
Ano ang texture ng amag at kung paano ito gumagana
Ang texture ng amag, na kilala rin bilang pagtatapos ng ibabaw, ay tumutukoy sa sinasadyang pagbabago ng ibabaw ng lukab ng amag ng iniksyon upang ilipat ang isang tiyak, pattern na tapusin sa panghuling bahagi ng plastik. Ang prosesong ito ay higit pa sa mga aesthetics; Ito ay isang desisyon ng disenyo at engineering na nakakaapekto sa hitsura, pakiramdam, at pagganap ng isang produkto.
Ang pangunahing prinsipyo ay prangka: ang ibabaw ng plastik na bahagi ay isang eksaktong replika ng panloob na ibabaw ng amag. Sa pamamagitan ng pagbabago ng bakal na bakal ng amag, makakamit natin ang isang hindi kapani-paniwalang iba't ibang mga texture, mula sa mga high-gloss na ibabaw hanggang sa matte na pagtatapos at kumplikadong mga pattern.
Ang proseso ay karaniwang nagsasangkot sa mga hakbang na ito:
-
Paghahanda ng amag : Ang amag ay unang makina sa huling geometry ng bahagi. Ang ibabaw ay pagkatapos ay maingat na nalinis at handa upang matiyak ang pantay na pag -text.
-
Application ng texture : Isang dalubhasang proseso, kadalasang kemikal etching o Pag -ukit ng Laser , ay ginagamit upang lumikha ng nais na pattern. Ang kemikal na etching ay gumagamit ng acid upang matunaw at lumikha ng isang pattern sa bakal, habang ang pag -ukit ng laser ay gumagamit ng isang lubos na nakatuon na laser beam upang mapawi o matunaw ang materyal na may matinding katumpakan.
-
Paghuhulma ng iniksyon : Ang tinunaw na plastik ay na -injected sa naka -texture na lukab ng amag sa ilalim ng mataas na presyon. Tinitiyak ng mataas na presyon na pinupuno ng plastik ang bawat detalye ng mikroskopiko ng texture.
-
Pagtitiklop : Habang ang plastik ay lumalamig at nagpapatibay, perpektong umaayon ito sa naka -texture na ibabaw ng amag.
-
Ejection : Ang natapos na bahagi, na ngayon ay nagdadala ng isang walang kamali -mali na kopya ng texture ng amag, ay na -ejected.
Pangkalahatang -ideya ng mga benepisyo
Ang madiskarteng paggamit ng texture ng amag ay nag -aalok ng isang malawak na hanay ng mga benepisyo na lampas sa simpleng aesthetics:
-
Pagpapahusay ng Aesthetic : Ang mga texture ay maaaring lumikha ng isang premium na hitsura at pakiramdam, ang paggawa ng mga produkto ay lumilitaw na mas mahal at matibay. Maaari rin nilang pag -iba -iba ang isang linya ng tatak o produkto.
-
Pinahusay na pag -andar : Ang mga texture ay maaaring magbigay ng isang mas mahusay na pagkakahawak (hal., Sa mga hawakan ng tool o mga aparatong medikal), bawasan ang sulyap sa makintab na ibabaw (hal., Sa mga panel ng dashboard o mga elektronikong bahay), at pagbutihin ang feedback ng tactile.
-
Pagtatago ng mga pagkadilim : Ang isang naka -texture na ibabaw ay mahusay para sa pagtatago ng mga meno de edad na mga gasgas, scuffs, at iba pang mga depekto sa kosmetiko na maaaring mangyari sa panahon ng proseso ng pagmamanupaktura o paghawak. Makakatulong din ito na itago ang mga linya ng daloy, mga marka ng lababo, o iba pang mga depekto sa paghubog.
-
Nadagdagan ang tibay : Ang ilang mga texture ay maaaring mapahusay ang gasgas at magsuot ng paglaban, pagpapahaba sa habang buhay ng produkto.
-
Demolding Assistance : Sa ilang mga kaso, ang isang maingat na napiling texture ay maaaring makatulong sa pagwawasak sa pamamagitan ng pagsira sa selyo ng vacuum sa pagitan ng bahagi at ng amag, lalo na sa malaki, patag na ibabaw.
Mga uri ng mga texture ng amag ng iniksyon
Malawak ang mundo ng mga texture ng amag ng iniksyon, ngunit higit sa lahat ay na -standardize ng isang sistema na binuo ng Society of the Plastics Industry (SPI). Ang pag -unawa sa mga pamantayang ito ay mahalaga para sa pagtukoy ng eksaktong pagtatapos na kinakailangan para sa isang bahagi.
SPI (Society of the Plastics Industry) Tapos na ang mga pamantayan
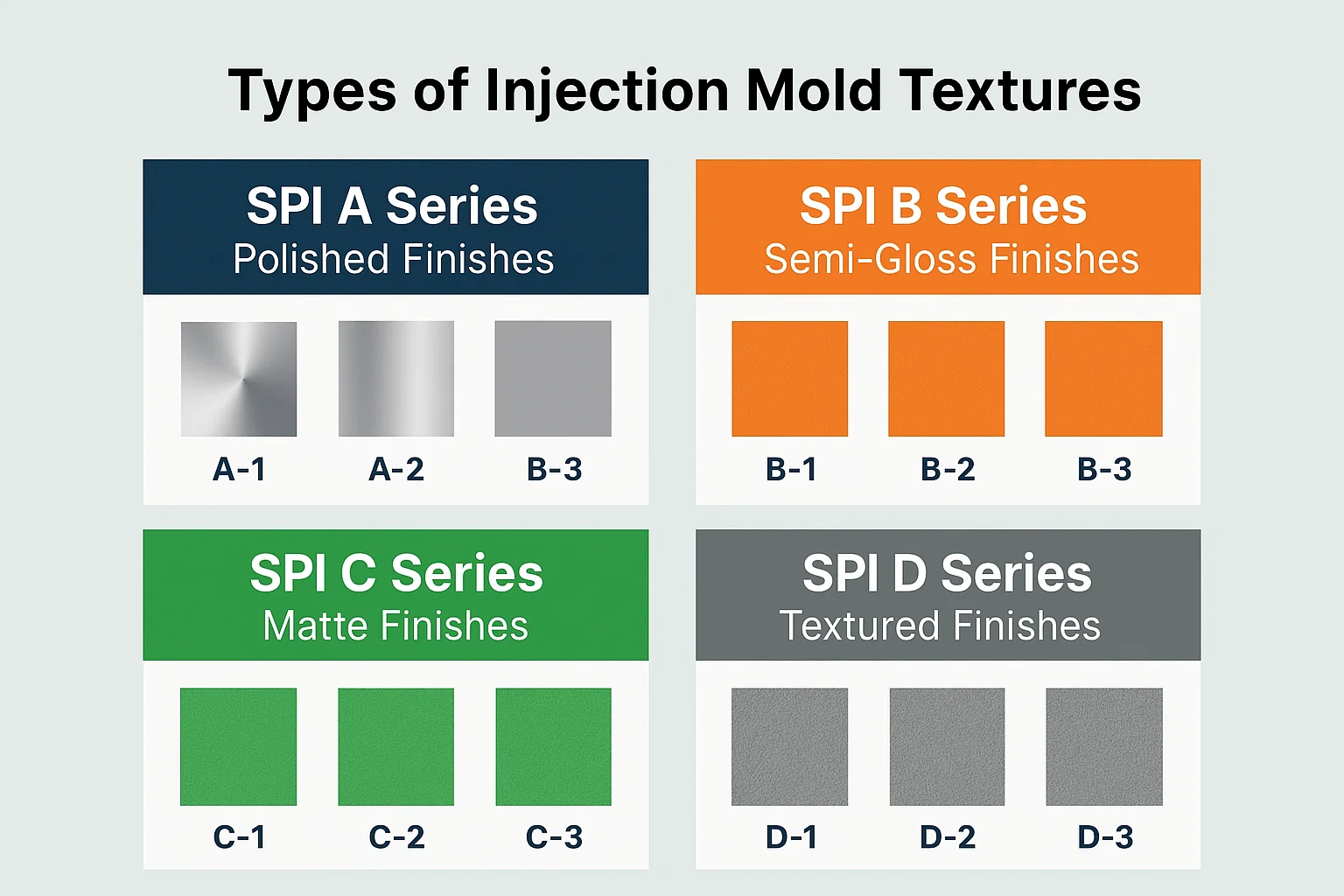
Ang sistema ng SPI ay nag-uuri ng pagtatapos batay sa pamamaraan na ginamit upang makamit ang mga ito at ang kanilang nagreresultaang hitsura, mula sa isang lubos na makintab, tulad ng salamin na ibabaw sa isang mapurol, matte texture. Ang mga pamantayan ay nahahati sa apat na pangunahing grupo (A, B, C, at D), bawat isa ay may tatlong mga sub-grade.
-
SPI-A SERIES (pinakintab na pagtatapos) Ito ang pinakamadulas at pinaka -mapanimdim na pagtatapos, na nakamit sa pamamagitan ng buli ng amag na may pulbos na brilyante. Ang mga ito ay mainam para sa mga aplikasyon na nangangailangan ng mataas na kalinawan, pagtakpan, o pagtatapos ng salamin.
-
A-1 : Ang pinakamataas na posibleng tapusin, pinakintab na may isang 3-micron diamante buff. Ito ay isang tunay na optical finish, na ginagamit para sa mga lente, salamin, at mga transparent na bahagi.
-
A-2 : Pinakintab na may isang 6-micron brilyante na buff. Nag -aalok ng isang mataas na pagtakpan, karaniwan para sa mga consumer electronics housings at malinaw na mga produktong plastik.
-
A-3 : Pinakintab na may 15-micron brilyante na buff. Pa rin napaka makintab, na ginagamit para sa isang malawak na hanay ng mga bahagi kung saan nais ang isang de-kalidad, mapanimdim na ibabaw.
-
-
Serye ng spi-b (semi-gloss finish) Ang mga pagtatapos na ito ay nilikha sa pamamagitan ng buli na may pinong grit na papel de liha, na nagreresulta sa isang bahagyang hindi gaanong mapanimdim na ibabaw kaysa sa isang serye. Mayroon silang isang mahusay na sheen ngunit hindi tulad ng salamin.
-
B-1 : Pinakintab na may isang 400-grit na bato. Ito ay isang pangkaraniwang tapusin, na nagbibigay ng isang semi-gloss sheen sa mga bahagi tulad ng appliance housings at medikal na aparato.
-
B-2 : Pinakintab na may isang 320-grit na bato. Isang bahagyang hindi gaanong pino na semi-gloss finish.
-
B-3 : Makintab na may isang 220-grit na bato. Nagbibigay ng isang mahusay, hindi mapanimdim na ibabaw.
-
-
Serye ng spi-c (natapos na si matte) Ang mga ito ay hindi glossy, matte na natapos na nilikha ng Stoneworking. Ang mga ito ay mahusay para sa pagbabawas ng sulyap at madalas na ginagamit sa mga bahagi na kailangang hawakan nang madalas.
-
C-1 : Stoneworked na may isang 220-grit na bato, na nag-aalok ng isang uniporme, matte texture.
-
C-2 : Stoneworked na may isang 180-grit na bato. Isang bahagyang coarser matte finish.
-
C-3 : Stoneworked na may isang 150-grit na bato. Ang pinakapangit ng matte ay natapos.
-
-
Serye ng SPI-D (mapurol/naka-texture na pagtatapos) Ang pagtatapos ng ser serye ay ang pinakapurol, nakamit ng pagsabog ng media. Ang prosesong ito ay gumagamit ng maliliit na baso o mga partikulo ng buhangin upang lumikha ng isang naka-texture, hindi mapanimdim na ibabaw.
-
D-1 : Sumabog sa isang #11 glass bead. Ang pinakamahusay na mga blasted na texture, na nagbibigay ng isang napaka -uniporme, mapurol na pagtatapos.
-
D-2 : Sumabog sa #12 glass bead. Isang bahagyang mas naka -texture, mapurol na pagtatapos.
-
D-3 : Sumabog sa isang #240 na pagsabog ng buhangin. Ang pinakapangit na SPI na natapos, na ginamit kapag ang maximum na duras at isang pakiramdam ng tactile ay kinakailangan.
-
Mga diskarte sa pag -text
Higit pa sa mga pamantayan ng SPI, na pangunahing tinukoy ang result , may iba -iba Mga pamamaraan Ginamit upang mag -aplay ng texture sa isang amag.
-
Kemikal etching : Ito ang pinaka tradisyonal na pamamaraan. Ang ibabaw ng amag ay pinahiran ng isang photosensitive mask, at isang photographic negatibo ng nais na pattern ng texture ay inilalagay sa tuktok. Ang amag ay pagkatapos ay nakalantad sa ilaw ng UV, na nagpapatigas sa mask sa mga hindi nasasaksak na lugar. Ang isang solusyon sa acid ay pagkatapos ay inilalapat sa "etch" o kumain ng layo sa nakalantad na bakal, na lumilikha ng texture.
-
Kalamangan : Maaaring lumikha ng masalimuot, detalyado, at malalim na mga texture; Angkop para sa malalaking ibabaw.
-
Mga limitasyon : Hindi gaanong tumpak kaysa sa laser, maaaring maging mahirap kontrolin ang malalim na pagkakapareho, at gumagamit ng malupit na mga kemikal.
-
-
Pag -ukit ng Laser : Isang moderno at lubos na tumpak na pamamaraan na gumagamit ng isang nakatuon na laser beam upang masunog o mag -ablate ng isang pattern ng texture nang direkta sa ibabaw ng amag.
-
Kalamangan : Lubhang tumpak, nagbibigay-daan para sa mga kumplikadong pattern ng geometriko, logo, at micro-texture; Walang mga kemikal na ginagamit.
-
Mga limitasyon : Maaaring maging mas mabagal para sa napakalaking ibabaw, maaaring maging mas mahal kaysa sa kemikal na etching.
-
-
Mekanikal na pag -text : Ang pamamaraan na ito ay nagsasangkot ng paggamit ng mga tool upang pisikal na lumikha ng texture. Maaari itong isama ang nakasasakit na pagsabog (tulad ng sa serye ng SPI d), o paggamit ng mga dalubhasang tool sa paggupit. Madalas itong ginagamit para sa mas simple, mas pantay na mga texture.
-
Iba pang mga pamamaraan :
-
EDM (Electrical Discharge Machining) : Gumagamit ng isang elektrod upang lumikha ng isang paglabas na nag -aalis ng ibabaw ng amag, na lumilikha ng isang natatanging "sparkle" na texture.
-
Pagsabog ng media : Isang mas pangkalahatang termino para sa pagsabog na may iba't ibang media (hal., Glass beads, walnut shell) upang makamit ang isang nais na matte o naka -texture na tapusin.
-
Mga salik na nakakaimpluwensya sa pagpili ng texture
Ang pagpili ng tamang texture ng amag para sa isang bahagi ay isang kritikal na desisyon na nagbabalanse ng mga aesthetics, pag -andar, at mga hadlang sa pagmamanupaktura. Ang proseso ng pagpili ay bihirang isang one-size-fits-lahat ng diskarte at nakasalalay nang labis sa tatlong pangunahing mga kadahilanan: ang materyal ng bahagi, disenyo nito, at ang pangwakas na mga kinakailangan sa aplikasyon.
Pagiging tugma ng materyal
Ang uri ng plastik na ginamit sa proseso ng paghubog ng iniksyon ay isang pangunahing pagsasaalang -alang. Iba't ibang mga materyales ang gumanti sa pag -text nang naiiba, at ang ilan ay may hawak na texture na mas mahusay kaysa sa iba.
-
Polypropylene (PP) at Polyethylene (PE) : Ang mga ito ay malambot, semi-crystalline plastik na maaaring maging mahirap na mag-texture nang malalim. May posibilidad silang "dumaloy" ng texture sa panahon ng paghubog, na maaaring magresulta sa isang hindi gaanong tinukoy na pagtatapos. Ang mga texture ng coarser sa pangkalahatan ay mas epektibo sa mga materyales na ito.
-
Acrylonitrile Butadiene Styrene (ABS) : Ang abs ay isang mahusay na materyal para sa pag -text. Ang amorphous na istraktura at mahusay na mga katangian ng daloy ay nagbibigay -daan upang makuha ang kahit na mga magagandang detalye, ginagawa itong isang tanyag na pagpipilian para sa mga bahagi na may masalimuot na mga texture, tulad ng mga consumer electronics housings.
-
Polycarbonate (PC) : Ang PC ay isa pang materyal na may hawak na texture nang maayos, lalo na sa pagtatapos ng matte. Gayunpaman, ang mataas na temperatura ng pagproseso ay nangangailangan ng maingat na disenyo ng amag at pagproseso upang maiwasan ang mga marka ng stress.
-
High-density polyethylene (HDPE) : Katulad sa PP, ang HDPE ay maaaring maging mahirap mag -texture. Ang texture ay maaaring lumitaw na hindi gaanong matalim at maaaring magkaroon ng isang bahagyang makintab o waxy na hitsura.
Bahagi ng bahagi
Ang geometry ng bahagi mismo ay may makabuluhang epekto sa aplikasyon at kalidad ng texture.
-
Draft anggulo : Ang isang anggulo ng draft ay ang bahagyang taper na idinisenyo sa isang bahagi upang payagan ang mas madaling pag -ejection mula sa amag. Ang mga texture, lalo na ang mga mas malalim, ay maaaring dagdagan ang alitan sa pagitan ng bahagi at pader ng amag. Upang maiwasan ang mga isyu sa pagwawasak, ang anggulo ng draft ay dapat dagdagan para sa mga bahagi na may mga naka -texture na ibabaw. Ang isang mahusay na patakaran ng hinlalaki ay upang magdagdag ng hindi bababa sa 1 degree ng draft para sa bawat 0.001 pulgada ng lalim ng texture.
-
Radii at sulok : Ang mga texture ay maaaring lumitaw na hugasan o hindi pantay sa mga lugar na may maliit na radii o matalim na sulok. Madalas na kinakailangan upang tukuyin ang isang makinis, hindi naka-texture na radius upang matiyak ang isang malinis na paglipat.
-
Pagkakapareho : Mahalaga na isaalang-alang ang linya ng paghihiwalay at anumang potensyal na pag-shut-off ng amag kapag nag-text. Ang texture ay dapat mailapat nang pantay sa buong ibabaw upang maiwasan ang nakikitang hindi pagkakapare -pareho.
Mga Kinakailangan sa Application
Ang pagtatapos ng paggamit ng produkto ay nagdidikta kung dapat unahin ng texture ang mga aesthetics, pag-andar, o pareho.
-
Mga pagsasaalang -alang sa aesthetic : Kailangan ba ng bahagi upang magmukhang maluho, masungit, o malambot? Isang high-gloss SPI A-1 Ang pagtatapos ay maaaring maging perpekto para sa isang transparent lens, habang isang multa SPI B-2 or C-1 Ang pagtatapos ng matte ay magiging perpekto para sa isang sangkap na dashboard upang mabawasan ang sulyap.
-
Mga kinakailangan sa pag -andar :
-
Mahigpit na pagkakahawak : Para sa mga produktong tulad ng mga hawakan ng tool, mga instrumento sa medikal, o mga kalakal sa palakasan, isang mas malalim, tactile texture (tulad ng isang SPI D Ang pagtatapos) ay mahalaga para sa pagbibigay ng isang ligtas na pagkakahawak at maiwasan ang slippage.
-
Magsuot ng paglaban at pagtatago ng mga gasgas : Ang isang naka -texture na ibabaw ay natural na higit na nagpapatawad kaysa sa isang makintab. Ang isang produkto na makakakita ng mabibigat na paggamit, tulad ng isang tool sa hardin o isang piraso ng bagahe, ay makikinabang mula sa isang matatag na texture na maaaring magtago ng mga menor de edad na mga gasgas at scuff.
-
Pagbawas ng glare : Para sa mga sangkap sa interior ng isang kotse o ang bezel ng isang TV, ang isang matte finish ay kritikal para sa pagtanggal ng mga nakakagambalang pagmuni -muni.
-
Mga aplikasyon ng texture ng amag ng iniksyon
Ang kakayahang umangkop ng texture ng amag ng iniksyon ay maliwanag sa malawakang paggamit nito sa hindi mabilang na mga industriya. Mula sa pagbibigay ng interior ng kotse ng isang marangyang pakiramdam upang matiyak na ang isang medikal na aparato ay may isang hindi slip na mahigpit na pagkakahawak, ang texture ay isang pangunahing elemento ng disenyo.
Industriya ng automotiko
Ang sektor ng automotiko ay isang pangunahing gumagamit ng mga texture ng amag, lalo na para sa parehong aesthetic apela at pagganap na pagganap.
-
Mga sangkap sa loob : Ang mga texture ay ginagamit sa mga dashboard, mga panel ng pinto, at mga center console upang mabawasan ang sulyap at lumikha ng isang de-kalidad, hindi mapanimdim na pagtatapos. Ginagawa din ng texture ang mga ibabaw na ito na mas matibay at lumalaban sa mga gasgas mula sa pang -araw -araw na paggamit. Ang isang multa sa medium matte texture (spi b o c series) ay pinaka -karaniwan dito.
-
Mga panlabas na sangkap : Ang mga bumpers, trim ng katawan, at mga sangkap ng grille ay madalas na nagtatampok ng mga texture na lumalaban sa mga dings at scuffs, at mas madaling mapanatili kaysa sa isang ipininta, high-gloss na ibabaw.
Mga elektronikong consumer
Ang texture ay isang mahalagang elemento sa mga elektronikong consumer, kung saan ang pakiramdam ng tactile ng isang produkto ay maaaring maging isang pangunahing pagkakaiba -iba.
-
Mga kaso ng cell phone at accessories : Ang mga texture sa mga kaso ng telepono ay hindi lamang nagbibigay ng isang mas mahusay na pagkakahawak ngunit itago din ang mga fingerprint at menor de edad na pag -abrasions.
-
Mga housings ng appliance : Ang mga housings para sa lahat mula sa mga gumagawa ng kape hanggang sa mga vacuum cleaner ay gumagamit ng mga texture upang lumikha ng isang matibay, kaakit -akit na ibabaw na madaling malinis.
Mga aparatong medikal
Sa larangan ng medikal, ang texture ay hindi lamang tungkol sa mga hitsura; Ito ay tungkol sa kaligtasan at ergonomya.
-
Mga housings ng aparato : Ang mga housings para sa mga portable na aparatong medikal ay gumagamit ng mga texture upang magbigay ng isang ligtas na pagkakahawak, na mahalaga para sa mga doktor at nars. Ang texture ay maaari ring makatulong na itago ang mga smudges at fingerprint sa isang klinikal na setting.
-
Ergonomic grips Ang mga syringe plungers, mga hawak ng instrumento ng kirurhiko, at iba pang mga aparato ng handheld ay nagtatampok ng mga tactile texture upang maiwasan ang slippage sa panahon ng mga kritikal na pamamaraan.
Mga produktong sambahayan
Mula sa kusina hanggang sa garahe, ang mga naka -texture na ibabaw ay nasa lahat ng dako, madalas para sa mga praktikal na kadahilanan.
-
Mga lalagyan at imbakan : Ang mga lalagyan ng pagkain, lids, at iba pang mga produktong imbakan ng plastik ay madalas na may isang matte o naka -texture na tapusin upang maiwasan ang mga ito mula sa pagdulas ng mga basa na kamay. Tumutulong din ang texture na mag -mask ng mga gasgas mula sa regular na paggamit.
-
Mga sangkap ng muwebles : Ang mga plastik na upuan, talahanayan, at iba pang mga item sa kasangkapan ay gumagamit ng mga texture upang gayahin ang hitsura ng mga likas na materyales, tulad ng kahoy na butil, o upang lumikha lamang ng isang mas nakakaakit, hindi mapanimdim na pagtatapos.
Mga kalamangan at kawalan ng iba't ibang mga texture
Tulad ng anumang pagpipilian sa disenyo, ang pagpili ng isang texture ng amag ay nagsasangkot ng isang trade-off. Ang pag -unawa sa kalamangan at kahinaan ay mahalaga para sa paggawa ng isang kaalamang desisyon.
Kalamangan
-
Pinahusay na aesthetics : Ang isang mahusay na dinisenyo na texture ay maaaring itaas ang halaga ng isang produkto at bigyan ito ng isang premium na pakiramdam.
-
Pinahusay na mahigpit na pagkakahawak : Ang mga texture ay nagdaragdag ng alitan, na ginagawang mas madaling hawakan ang mga produkto at hindi gaanong madaling kapitan ng pagdulas.
-
Nabawasan ang pagtakpan at sulyap : Ang mga texture ng matte ay epektibong mabawasan ang ilaw na pagmuni -muni, na kung saan ay isang kritikal na tampok sa kaligtasan at ginhawa sa mga aplikasyon ng automotiko at elektronika.
-
Paglaban sa gasgas : Ang mga naka -texture na ibabaw ay likas na mas matibay at mas mahusay sa pagtatago ng mga menor de edad na mga gasgas at magsuot kaysa sa makinis, makintab na ibabaw.
-
Pagtatago ng mga pagkadilim : Ang texture ay maaaring magtago ng mga menor de edad na mga depekto sa paghubog, tulad ng mga marka ng lababo, mga linya ng daloy, at mga linya ng weld, na maaaring makita nang napakabilis sa isang makintab na bahagi.
Mga Kakulangan
-
Tumaas na gastos : Ang proseso ng pag -text ng isang amag ay isang karagdagang hakbang sa proseso ng pagmamanupaktura at nangangailangan ng dalubhasang kagamitan at kadalubhasaan. Nagdaragdag ito sa pangkalahatang gastos sa tooling.
-
Mas mahaba ang oras ng pag -ikot : Sa ilang mga kaso, ang mas malalim na mga texture ay maaaring bahagyang madagdagan ang oras ng paglamig na kinakailangan bago ang isang bahagi ay maaaring ligtas na ma -ejected, potensyal na pagpapahaba ng pangkalahatang pag -ikot ng pag -iniksyon.
-
Potensyal para sa mga marka ng lababo : Napakalalim o biglaang mga pagbabago sa texture sa mga makapal na bahagi ay kung minsan ay maaaring gumawa ng isang bahagi na mas madaling kapitan ng mga marka ng paglubog, na kung saan ay bahagyang pagkalungkot sa ibabaw.
-
Mga hamon sa pag -demolding : Tulad ng nabanggit dati, ang mga texture ay nagdaragdag ng alitan sa pagitan ng bahagi at amag. Kung walang sapat na mga anggulo ng draft, maaari itong humantong sa mga isyu sa pagwawasak, tulad ng mga bahagi na nakadikit sa lukab o scuffing.
Ang proseso ng pagdaragdag ng texture sa mga hulma ng iniksyon
Ang proseso ng pagdaragdag ng texture sa isang amag ng iniksyon ay isang katumpakan na hinihimok ng katumpakan na nangangailangan ng maingat na pagpaplano at pagpapatupad. Ito ay isang multi-step na pamamaraan na tulay ang agwat sa pagitan ng digital na disenyo at pisikal na pagmamanupaktura.
Mga pagsasaalang -alang sa disenyo
Ang proseso ng pag -text ay nagsisimula nang matagal bago ang amag ay ginawa, sa yugto ng disenyo ng produkto.
-
Pagma -map ng texture : Tinutukoy ng taga -disenyo ang eksaktong lokasyon at uri ng texture sa modelo ng 3D CAD. Ito ay nagsasangkot ng "pagmamapa" ng pattern ng texture sa mga ibabaw ng bahagi.
-
Pagsasama ng CAD/CAM : Ang data ng digital na texture ay pagkatapos ay isinama sa software na tinulungan ng Computer-Aided Manufacturing (CAM), na gumagabay sa makina ng texturing (hal., Isang laser engraver) upang mailapat ang pattern na may katumpakan ng milimetro.
Paghahanda ng amag
Kapag ang mga sangkap ng amag ay makina, dapat silang maihanda nang mabuti para sa pag -text.
-
Paghahanda sa ibabaw : Ang mga ibabaw ng amag na lukab ay pinakintab sa isang mataas na antas ng pagtatapos (karaniwang SPI A-3 o B-1) upang matiyak na ang texture ay inilapat nang pantay. Ang anumang mga gasgas o pagkadilim sa makintab na ibabaw ay makikita, kahit na pagkatapos ng pag -text.
-
Masking : Para sa kemikal na etching, ang isang resistensya o mask ay inilalapat sa mga lugar ng amag na dapat manatiling makinis, tulad ng mga shut-off na ibabaw, mga pin ng core, at malalim na bulsa. Pinoprotektahan nito ang mga lugar na ito mula sa solusyon sa acid.
Pagpapatupad ng pag -text
Ito ang pinaka kritikal na yugto, kung saan ang texture ay pisikal na inilalapat sa amag.
-
Proseso ng Etching ng Chemical : Ang handa na amag ay nalubog sa isang paliguan ng acid. Ang acid ay "kumakain" sa mga walang ibabaw na ibabaw, na lumilikha ng nais na lalim at pattern ng texture. Ang proseso ay maingat na na -time upang makamit ang tumpak na lalim ng texture.
-
Proseso ng pag -ukit ng laser : Ang amag ay inilalagay sa isang makina ng pag -ukit ng laser. Ginagamit ng makina ang data ng CAD upang tumpak na mag -apoy ng isang laser beam sa buong ibabaw ng amag, na lumilikha ng texture sa pamamagitan ng pag -ablate o pagtunaw ng bakal.
Pag -aayos ng mga depekto sa texture
Kahit na sa isang maayos na nakaplanong proseso, ang mga depekto ay maaaring mangyari kung minsan. Ang pagkilala sa mga isyung ito at ang kanilang mga sanhi ay susi sa matagumpay na aplikasyon ng texture.
Karaniwang mga depekto
-
Orange Peel : Ang depekto na ito, na kahawig ng balat ng isang orange, ay nangyayari kapag ang plastik ay hindi ganap na kopyahin ang texture, nag -iiwan ng isang magaspang, hindi pantay na ibabaw.
-
Hindi pantay na texture : Nangyayari ito kapag ang texture sa bahagi ay hindi pantay -pantay, na may ilang mga lugar na lumilitaw na mas malinaw o mapurol kaysa sa iba.
-
Pagkawala ng texture : Ang texture ay lilitaw na "hugasan" o hindi umiiral sa ilang mga lugar ng bahagi, lalo na sa mga malalim na lukab o malapit sa gate.
Mga Sanhi at Solusyon
-
Mga isyu sa materyal : Hindi pantay na daloy ng materyal o isang mababang temperatura ng matunaw ay maaaring maiwasan ang plastik mula sa pagpuno ng mga detalye ng texture. Solusyon : I -optimize ang mga parameter ng proseso ng paghubog ng iniksyon, tulad ng pagtunaw ng temperatura at bilis ng iniksyon.
-
Mga parameter ng proseso : Hindi sapat na puwersa ng clamping o isang mababang presyon ng iniksyon ay maaaring humantong sa hindi magandang pagtitiklop ng texture. Solusyon : Dagdagan ang presyon ng iniksyon at ayusin ang pack at hawakan ang presyon upang matiyak na ang plastik ay itinulak sa bawat detalye ng ibabaw ng amag.
-
Pagpapanatili ng amag : Ang isang marumi o hindi maganda na pinapanatili na amag ay maaaring maging sanhi ng mga depekto sa texture. Maaaring hadlangan ng mga kontaminado ang pattern ng texture. Solusyon : Ang regular na paglilinis at pagpapanatili ng amag ay mahalaga para sa pare -pareho na mga resulta.
Ang mga pagsasaalang -alang sa gastos para sa pag -text sa amag ng iniksyon
Ang desisyon na mag -texture ng isang amag ay hindi lamang isang teknikal; Ito ay may makabuluhang implikasyon sa pananalapi. Ang gastos ng pag-text ay isang kadahilanan na dapat timbangin laban sa mga potensyal na benepisyo, tulad ng pinahusay na halaga ng produkto, pinahusay na pag-andar, at nabawasan ang mga proseso ng post-production.
Mga kadahilanan na nakakaapekto sa gastos
-
Pagiging kumplikado ng texture : Ang mas masalimuot o detalyado ang pattern ng texture, mas mataas ang gastos. Ang simple, pantay na mga texture (tulad ng serye ng SPI D) ay karaniwang mas mura kaysa sa kumplikado, mga disenyo ng multi-pattern o mga nangangailangan ng maraming mask sa kemikal na etching.
-
Laki ng amag : Ang lugar ng ibabaw ng amag na mai -texture ay isang pangunahing driver ng gastos. Ang pag -text ng isang malaking amag ng automotive dashboard ay mas malaki ang gastos kaysa sa pag -text sa isang maliit na elektronikong sangkap na hulma.
-
Paraan ng pag -text : Ang iba't ibang mga pamamaraan ay may iba't ibang mga istruktura ng gastos.
-
Kemikal etching : Madalas na mas epektibo para sa malaki, hindi gaanong kumplikadong mga texture.
-
Pag -ukit ng Laser : Habang ang mas mahal na paitaas, ang katumpakan nito ay maaaring mabawasan ang rework at ang tanging pagpipilian para sa ilang mga kumplikadong geometry at micro-texture.
-
Pagtatasa ng benepisyo sa gastos
Bago gumawa ng isang naka-texture na amag, mahalaga ang isang masusing pagsusuri sa benepisyo ng gastos.
-
Pagtimbang ng mga benepisyo laban sa mga gastos : Isaalang-alang ang pangmatagalang halaga. Habang ang pag -text ay nagdaragdag sa paunang gastos sa tooling, maaari nitong alisin ang pangangailangan para sa pangalawang operasyon tulad ng pagpipinta, patong ng pulbos, o pag -print ng pad. Ang idinagdag na apela ng aesthetic ay maaari ring mag -utos ng isang mas mataas na presyo ng merkado para sa pangwakas na produkto.
-
Nabawasan ang rework : Sa pamamagitan ng pag -mask ng mga menor de edad na mga kakulangan sa ibabaw at mga linya ng daloy, ang isang naka -texture na pagtatapos ay maaaring mabawasan ang bilang ng mga tinanggihan na bahagi, na nagse -save ng pera sa katagalan.
Hinaharap na mga uso sa pag -texture ng amag ng iniksyon
Ang larangan ng pag -texture ng amag ay patuloy na umuusbong, hinihimok ng mga pagsulong sa teknolohiya at ang demand para sa mas sopistikado at functional na mga produkto.
Mga pagsulong sa teknolohiya
-
Micro-texturing : Pinapayagan ng modernong teknolohiya ng laser para sa paglikha ng hindi kapani-paniwalang pinong, micro-scale texture. Ang mga texture na ito ay maaaring magamit upang makontrol ang light pagsasabog, lumikha ng mga hydrophobic (water-repelling) na ibabaw, o kahit na magbigay ng isang haptic (touch-based) na karanasan sa feedback.
-
Mga texture sa pagpapagaling sa sarili : Ang mga mananaliksik ay naggalugad ng mga paraan upang lumikha ng mga texture na maaaring ayusin ang kanilang mga sarili mula sa mga menor de edad na gasgas, isang teknolohiya na maaaring baguhin ang tibay ng mga plastik na bahagi.
-
Paggamit ng AI sa disenyo ng texture : Ginagamit ang artipisyal na katalinuhan upang makabuo ng bago at kumplikadong mga pattern ng texture na na -optimize para sa mga tiyak na materyales at mga kinakailangan sa pag -andar, paikliin ang siklo ng disenyo at pagpapagana ng mga makabagong disenyo ng bagong ibabaw.
Konklusyon
Ang texture ng amag ng iniksyon ay higit pa kaysa sa isang simpleng pagpipilian sa aesthetic; Ito ay isang mahalagang bahagi ng disenyo ng produkto at proseso ng pagmamanupaktura. Mula sa karaniwang SPI na natapos hanggang sa mga advanced na pattern ng laser, ang tamang texture ay maaaring mapahusay ang pag-andar ng isang produkto, tibay, at napansin na halaga. Sa pamamagitan ng maingat na pagsasaalang -alang sa materyal, disenyo, at mga kinakailangan sa aplikasyon, at sa pamamagitan ng pag -unawa sa magagamit na mga pamamaraan at ang kanilang mga nauugnay na gastos, ang mga taga -disenyo at inhinyero ay maaaring pumili ng perpektong pagtatapos ng ibabaw upang maibuhay ang kanilang mga produkto.

