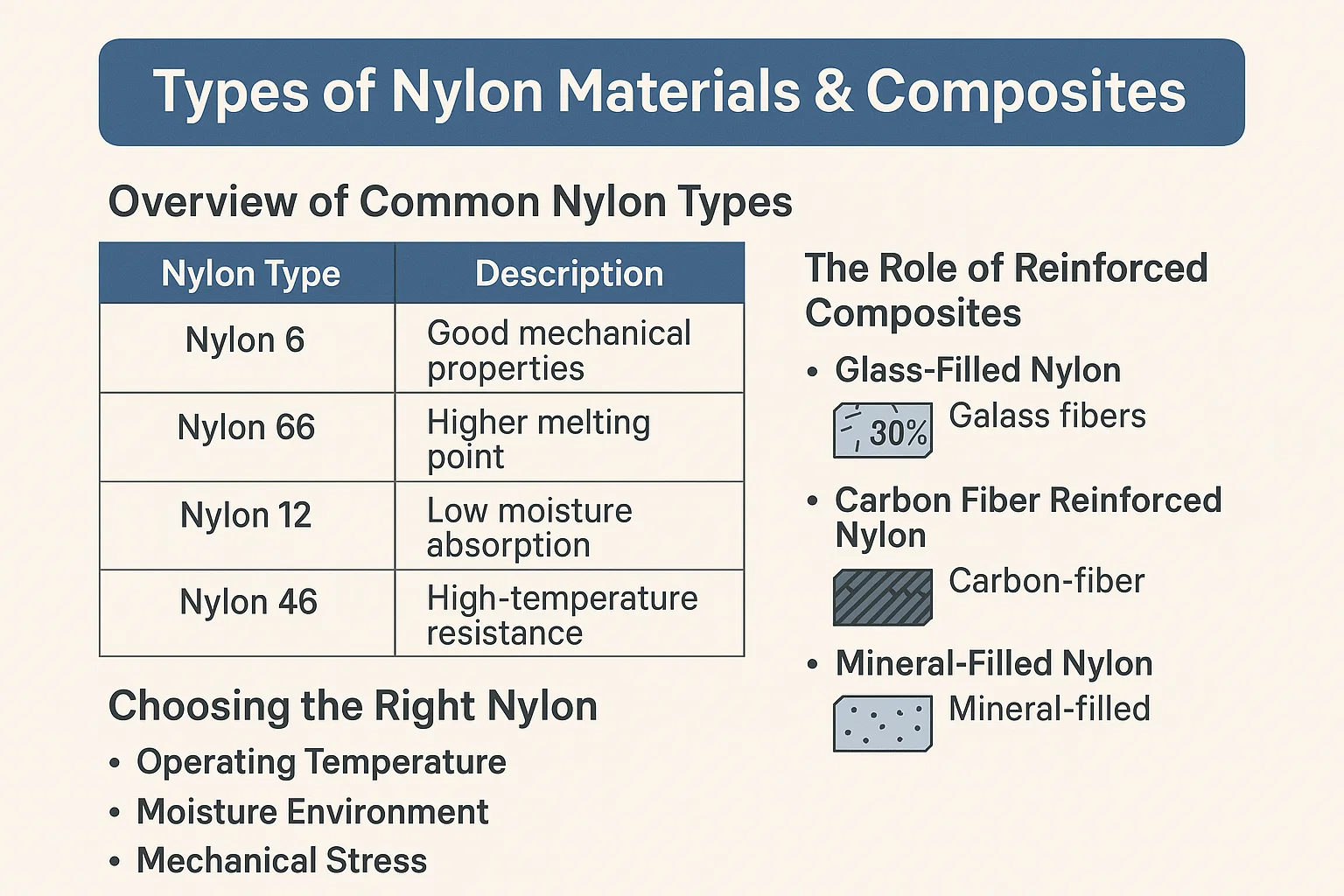
Pangkalahatang -ideya ng mga karaniwang uri ng naylon
| Uri ng naylon | Pangunahing katangian | Mga pangunahing aplikasyon |
| Nylon 6 (PA6) | Magandang balanse ng mekanikal na lakas, higpit, at paglaban sa epekto; mas madaling iproseso kaysa sa PA66. Mas mataas na pagsipsip ng kahalumigmigan kaysa sa PA66. | Mga automotikong trims, mga bahagi ng appliance, gears, bearings, power tool housings. |
| Nylon 66 (PA66) | Mas mataas na temperatura ng pagtunaw, mahusay na init at paglaban ng kemikal, at mas mahusay na mga katangian ng pagsusuot kaysa sa PA6; mas mataas na gastos sa pagproseso. | Mga takip ng engine, mga tangke ng pagtatapos ng radiator, mga de-koryenteng konektor, mga sangkap na istruktura na may mataas na temperatura. |
| Nylon 12 (PA12) | Pinakamababang density at pinakamababang pagsipsip ng kahalumigmigan sa mga karaniwang nylon; Napakahusay na paglaban ng kemikal at dimensional na katatagan. | Mga linya ng gasolina, pag -tubing ng air preno, tumpak na mga sangkap na nangangailangan ng mahusay na dimensional na katatagan. |
Ang papel ng mga reinforced composite
Para sa mga aplikasyon na nangangailangan ng higit na lakas, higpit, o pagganap ng thermal, ang naylon ay madalas na pinagsama sa mga nagpapatibay na tagapuno.
-
Naylon na puno ng baso: Ang pinaka -karaniwang composite ay nagsasangkot ng pagdaragdag Mga hibla ng salamin (hal., Nylon 6 GF30, nangangahulugang naylon 6 na may 30% na hibla ng salamin). Ito ay drastically nagdaragdag ng materyal makunat na lakas, higpit (modulus), at temperatura ng pagpapalihis ng init . Gayunpaman, pinatataas din nito ang pag -urong ng materyal, na maaaring humantong sa mas mataas Warpage at nangangailangan ng maingat na disenyo ng amag.
-
Carbon Fiber Reinforced Nylon: Ginamit kapag ang maximum na higpit, lakas, at nabawasan na timbang ay kritikal. Carbon Fiber Nagbibigay ng higit na mahusay na mga katangian ng mekanikal ngunit dumating sa isang mas mataas na gastos sa materyal.
-
Naylon na puno ng mineral: Ginamit upang mapabuti ang dimensional na katatagan, bawasan ang pag-urong, at makamit ang mas maayos na pagtatapos ng ibabaw, kahit na karaniwang may isang trade-off sa lakas ng epekto.
Pagpili ng tamang naylon
Ang pagpili ng naaangkop na naylon ay nagsasangkot ng isang maingat na trade-off sa pagitan ng mga katangian ng mga katangian ng materyal at gastos:
-
Temperatura ng pagpapatakbo: Kung ang bahagi ay malapit sa isang mapagkukunan ng init, ang mas mataas na punto ng pagtunaw ng Nylon 66 o a composite na puno ng baso ay madalas na kinakailangan.
-
Kapaligiran sa kahalumigmigan: Para sa mga bahagi na magpapatakbo sa mataas na kahalumigmigan o ilalim ng tubig, Nylon 12 nag -aalok ng pinakamahusay dimensional na katatagan Dahil sa mababang pagsipsip ng tubig.
-
Mekanikal na stress: Ang mga bahagi sa ilalim ng pare -pareho ang pag -load o mataas na epekto sa pangkalahatan ay nangangailangan ng isang mataas na mala -kristal na grado o a puno ng baso Bersyon ng Nylon 6 o 66 .
Mga bentahe ng paggamit ng naylon sa paghuhulma ng iniksyon
Ang tagumpay ni Nylon bilang isang plastik ng engineering ay dahil sa kahanga -hangang kumbinasyon ng mga katangian ng mekanikal, thermal, at kemikal, na nag -aalok ng mga natatanging benepisyo sa mga plastik na kalakal at kahit na ilang mga metal.
1. Mataas na lakas at higpit
Ang mga marka ng Nylon (lalo na ang PA66 at mga composite na puno ng baso) ay nagpapakita ng mahusay lakas ng makunat at Modulus ng pagkalastiko (Higpit). Ginagawa nitong mainam ang mga ito para sa mga sangkap na istruktura na dapat magdala ng mga makabuluhang naglo -load nang walang pagpapapangit, tulad ng mga bracket, lever, at mga housings ng makina.
2. Napakahusay na paglaban sa pagsusuot at pag -abrasion
Ang Nylon ay nagtataglay ng isang likas na mababa koepisyent ng alitan at high abrasion resistance. This property is paramount for dynamic applications where parts slide or rub against one another.
-
Pangunahing Application: Ang Nylon ay madalas na ginagamit para sa mga self-lubricating na bahagi tulad ng Mga gears, bearings, at bushings , pagbabawas ng pangangailangan para sa mga panlabas na pampadulas.
3. Magandang paglaban sa kemikal
Nag -aalok ang Polyamides ng malakas na pagtutol sa isang malawak na hanay ng mga organikong kemikal, kabilang ang:
-
Langis at grasa: Krusial para sa mga sangkap ng makinarya ng automotiko at pang -industriya.
-
Fuels: Ginagawa itong angkop para sa mga bahagi ng sistema ng gasolina.
-
Kayalvents: Nagbibigay ng tibay sa malupit na paglilinis o operating environment.
4. Mataas na paglaban sa init
Kumpara sa maraming karaniwang thermoplastics tulad ng polyethylene (PE) o polypropylene (PP), ang naylon ay maaaring makatiis makabuluhang mas mataas na temperatura ng operating . Ito ay totoo lalo na para sa naylon 66, at higit pa kung kailan pinatibay na may hibla ng salamin, na napakalaking pagtaas ng Temperatura ng pagpapalihis ng init (HDT) . Pinapayagan ng thermal katatagan na ito ang paggamit nito sa hinihingi na mga aplikasyon tulad ng mga bahagi ng under-the-hood na mga bahagi.
5. Pagkapagod at Paglaban sa Epekto
Ang Nylon ay may mahusay na pagtutol sa pagkapagod , nangangahulugang maaari itong magtiis ng paulit -ulit na mga siklo ng stress (pag -load at pag -load) nang walang pag -crack. Bukod dito, maraming mga marka ng naylon, lalo na ang mga hindi napuno na uri, ay nagpapanatili ng mabuti epekto ng paglaban Kahit na sa mas mababang temperatura, tinitiyak ang tibay laban sa biglaang mga shocks.
6. Mahusay na mga katangian ng pagkakabukod ng elektrikal
Ang Nylon ay isang epektibong elektrikal na insulator. Mataas ito lakas ng dielectric at resistance to tracking make it a common choice for:
-
Mga konektor ng elektrikal: Tinitiyak ang kasalukuyang daloy nang tama at ligtas.
-
Mga housings at insulators: Pagprotekta sa sensitibong elektronika.
Mga kawalan ng paggamit ng naylon sa paghuhulma ng iniksyon
Sa kabila ng maraming pakinabang nito bilang isang plastik na may mataas na pagganap na engineering, ang naylon ay nagtatanghal ng mga tiyak na materyal at pagproseso ng mga hamon na dapat pinamamahalaan para sa matagumpay na paghuhulma ng iniksyon.
1. Mataas na pagsipsip ng kahalumigmigan (kalikasan ng hygroscopic)
Ang pinaka -makabuluhang hamon sa Nylon ay nito Kalikasan ng Hygroscopic - Ito ay madaling sumisipsip ng kahalumigmigan mula sa nakapaligid na kapaligiran.
-
Epekto sa materyal: Bago ang paghubog, ang labis na kahalumigmigan ay humahantong sa Hydrolysis Sa panahon ng proseso ng pagtunaw ng mataas na temperatura. Ang reaksyon na ito ay sumisira sa mga kadena ng polimer, na nagreresulta sa isang matinding pagkawala ng timbang ng molekular at sa gayon, isang dramatikong pagbawas sa lakas ng pangwakas na bahagi at paglaban ng epekto (madalas na nagpapakita bilang brittleness).
-
Solusyon: Ang Nylon ay dapat na lubusan tuyo sa isang napakababang nilalaman ng kahalumigmigan (karaniwang mas mababa sa 0.1% para sa PA66) kaagad bago magproseso.
2. Dimensional na kawalang -tatag dahil sa kahalumigmigan
Ang post-molding, ang mga bahagi ng naylon ay sumisipsip ng kahalumigmigan hanggang sa maabot nila ang balanse na may nakapaligid na kapaligiran. Ang pagsipsip ng kahalumigmigan na ito ay nagiging sanhi ng materyal Pamamaga , humahantong sa makabuluhan Mga Pagbabago ng Dimensional .
-
Pagsasaalang -alang sa disenyo: Ang mga taga-disenyo ay dapat na account para sa pagkakaiba sa mga sukat sa pagitan ng tuyo, as-molded na bahagi at ang nagpapatatag, nakakondisyon na bahagi, lalo na para sa mga sangkap na nangangailangan ng mataas na katumpakan.
3. Potensyal para sa Hydrolysis at marawal na kalagayan
Tulad ng nabanggit, kung ang kahalumigmigan ay naroroon sa panahon ng pagtunaw, ang materyal ay nagpapabagal. Kahit na maayos na natuyo, ang naylon ay may a medyo makitid na window ng pagproseso Kumpara sa ilang iba pang mga thermoplastics. Ang sobrang pag -init o labis na oras ng paninirahan sa bariles ay maaaring maging sanhi thermal degradation , humahantong sa:
-
Discoloration (madalas na pagdidilaw).
-
Nabawasan ang mga mekanikal na katangian .
-
Ang pagpapakawala ng corrosive ammonia gas.
4. Mataas na materyal na pag -urong
Ang Nylon ay isang semi-crystalline polymer, na nangangahulugang ang panloob na istraktura nito ay nagbabago nang malaki sa paglamig. Ito ay humahantong sa isang medyo Mataas at anisotropic (hindi pantay) volumetric na pag -urong (madalas 1% hanggang 2%).
-
Resulta: Ang mataas na pag -urong ay nagdaragdag ng panganib ng Warpage at makes maintaining tight dimensional tolerances more challenging than with amorphous plastics.
5. Mas mataas na gastos
Kung ikukumpara sa thermoplastics ng commodity tulad ng polypropylene (PP) o polyethylene (PE), ang mga marka ng naylon sa pangkalahatan Mas mahal . Ang gastos ay nabibigyang katwiran ng higit na mahusay na pagganap, ngunit ito ay isang kadahilanan na naglilimita sa paggamit nito sa mga aplikasyon ng engineering kung saan ang lakas at paglaban ng init ay mahigpit na kinakailangan.
Ang mga pagsasaalang -alang sa disenyo para sa paghubog ng iniksyon ng naylon
Ang mabisang disenyo ng bahagi ay hindi maaaring makipag-usap kapag nagtatrabaho sa mga materyales na mala-kristal tulad ng naylon. Dapat unahin ng mga taga -disenyo ang pagkakapareho at makinis na mga paglilipat upang pamahalaan ang mataas na materyal na pag -urong, mabawasan ang mga panloob na stress, at tiyakin ang mahusay na pagproseso.
1. Mga Patnubay sa Kapal ng Wall
-
Ang pagkakapareho ay susi: Ang nag -iisang pinakamahalagang panuntunan ay upang mapanatili ang isang unipormeng kapal ng pader sa buong bahagi. Dahil ang naylon ay lumiliit nang malaki sa paglamig, ang mga pagkakaiba -iba sa kapal ay hahantong sa iba't ibang mga rate ng paglamig, na siyang pangunahing driver ng panloob na stress at Warpage .
-
Pinakamabuting kalagayan: Habang ang mga tukoy na alituntunin ay nag -iiba ayon sa grado, ang mga tipikal na kapal ng pader ay mula sa 0.040 hanggang 0.150 pulgada (1.0 hanggang 3.8 mm) . Ang mga mas makapal na pader ay dapat iwasan o cored out upang mapanatili ang pagkakapareho.
2. Disenyo ng Rib para sa Dagdag na Lakas
Mahalaga ang mga buto -buto para sa pagdaragdag ng lakas at higpit nang walang kapansin -pansing pagtaas ng kapal ng pader.
-
Kapal ng rib: Ang kapal ng isang tadyang ay dapat na nasa pagitan 50% at 60% ng nominal na kapal ng pader na sinusuportahan nito. Ang paggawa ng tadyang masyadong makapal na mga panganib na lumilikha ng isang Sink Mark sa kalaban na ibabaw.
-
Taas ng tadyang: Ang taas ng rib ay dapat sa pangkalahatan ay hindi hihigit sa tatlong beses ang kapal ng nominal na pader.
3. Mga anggulo ng Draft para sa madaling pag -ejection
Sapagkat ang mga bahagi ng naylon ay matigas at na -ejected habang mainit pa rin, sapat na draft (taper) ay kinakailangan upang matiyak na ilabas nila nang maayos mula sa amag nang walang scuffing o warping.
-
Minimum na draft: Layunin para sa isang minimum na draft ng 0.5 ° hanggang 1.0 ° bawat panig. Para sa malalim na draw o naka -texture na ibabaw, dagdagan ang anggulo ng draft sa 2 ° o higit pa .
4. Lokasyon ng Gate at Disenyo
Ang gate ay ang punto ng pagpasok para sa tinunaw na plastik, at ang paglalagay nito ay makabuluhang nakakaapekto sa kalidad ng bahagi, lalo na para sa isang mataas na pag-aliw na materyal tulad ng naylon.
-
Paliitin ang mga linya ng niniting: Hanapin ang mga pintuan upang itulak ang matunaw na harap nang magkasama sa mga hindi kritikal na lugar, bilang weld o Knit line Nilikha kapag ang dalawang matunaw na harapan ay magkikita ay mabawasan ang lakas.
-
Laki ng Gate: Ang gate ay dapat na sukat na sapat na malaki upang payagan ang sapat presyon ng pag -iimpake upang maipadala sa lukab, na mahalaga para sa pag -minimize Mga marka ng lababo at controlling shrinkage.
-
Control Warpage: Gate malapit sa mga lugar na may mabibigat na tampok o malaki, patag na mga seksyon upang matiyak na ang kinakailangang presyon ng packing ay inilalapat kung saan ang pag -urong ay malamang na magdulot ng Warpage.
5. Pag -iwas sa mga konsentrasyon ng stress
-
Corner Radii: Iwasan ang matalim na panloob na sulok. Ang mga sulok ng matalim na 90 ° ay lumikha ng mga puntos ng konsentrasyon ng stress kung saan ang bahagi ay lubos na malamang na mag -crack o mabigo sa ilalim ng pag -load.
-
Inirerekumendang radius: Ang lahat ng mga panloob na sulok ay dapat magkaroon ng isang radius ng hindi bababa sa 50% ng katabing kapal ng pader (R ≥ 0.5T) .
Ang proseso ng paghubog ng nylon injection: isang gabay na hakbang-hakbang

Ang matagumpay na paghuhulma ng naylon ay nangangailangan ng masusing pansin sa mga parameter ng proseso, lalo na hinihimok ng pagiging sensitibo nito sa kahalumigmigan at ang semi-crystalline na kalikasan.
1. Paghahanda ng materyal (pagpapatayo)
Ito ay maaaring ang pinaka kritikal na hakbang. Dahil sa Nylon's Kalikasan ng Hygroscopic , Ang kahalumigmigan na hinihigop mula sa hangin ay dapat alisin bago matunaw. Kung hindi tuyo, ang kahalumigmigan ay nagiging sanhi ng pagpapabagal ng materyal hydrolysis Sa panahon ng pagproseso, na nagreresulta sa mahina, malutong na mga bahagi.
-
Kinakailangan: Ang Nylon ay dapat matuyo sa a Desiccant dryer o vacuum oven sa isang natitirang antas ng kahalumigmigan ng Mas mababa sa 0.1% (madalas na mas mababa para sa PA66).
-
Pamamaraan: Ang pagpapatayo ay karaniwang tumatagal ng 4-6 na oras sa temperatura sa pagitan 80 ° C at 110 ° C (176 ° F at 230 ° F) , depende sa tiyak na naylon grade at filler content.
2. Pag -setup ng Machine (temperatura at presyon)
Ang Nylon ay nangangailangan ng mataas na temperatura ng pagproseso dahil sa mataas na punto ng pagtunaw nito.
-
Matunaw na temperatura: Ang profile ng temperatura ng bariles ay nakatakda upang makamit ang isang temperatura ng matunaw na nagsisiguro na ang naylon ay ganap na natutunaw ngunit pinipigilan ang pagkasira ng thermal. Ang mga karaniwang temperatura ng matunaw ay mula sa 230 ° C hanggang 300 ° C (446 ° F hanggang 572 ° F) .
-
Temperatura ng amag: A mataas na temperatura ng amag ay mahalaga para sa naylon (madalas sa pagitan 80 ° C at 120 ° C / 176 ° F at 248 ° F. ). Ang isang mas mainit na amag ay tumutulong na mapanatili ang pagtunaw ng likido, pinadali ang buong pagkikristal, binabawasan ang mga panloob na stress, at mabawasan Warpage .
-
Balik Presyon: Mababa hanggang katamtaman na presyon ng likod ay karaniwang ginagamit upang matiyak ang mahusay na matunaw na homogenization nang hindi lumilikha ng labis na paggupit ng init, na maaaring magdulot ng pagkasira.
3. Phase ng iniksyon
Ang tinunaw na naylon ay na -injected sa lukab ng amag.
-
Bilis ng iniksyon: A Mabilis na bilis ng iniksyon ay madalas na ginustong upang mabilis na punan ang lukab ng amag habang ang naylon matunaw ay mainit pa rin at likido. Mahalaga ito para maiwasan Maikling shot at minimizing the formation of prominent Knit lines (mga linya ng weld).
-
Presyon ng iniksyon: Ang mga mataas na presyon ng iniksyon ay karaniwang kinakailangan upang mapagtagumpayan ang lagkit ng naylon at matiyak ang siksik na pag -iimpake.
4. Paglamig at phase ng pag -iimpake
Habang lumalamig ang naylon, malaki ang pag -urong nito.
-
Pag -iimpake (Holding) Pressure: Ang presyon ay pinananatili kaagad pagkatapos ng iniksyon (ang phase ng packing ) upang pilitin ang mas maraming materyal sa lukab upang mabayaran ang volumetric na pag -urong. Ang presyur na ito ay mahalaga para maiwasan Mga marka ng lababo sa makapal na mga seksyon at tinitiyak ang katumpakan ng dimensional.
-
Oras ng paglamig: Ang paglamig ay dapat sapat upang payagan ang istraktura ng mala -kristal na ganap na mabuo at matiyak na ang bahagi ay sapat na mahigpit para sa pag -ejection nang walang pagpapapangit.
5. Ejection Phase
Kapag pinalamig, bubukas ang amag, at tinanggal ng sistema ng ejector ang bahagi.
-
Paghawak: Ang mga bahagi ay ejected habang ang amag ay mainit pa rin. Wasto draft anggulo at well-designed ejection pins are vital to avoid structural damage or cosmetic blemishes (stress whitening).
6. Mga Operasyong Post-Molding
-
Pag -trim/deflashing: Pag -alis ng mga labi ng gate, runner, at anumang flash.
-
Conditioning (opsyonal ngunit karaniwan): Dahil ang bahagi ay tuyo at dimensionally matatag as-molded Ngunit malutong, madalas ito Nakondisyon sa pamamagitan ng pagbabad nito sa mainit na tubig o paglantad nito sa isang kinokontrol na kapaligiran ng kahalumigmigan. Pinapayagan nito ang bahagi na sumipsip ng kahalumigmigan, pagpapanumbalik ng inilaan nitong katigasan, kakayahang umangkop, at paglaban sa epekto.
Karaniwang mga aplikasyon ng paghubog ng iniksyon ng naylon
Ang natatanging kumbinasyon ng Nylon ng mataas na lakas, paglaban sa init, at mahusay na mga katangian ng pagsusuot ay ginagawang isang ginustong pagpipilian para sa pagpapalit ng metal sa maraming hinihingi na mga aplikasyon sa iba't ibang mga industriya.

1. Industriya ng Automotiko
Ang sektor ng automotiko ay isa sa pinakamalaking mga mamimili ng iniksyon na naylon, lalo na ang mga pinalakas na marka (puno ng baso na PA6 at PA66), kung saan ang pagganap sa mga high-heat na kapaligiran ay mahalaga.
-
Mga sangkap sa ilalim ng bahay: Ang mga takip ng engine, mga manifold ng paggamit, mga sangkap ng sistema ng paglamig (mga tangke ng pagtatapos ng radiator), at mga housing ng filter ng langis.
-
Mga Bahagi ng Mekanikal: Mga gears, bearings, thrust washers, at bushings na nangangailangan ng mababang alitan at mataas na tibay.
-
Kaligtasan at Istraktura: Mga lalagyan ng airbag at iba't ibang mga istruktura na bracket at clip.
2. Industriya ng Elektriko at Elektronika
Dahil sa mataas na dielectric na lakas at paglaban ng init, ang naylon ay mainam para sa mga sangkap na namamahala ng kapangyarihan o nangangailangan ng mga katangian na lumalaban sa sunog.
-
Mga konektor at bahay: Mga de -koryenteng plug, mga bloke ng terminal, mga housings ng tool ng kuryente, at mga sangkap ng circuit breaker.
-
Mga Insulators: Mga spacer, standoff, at iba't ibang mga hadlang sa insulating.
3. Mga kalakal at kasangkapan sa consumer
Ginagamit ang Nylon kung saan ang tibay, malambot na aesthetics, at paglaban sa pagsusuot ay kinakailangan sa pang -araw -araw na mga item.
-
Mga tool sa kuryente: Mga housings at panloob na gumagalaw na bahagi para sa mga drills, Sanders, at saws.
-
Mga kasangkapan: Mga gears, cams, at mga istrukturang bahagi para sa mga washing machine, vacuum cleaner, at kagamitan sa kusina.
-
Kagamitan sa Palakasan: Ang mga bindings ng ski, mga bahagi ng pagbibisikleta, at matibay na mga buckles.
4. Mga Pang -industriya na Bahagi
Ang mahusay na kemikal at pagsusuot ng Nylon ay ginagawang kritikal para sa paghawak ng likido at mabibigat na makinarya.
-
Mga sistema ng likido: Mga bahagi ng bomba, mga katawan ng balbula, impeller, at mga pagkabit ng likido dahil sa paglaban sa mga langis at kemikal.
-
Makinarya: Mga roller, gabay sa chain, sprockets, at magsuot ng mga plato.
5. Mga aparatong medikal
Ang Nylon 6 at Nylon 66, lalo na ang dalubhasa, mga marka na katugma sa bio, ay ginagamit para sa mga sangkap na nangangailangan ng isterilisasyon at tumpak na pag-andar ng mekanikal.
-
Mga instrumento sa kirurhiko: Mga hawakan, clamp, at hindi maipapatupad na mga sangkap.
-
Kagamitan sa Diagnostic: Mga bahay at mekanikal na bahagi.
Pag -aayos ng mga karaniwang problema sa paghubog ng naylon injection
Kahit na may pinakamainam na disenyo at pag -setup ng makina, maaaring lumitaw ang mga isyu. Ang mabisang pag -aayos ng mga bahagi ng naylon ay nangangailangan ng pag -unawa kung paano ang mataas na pag -urong ng materyal, mala -kristal, at sensitivity ng kahalumigmigan bilang mga depekto.
1. Warping (pagpapapangit)
Warpage ay ang pagbaluktot o pag-twist ng bahagi pagkatapos ng paglamig, at ito ang pinaka-karaniwang isyu sa mga semi-crystalline na materyales tulad ng naylon.
-
Mga Sanhi:
-
Hindi pantay na paglamig: Ang pangunahing sanhi; Kadalasan dahil sa hindi pantay na kapal ng pader o hindi sapat na paglamig sa mga tiyak na lugar ng amag.
-
Anisotropic Shrinkage: Mataas at direksyon ng pag-urong, lalo na sa mga materyales na puno ng baso.
-
Mababang temperatura ng amag: Ang isang amag na masyadong malamig ay pumipigil sa pantay na pagkikristal.
-
-
Mga Solusyon:
-
Dagdagan ang temperatura ng amag: Ang isang mas mainit na amag (mas malapit sa 100 ° C) ay nagsisiguro ng mas mabagal, mas pantay na paglamig at paglaki ng kristal.
-
I -optimize ang Lokasyon ng Gate: Ilagay ang gate upang balansehin ang daloy ng matunaw at kontrolin ang direksyon ng pag -urong.
-
Repasuhin ang Disenyo: Matiyak kapal ng pader ay bilang uniporme hangga't maaari.
2. Mga marka ng lababo (pagkalumbay)
Mga marka ng lababo ay naisalokal na mga depression sa ibabaw ng isang bahagi, karaniwang nagaganap sa tapat ng mga makapal na seksyon, buto -buto, o mga bosses.
-
Mga Sanhi:
-
Hindi sapat na presyon ng packing: Hindi sapat na materyal ang itinulak sa panahon ng packing phase upang mabayaran ang panloob na pag -urong.
-
Ang kapal ng pader ay masyadong mataas: Ang core ng isang makapal na seksyon ay tumatagal ng masyadong mahaba upang palamig at pag -urong sa loob.
-
-
Mga Solusyon:
-
Dagdagan ang presyon ng pag -iimpake at oras: Panatilihin ang mataas na hawak na presyon na mas mahaba upang pakainin ang materyal sa pag -urong ng core.
-
Dagdagan ang laki ng gate: Pinapayagan ng isang mas malaking gate ang presyon ng packing na epektibong mailipat.
-
Muling idisenyo: Bawasan ang kapal ng problemang seksyon, o core out.
-
3. Knit Lines (Weld Lines)
Knit Lines (o mga linya ng weld) ay lilitaw kung saan ang dalawang natutunaw na mga harapan ay nag -uugnay, madalas sa paligid ng mga butas o pagsingit. Para sa nylon, ang mga linyang ito ay mahina na puntos.
-
Mga Sanhi:
-
Mababang temperatura ng matunaw/mabagal na bilis: Ang naylon ay lumalamig nang labis bago matugunan ang mga natutunaw na harapan, na pumipigil sa wastong pagsasanib.
-
-
Mga Solusyon:
-
Dagdagan ang temperatura ng matunaw: Matiyak the nylon is hot enough for better molecular mixing upon meeting.
-
Dagdagan ang bilis ng iniksyon: Punan ang lukab nang mas mabilis upang mapanatiling mainit ang matunaw na harapan.
-
Muling idisenyo: Ayusin Lokasyon ng Gate Upang ilipat ang linya ng niniting sa isang hindi gaanong istruktura na kritikal o nakatagong lugar.
-
4. Maikling pag -shot (hindi kumpletong punan)
A Maikling pagbaril ay isang pagkabigo upang ganap na punan ang lukab ng amag, nag -iiwan ng mga walang laman na puwang.
-
Mga Sanhi:
-
Mababang temperatura ng matunaw: Ang naylon ay masyadong malapot upang ganap na dumaloy.
-
Hindi sapat na presyon/bilis ng iniksyon: Hindi sapat na puwersa o bilis upang itulak ang materyal hanggang sa dulo ng lukab.
-
-
Mga Solusyon:
-
Dagdagan ang temperatura ng matunaw at bilis ng iniksyon.
-
Vent ang amag: Matiyak air can escape the cavity, especially in deep pockets.
-
5. Jetting (worm-like trail)
Jetting Nagaganap kapag ang tinunaw na naylon ay mabilis na binaril sa lukab sa pamamagitan ng isang maliit na gate, na nagiging sanhi nito na kulutin tulad ng isang stream kaysa sa fan out nang maayos.
-
Mga Sanhi:
-
Sobrang bilis ng iniksyon sa pamamagitan ng isang maliit na pagbubukas ng gate.
-
Hindi magandang disenyo ng gate: Ang gate ay naglalayong direkta sa isang malaki, bukas na lugar.
-
-
Mga Solusyon:
-
Bawasan ang bilis ng iniksyon sa pagsisimula ng punan (bilis ng profiling).
-
Dagdagan ang laki ng gate.
-
Lokasyon ng Gate Lokasyon ng Gate: Layunin ang jet laban sa isang pin pin, core, o dingding upang pilitin ang stream na mawala kaagad.
-
6. Pagkakasira (Brittleness/Yellowing)
Pagkasira ay ang kemikal na pagkasira ng polimer, na nagreresulta sa pagkawala ng mga pag -aari.
-
Mga Sanhi:
-
Kahalumigmigan (hydrolysis): Pinaka -karaniwang sanhi; Hindi sapat na materyal na pagpapatayo.
-
Labis na temperatura ng matunaw: Ang mga temperatura ay masyadong mataas para sa tiyak na grado ng naylon.
-
Mahabang oras ng paninirahan: Ang naylon ay nakaupo sa mainit na bariles na masyadong mahaba (hal., Maliit na pag -shot sa isang malaking makina).
-
-
Mga Solusyon:
-
Matiyak Proper Drying: Muling suriin ang nilalaman ng kahalumigmigan at pag-andar ng dryer.
-
Bawasan ang temperatura ng matunaw o oras ng pag -ikot.
-
Gumamit ng tamang makina: Pumili ng isang machine ng paghuhulma kung saan ang laki ng pagbaril ay 40% -80% ng kapasidad ng bariles.
-
-
-
Pinakamahusay na kasanayan para sa paghubog ng iniksyon ng naylon
Ang matagumpay na paghubog ng naylon ay patuloy na nangangailangan ng pagsunod sa mahigpit na mga protocol na nagpapagaan ng mga pangunahing hamon, lalo na ang kahalumigmigan at mataas na pag -urong. Ang pagpapatupad ng mga pinakamahusay na kasanayan ay nagsisiguro ng kalidad, tibay, at pinakamainam na oras ng pag -ikot.
1. Wastong paghawak ng materyal at imbakan
-
Mandatory Drying: Laging ipagpalagay na ang materyal na naylon ay nangangailangan ng pagpapatayo. Gumamit ng a Desiccant dryer Upang mabawasan ang nilalaman ng kahalumigmigan sa ibaba ng tinukoy na limitasyon ng tagagawa (karaniwang <= 0.1 \% ) kaagad bago gamitin.
-
Closed-loop feed: Sa isip, gumamit ng a Saradong LOOP SYSTEM Upang pakainin ang materyal nang direkta mula sa dryer hanggang sa hopper ng makina upang maiwasan ang muling pagsipsip ng nakapaligid na kahalumigmigan sa panahon ng conveyance.
-
Imbakan: Mag -imbak ng mga hindi natukoy na bag ng naylon o lalagyan sa a tuyo, kontrolado ng klima o muling itapon ang mga ito kaagad pagkatapos magbukas.
2. Pag -optimize ng mga parameter ng proseso
-
Mataas na temperatura ng amag: Gumamit ng isang mataas na temperatura ng amag (madalas 80 ° C. to 120 ° C. ) upang maisulong ang buo at uniporme Crystallization . Binabawasan nito ang mga panloob na stress, pinaliit ang warpage, at pinapabuti ang mga mekanikal na katangian ng pangwakas na bahagi.
-
Mabilis na iniksyon/kinokontrol na bilis: Gumamit ng medyo Mabilis na bilis ng iniksyon Upang matiyak na ang Melt Front ay mananatiling mainit at nagsasama ng maayos (pagbabawas ng kahinaan ng linya ng knit). Gayunpaman, gumamit ng bilis ng profiling upang simulan ang mas mabagal at maiwasan jetting sa gate.
-
Sapat na presyon ng packing: Gumamit ng sapat Holding/Packing Pressure at time to compensate for nylon's high volumetric shrinkage and minimize Mga marka ng lababo .
3. Pag -iintindi ng Mold at Pamamahala ng Gate
-
Gate Vestige Control: Tiyakin ang malinis na paghihiwalay ng gate upang mabawasan ang pangalawang operasyon ng pag -trim, na maaaring makapinsala sa bahagi.
-
Regular na paglilinis: Regular na linisin ang mga vents ng amag at linya ng paghihiwalay. Wasto Venting ay mahalaga para sa mabilis na punan ni Nylon, na nagpapahintulot sa hangin na makatakas at maiwasan ang pagkasunog (dieseling) na sanhi ng naka -compress na gas.
4. Kalidad ng Kontrol at Post-Molding
-
Pagsubok sa kahalumigmigan: Ipatupad ang regular na pagsubok sa kahalumigmigan ng materyal (hal., Karl Fischer titration o moisture analyzer) upang mapatunayan ang pagiging epektibo ng pagpapatayo.
-
Agarang pag -conditioning: Magplano para sa Post-molding conditioning .
-
Dimensional na mga tseke: Magsagawa ng dimensional na kalidad ng mga tseke sa mga bahagi pagkatapos Ang mga ito ay nakakondisyon at nagpapatatag, dahil ang mga sukat ay magbabago nang malaki mula sa estado na may gintong.
So
Ang Nylon Injection Molding ay isang malakas at mahahalagang proseso ng pagmamanupaktura na naghahatid Mataas na pagganap, matibay, at mabisa Mga sangkap sa buong industriya ng hinihingi sa buong mundo. Ang natatanging profile nito ng mataas na lakas, mahusay na paglaban sa pagsusuot, at katatagan ng thermal ay gumagawa ng polyamide na kailangang -kailangan para sa pagpapalit ng mga tradisyonal na materyales tulad ng mga metal sa mga gears, housings, at konektor.

