
Panimula sa overmolding at bonding na mga hamon
Ang overmolding ay isang proseso ng pagmamanupaktura ng pagbabagong -anyo kung saan ang isang materyal, karaniwang isang malambot na thermoplastic elastomer (TPE) o goma, ay hinubog nang direkta o sa paligid ng isang segundo, mahigpit na materyal (ang substrate). Ang pamamaraan na ito ay hindi kapani -paniwalang maraming nalalaman, na nagpapahintulot sa paglikha ng mga sangkap na may maraming mga materyal na katangian sa isang solong bahagi. Mag-isip ng isang kompotable, hindi slip na mahigpit na pagkakahawak sa isang tool, isang hindi tinatagusan ng tubig na selyo sa isang elektronikong aparato, o aesthetically nakalulugod na mga disenyo ng maraming kulay sa mga produktong consumer.
Ang mga pakinabang ng overmolding ay marami: pinahusay na ergonomya, pinabuting aesthetics, ingay at panginginig ng boses, de -koyenteng pagkakabukod, at pinasimple na pagpupulong sa pamamagitan ng pagtanggal ng pangangailangan para sa mga adhesive o fastener. Gayunpaman, ang tagumpay ng overmolding hinges sa isang kritikal na kadahilanan: pagkamit ng isang malakas, permanenteng bono sa pagitan ng dalawang natatanging materyales.

Nang walang isang matatag na bono, ang mga overmolded na bahagi ay maaaring magdusa mula sa mga karaniwang at nakakabigo na mga isyu tulad ng Paghihiwalay ng materyal, pagbabalat, bubbling, o delamination . Isipin ang isang soft-touch na hawakan ng paghawak mula sa mahigpit na core nito, o isang selyadong elektronikong enclosure na nabigo dahil sa kahalumigmigan ingress. Ang mga pagkabigo na ito ay hindi lamang kompromiso ang pag -atar ng produkto at tibay ngunit maaari ring humantong sa magastos na mga paghahabol sa warranty, mga paggunita ng produkto, at makabuluhang pinsala sa reputasyon ng isang tatak.
Pag -unawa sa agham ng materyal na pag -bonding sa sobrang pag -aalsa
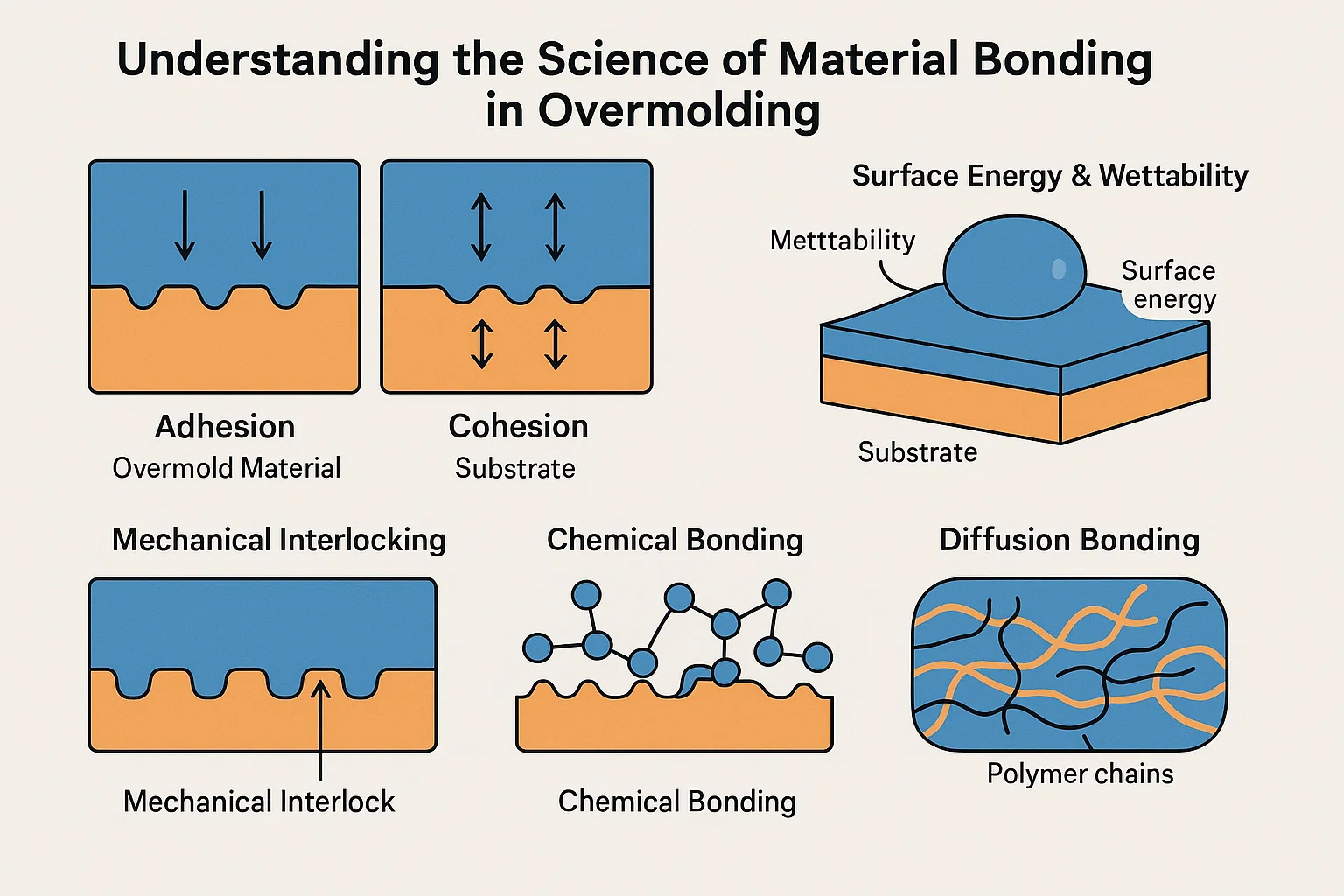
Ang pagkamit ng isang permanenteng bono sa overmolding ay hindi mahika; Ito ay isang agham na nakaugat sa kung paano nakikipag -ugnay ang mga materyales sa isang antas ng mikroskopiko. Upang tunay na master overmolding, kailangan nating maunawaan ang pangunahing mga prinsipyo ng pagdirikit at Cohesion , at kung paano ito nalalapat sa interface sa pagitan ng iyong substrate at overmold na materyal.
Pagdirikit Tumutukoy sa kaakit -akit na pwersa sa pagitan ng dalawa hindi magkakatulad mga ibabaw. Isipin ito tulad ng malagkit na tape; Ang tape ay sumunod sa dingding. Sa sobrang pag -aalsa, ito ang bono sa pagitan ng substrate (ang unang materyal) at ang overmold na materyal (ang pangalawang materyal). Ang malakas na pagdirikit ay nangangahulugang ang dalawang materyales ay hindi madaling hilahin sa kanilang contact sa ibabaw.
Cohesion , sa kabilang bata, tumutukoy sa panloob na lakas ng a walang asawa materyal. Kung ang iyong malagkit na tape luha, iyon ay isang cohesive failure sa loob ng tape mismo, hindi isang malagkit na pagkabigo mula sa dingding. Sa sobrang pag -iingat, ang parehong mga materyales ay nangangailangan ng mahusay na lakas ng cohesive upang maiwasan ang pagpunit o bali sa loob. Ang isang malakas na overmold bond ay nangangailangan ng parehong mahusay na pagdirikit sa interface at sapat na pagkakaisa sa loob ng bawat materyal.
Sentral sa pagdirikit ay enerhiya sa ibabaw at kakayahang umangkop :
-
Enerhiya sa ibabaw: Ang bawat materyal ay may isang tiyak na halaga ng enerhiya sa ibabaw nito. Para sa epektibong bonding, ang overmold material (sa tinunaw na estado) sa pangkalahatan ay kailangang magkaroon ng a mas mababang enerhiya sa ibabaw kaysa sa substrate ito ay dumadaloy. Pinapayagan nito ang tinunaw na plastik na kumalat at "basa" ang ibabaw ng substrate.
-
Kakayahang magamit: Ito ang kakayahan ng isang likido (ang tinunaw na overmold material) upang kumalat sa isang solidong ibabaw (ang substrate). Tinitiyak ng mahusay na wettability ang tinunaw na plastik ay maaaring makipag -ugnay sa substrate, na -maximize ang potensyal para sa pag -bonding. Isipin ang beading ng tubig sa isang waxed na kotse kumpara sa pagkalat sa malinis na baso; Ang huli ay nagpapakita ng mas mahusay na kakayahang umangkop.
Kapag natutugunan ang mga kundisyong ito, ang iba't ibang mga mekanismo ng pag -bonding ay naglalaro upang lumikha ng malakas, permanenteng koneksyon:
-
Mechanical Interlocking: Ito ay tulad ng isang mikroskopikong palaisipan. Ang tinunaw na overmold na materyal ay dumadaloy sa maliliit na iregularidad, pores, o sadyang dinisenyo na mga tampok (tulad ng mga undercuts o butas) sa ibabaw ng substrate. Habang pinapalamig at pinapatibay ito, pisikal na nakikipag -ugnay sa mga tampok na ito, na lumilikha ng isang mekanikal na angkla na lumalaban sa paghihiwalay. Ito ay madalas na pangunahing mekanismo ng pag -bonding, lalo na kung ang pagiging tugma ng kemikal ay limitado.
-
Chemical Bonding: Ito ang pinakamalakas na anyo ng pagdirikit, na kinasasangkutan ng pagbuo ng Pangunahing mga bono ng kemikal (tulad ng covalent o ionic bond) o Pangalawang puwersa (Tulad ng mga puwersa ng van der Waals, mga bono ng hydrogen) sa pagitan ng mga molekula ng dalawang materyales sa kanilang interface. Ito ay karaniwang nangyayari kapag ang mga materyales ay may katulad na mga istruktura ng kemikal o kung ang mga tiyak na reaktibo na grupo ay maaaring makipag -ugnay. Halimbawa, ang ilang mga marka ng TPE ay ininhinyero sa chemically bond na may mga tiyak na plastik sa engineering.
-
Pagsasabog ng pagkakalat: Sa ilang mga kaso, lalo na sa mga materyales na halos kapareho at naproseso sa mataas na temperatura, ang mga kadena ng polimer mula sa overmold na materyal ay maaaring aktwal nagkakalat at nakakaapekto kasama ang mga polymer chain ng substrate. Lumilikha ito ng isang tunay na interpenetrating network, na epektibong lumabo ang linya sa pagitan ng dalawang materyales at bumubuo ng isang hindi kapani -paniwalang malakas, halos hindi mapaghihiwalay na bono. Ito ay madalas na nakikita sa dalawang-shot na paghuhulma kung saan ang parehong mga materyales ay plastik na may katulad na mga katangian ng matunaw.
Mga pangunahing kadahilanan na nakakaimpluwensya sa lakas ng bono
Ang pagkamit ng isang mahusay na bono sa overmolding ay hindi lamang tungkol sa pag -unawa sa agham; Ito ay tungkol sa meticulously na kinokontrol ang ilang mga praktikal na kadahilanan sa buong proseso ng disenyo at pagmamanupaktura. Ang pagpapabaya sa alinman sa mga ito ay maaaring makabuluhang ikompromiso ang pangwakas na lakas ng bono.
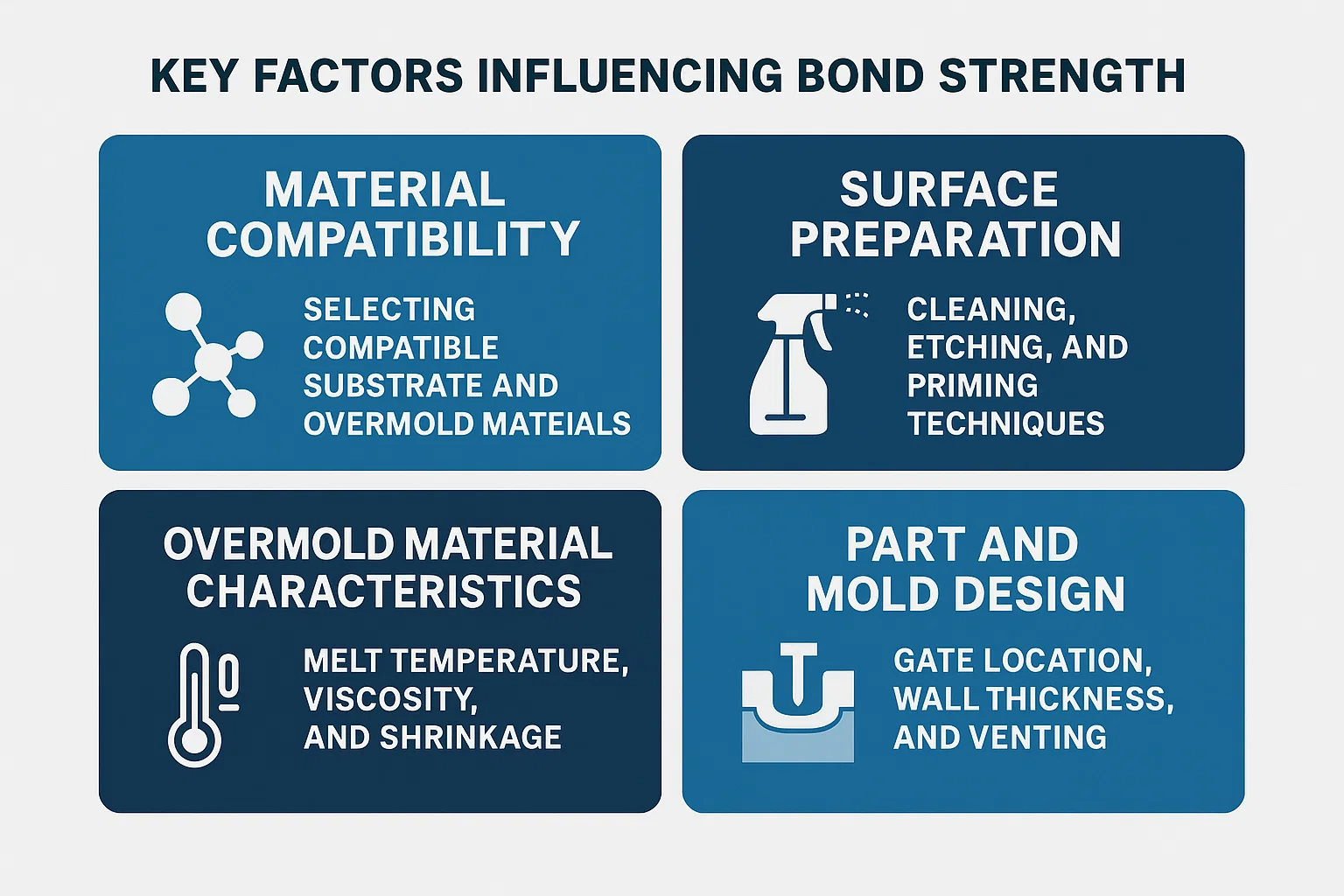
1. Materyal na pagiging tugma: Pagpili ng katugmang substrate at overmold na mga materyales
Ito ay madalas na ang pinaka kritikal na panimulang punto. Ang pagpili ng mga materyales ay nagdidikta ng potensyal para sa bonding ng kemikal at pagsasabog .
-
Affinity ng kemikal: Ang ilang mga materyal na pares na natural na "tulad" sa bawat isa. Halimbawa, tiyak TPES (thermoplastic elastomer) ay partikular na nabalangkas upang magbigkis nang maayos sa mga karaniwang mahigpit na plastik tulad ng PC (Polycarbonate) , Abs (acrylonitrile butadiene styrene) , Pinagsasama ng PC/ABS , at kahit na Naylon . Sa kabaligtaran, ang pag -bonding ng TPE sa mga materyales tulad Pp (polypropylene) or PE (polyethylene) Maaaring maging hamon nang walang mga espesyal na pormulasyon o paggamot sa ibabaw dahil sa kanilang mababang enerhiya sa ibabaw.
-
Matunaw ang pagkakapareho ng temperatura: Sa isip, ang overmold na materyal ay dapat magkaroon ng isang temperatura sa pagproseso na nagbibigay -daan sa ito na dumaloy at mabisa nang epektibo nang walang pagpapapangit o pagpapahiya sa substrate. Kung ang overmold na materyal ay nangangailangan ng isang mas mataas na temperatura kaysa sa temperatura ng pagpapalihis ng init ng substrate, maaari itong humantong sa pag -war o pagtunaw ng unang pagbaril.
-
Mga rate ng pag -urong: Ang mga materyales ay lumiliit habang cool sila. Kung ang mga overmold at substrate na materyales ay may makabuluhang naiiba Mga rate ng pag -urong , Ang mga panloob na stress ay maaaring bumuo, na humahantong sa delamination o pag -crack sa paglipas ng panahon, lalo na sa mga gilid o sulok. Maingat na piliin ng mga inhinyero ang mga pares na may katulad o pantulong na pag -uugali ng pag -urong.
2. Paghahata sa ibabaw: Paglilinis, etching, at mga diskarte sa priming
Kahit na sa mga katugmang materyales, ang isang kontaminado o hindi maganda na inihanda na ibabaw ng substrate ay maaaring mapahina ang bono.
-
Paglilinis: Ang ibabaw ng substrate ay dapat na maingat malinis at walang mga ahente ng paglabas ng amag, langis, alikabok, o iba pang mga kontaminado . Ang mga ito ay kumikilos bilang mga hadlang, na pumipigil sa matalik na pakikipag -ugnay at pag -bonding. Depende sa substrate, ang mga pamamaraan ng paglilinis ay maaaring saklaw mula sa simpleng paghuhugas hanggang sa paglilinis ng ultrasonic o solvent na pagpahid.
-
Mechanical etching/texturing: Ang paglikha ng isang mikroskopikong magaspang na ibabaw sa substrate ay maaaring makabuluhang mapahusay mekanikal na interlocking . Ito ay maaaring makamit sa pamamagitan ng mga pamamaraan tulad ng sandblasting, laser etching, o kahit na sa pamamagitan ng pagdidisenyo ng texture nang direkta sa unang shot mold. Ang nadagdagan na lugar ng ibabaw ay nagbibigay din ng higit pang mga puntos para sa potensyal na pakikipag -ugnay sa kemikal.
-
Chemical Priming/Adhesion Promoter: Para sa mapaghamong mga kumbinasyon ng materyal, mga panimulang aklat o adhesion promoter maaaring mailapat sa ibabaw ng substrate. Ang mga kemikal na ito ay kumikilos bilang isang tulay, na bumubuo ng isang bono na may parehong substrate at ang overmold material. Karaniwan ito sa goma-to-plastic o metal-to-plastic overmolding.
-
Paggamot ng Plasma / Paggamot ng Corona: Ang mga advanced na paggamot sa ibabaw na ito ay gumagamit ng elektrikal na paglabas upang mabago ang enerhiya sa ibabaw ng substrate, na ginagawang mas kaakit -akit sa bonding. Maaari silang dagdagan ang wettability at lumikha ng mga reaktibo na site para sa bonding ng kemikal.
3. Overmold ang mga materyal na katangian: matunaw ang temperatura, lagkit, at pag -urong
Ang mga katangian ng overmold material mismo ay naglalaro ng isang kritikal na papel sa panahon ng proseso ng iniksyon.
-
Matunaw na temperatura: Ang temperatura kung saan naproseso ang overmold na materyal ay kailangang tumpak na kontrolado. Ito ay dapat na sapat na mainit upang makamit ang wastong daloy at basa ng substrate ngunit hindi masyadong mainit na ito ay nagpapabagal sa materyal o ang pinagbabatayan na substrate.
-
Viscosity: Ang lapot (paglaban ng daloy) ng tinunaw na overmold na materyal ay nakakaapekto sa kakayahang punan ang mga kumplikadong tampok ng amag at intimate na makipag -ugnay sa ibabaw ng substrate. Ang isang materyal na masyadong malapot ay maaaring hindi punan ang mga magagandang detalye para sa mekanikal na interlocking, habang ang isa na masyadong likido ay maaaring mag -flash.
-
Pag -urong: Tulad ng nabanggit, ang pag -urong ng overmold na materyal ay kailangang pinamamahalaan na may kaugnayan sa substrate upang maiwasan ang panloob na stress at pagkabigo ng bono.
4. Bahagi at Disenyo ng Mold: Lokasyon ng Gate, kapal ng dingding, at pag -Venting
Ang disenyo ng Smart mula sa simula ay maaaring maiwasan ang maraming mga isyu sa pag -bonding.
-
Lokasyon ng Gate: Ang Gate (kung saan ang tinunaw na plastik ay pumapasok sa amag) ay dapat na mailagay nang madiskarteng upang matiyak kahit at kumpletong pagpuno ng labis na lukab. Ang mahinang lokasyon ng gate ay maaaring humantong sa hindi kumpletong pagpuno, mga linya ng weld, o mga lugar na may hindi sapat na presyon, na ang lahat ay nakompromiso ang lakas ng bono.
-
Kapal ng pader: Pagpapanatili pare -pareho ang kapal ng pader Sa overmold na materyal ay tumutulong na matiyak ang pantay na paglamig at pag -urong, pag -minimize ng panloob na stress. Ang biglaang mga pagbabago sa kapal ng dingding ay maaaring humantong sa pagkakaiba -iba ng paglamig, pag -war, at mahina na mga bono.
-
Venting: Habang pinupuno ng tinunaw na materyal ang amag, ang hangin ay inilipat. Kung ang hangin na ito ay hindi makatakas sa wastong venting , maaari itong ma -trap, na humahantong sa mga maikling shot, burn mark, o mga lugar kung saan ang overmold material ay hindi ganap na makipag -ugnay sa substrate, na lumilikha ng mga mahina na lugar.
-
Undercuts, grooves, at butas: Tulad ng tinalakay sa mekanikal na interlocking, ang pagsasama ng mga tampok na ito sa disenyo ng substrate ay mahalaga para sa paglikha ng mga pisikal na angkla para sa labis na materyal. Ang mga tampok na ito ay dapat na idinisenyo gamit ang naaangkop na mga anggulo ng draft upang payagan ang madaling pag -demolding nang hindi nasisira ang overmolded na bahagi.
Mga pamamaraan para sa pagpapahusay ng mekanikal na interlocking
Habang ang pagiging tugma ng kemikal at na -optimize na pagproseso ay mahalaga, mechanical interlocking nakatayo bilang isang matatag at madalas na kailangang -kailangan na pamamaraan upang matiyak ang isang malakas, pisikal na bono sa sobrang pag -aalsa. Lumilikha ito ng isang literal na "mahigpit na pagkakahawak" sa pagitan ng dalawang materyales, na pumipigil sa paghihiwalay kahit na limitado ang pagdirikit ng kemikal. Ito ay lalong mahalaga kapag ang mga overmolding na materyales na may mahinang kemikal na pagkakaugnay, tulad ng pag -bonding ng isang malambot na TPE sa isang mababang plastik na enerhiya tulad ng polypropylene (PP).
Narito ang mga pangunahing diskarte sa disenyo para sa pag -maximize ng mekanikal na interlocking:
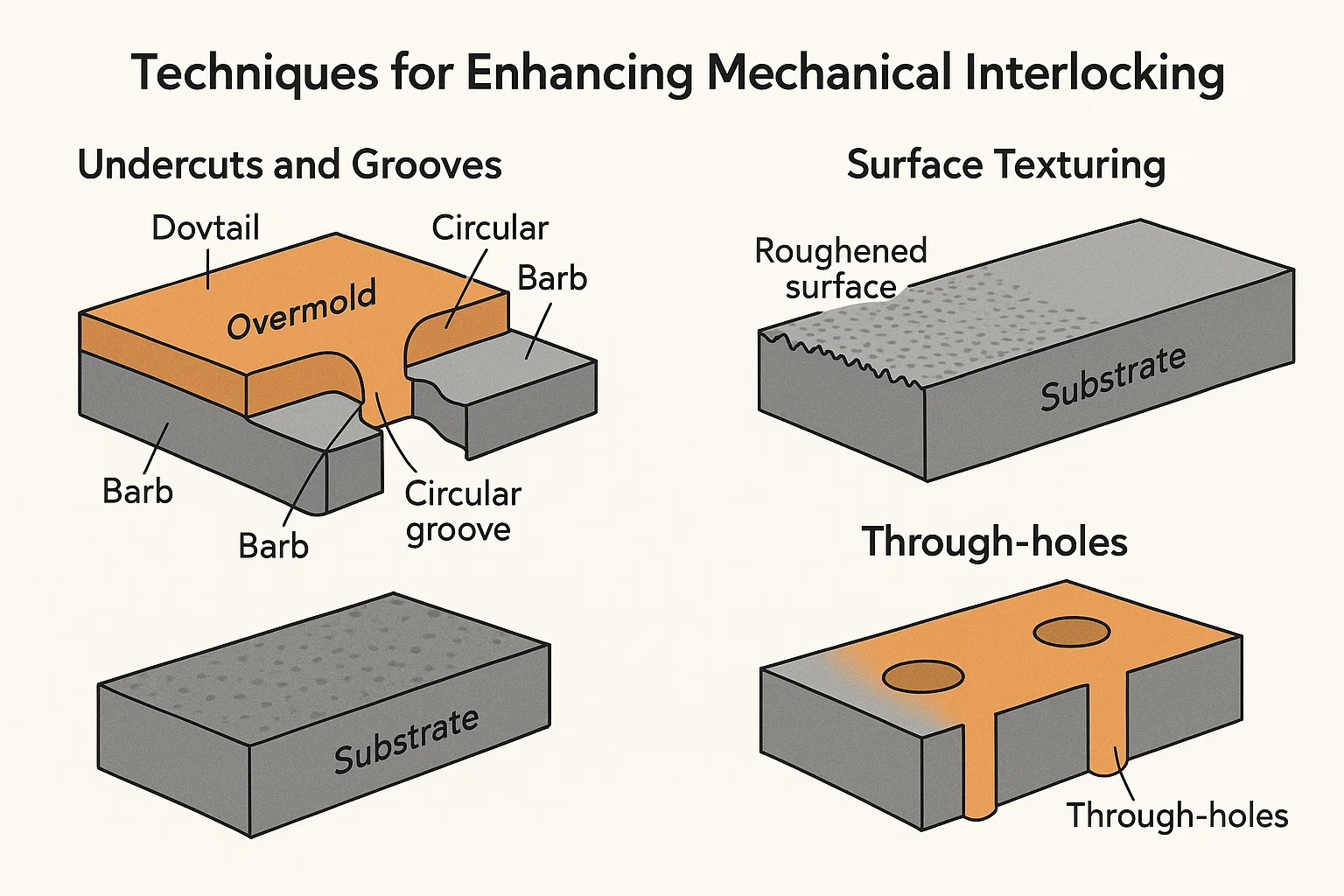
1. Mga undercuts at grooves: Ang pagdidisenyo ng mga tampok para sa pagpapanatili ng mekanikal
Mag -isip ng mga undercuts at grooves bilang mikroskopikong kawit o mga angkla sa loob ng substrate. Kapag ang tinunaw na overmold na materyal ay dumadaloy sa mga tampok na ito at lumalamig, pinapatibay nito sa paligid nila, na lumilikha ng isang pisikal na lock.
-
Undercuts: Ito ang mga tampok na lumikha ng isang "overhang" o isang hugis na mas malaki sa ilalim ang ibabaw kaysa sa pagbubukas. Habang ang overmold na materyal ay lumalamig at pag -urong, mahigpit itong hinila sa mga undercuts na ito. Kasama sa mga halimbawa:
-
Dovetail Grooves: V-shaped channel kung saan ang base ay mas malawak kaysa sa pagbubukas.
-
Pabilog na mga grooves: Mga singsing o mga channel na ang overmold na materyal ay maaaring dumaloy at mahigpit na pagkakahawak.
-
Barbs o buto -buto: Maliit, nakausli na mga tampok sa substrate na ang overmold na materyal ay sumasama.
-
-
Grooves: Ang mga simpleng channel o recesses sa ibabaw ng substrate ay nagbibigay -daan sa overmold material na punan at palakasin, ang paglikha ng isang mechanical key. Ang mga ito ay maaaring maging tuwid, hubog, o sundin ang tabas ng bahagi.
Tip sa Disenyo: Kapag nagdidisenyo ng mga undercuts, palaging isaalang -alang draft anggulo Para sa madaling pag -demolding nang hindi nasisira ang overmolded na bahagi o ang multo mismo. Ang overmold na materyal ay kailangang maging sapat na kakayahang umangkop upang mabigo nang bahagya sa panahon ng pag -ejection kung ang undercut ay hindi bahagi ng isang slide o mekanismo ng lifter sa amag.
2. Surface Texturing: Paglikha ng isang magaspang na ibabaw para sa pagtaas ng pagdirikit
Ang isang makinis na ibabaw ay nag -aalok ng kaunting mga puntos para sa mekanikal na pakikipag -ugnay. Sa pamamagitan ng paglikha ng isang magaspang o naka -texture na ibabaw sa substrate, kapansin -pansing pinatataas mo ang lugar ng ibabaw na magagamit para sa overmold na materyal na dumaloy sa at mahigpit na pagkakahawak.
-
AS-MOLDED Texture: Ang pinakasimpleng pamamaraan ay upang magdisenyo ng isang texture nang direkta sa amag para sa bahagi ng substrate. Ito ay maaaring maging isang mahusay na stipple, isang matte finish, o kahit na isang banayad na nakasasakit na pattern.
-
Nakasasakit na pagsabog: Matapos ang bahagi ng substrate ay hinuhubog, maaari itong maging sandblasted o grit-blasted. Ang pisikal na ito ay nag -roughens sa ibabaw, na lumilikha ng mga mikroskopikong peak at mga lambak na ang overmold na materyal ay maaaring dumaloy sa paligid at makialam. Tumutulong din ito na alisin ang anumang mga kontaminadong ibabaw.
-
Laser etching: Ang katumpakan ng laser etching ay maaaring lumikha ng masalimuot at lubos na kinokontrol na mga texture o pattern sa ibabaw ng substrate, na -optimize ang mekanikal na bono para sa mga tiyak na lugar.
-
Kemikal etching: Ang ilang mga kemikal ay maaaring pumipili ng ibabaw ng plastik, na lumilikha ng isang mikroskopikong rougher topograpiya na nagpapabuti sa pagdirikit ng mekanikal.
Pakinabang: Ang nadagdagan na lugar ng ibabaw ay hindi lamang nagpapabuti sa mekanikal na interlocking ngunit maaari ring hindi tuwirang makakatulong sa pag -bonding ng kemikal sa pamamagitan ng paglalantad ng mas maraming reaktibo na mga site.
3. Sa pamamagitan ng mga butas: Paggamit ng mga butas para sa daloy ng materyal at interlocking
Pagsasama ng madiskarteng inilagay sa pamamagitan ng mga butas Sa substrate ay nagbibigay -daan sa overmold na materyal na dumaloy nang lubusan at bumubuo ng isang solidong "rivet" o "post" sa kabilang panig. Lumilikha ito ng isang napakalakas, dalawang panig na mekanikal na lock.
-
Mga rivets ng materyal: Kapag ang overmold na materyal ay dumadaloy sa isang butas, lumilikha ito ng isang materyal na "rivet" na mahigpit na naka -angkla sa overmold sa substrate.
-
Pamamahagi ng pag -load: Ang maramihang mga butas ay maaaring ipamahagi ang stress nang pantay-pantay sa buong bonded interface, pagpapabuti ng pangkalahatang tibay ng overmolded na bahagi.
-
Bentilasyon (hindi tuwirang benepisyo): Sa ilang mga kaso, ang mga hole-hole ay maaari ring makatulong sa pag-vent na naka-trap na hangin sa panahon ng overmolding na proseso, tinitiyak ang kumpletong pagpuno at pakikipag-ugnay.
Pagsasaalang -alang: Ang laki at paglalagay ng mga sa pamamagitan ng mga butas ay mahalaga. Dapat silang sapat na malaki upang payagan ang mahusay na daloy ng materyal ngunit hindi napakalaki na kinompromiso nila ang integridad ng istruktura ng substrate.
Pag -agaw ng bonding ng kemikal para sa mahusay na pagdirikit
Habang ang mechanical interlocking ay nagbibigay ng isang malakas na pisikal na angkla, bonding ng kemikal nag -aalok ng pinakamataas na antas ng pagdirikit, na lumilikha ng isang halos hindi mapaghihiwalay na interface sa pagitan ng substrate at ang overmold na materyal. Ang pamamaraang ito ay nakasalalay sa aktwal na pakikipag -ugnayan ng molekular sa pagitan ng dalawang polimer, na humahantong sa isang bono na madalas na mas malakas kaysa sa cohesive lakas ng alinman sa materyal.
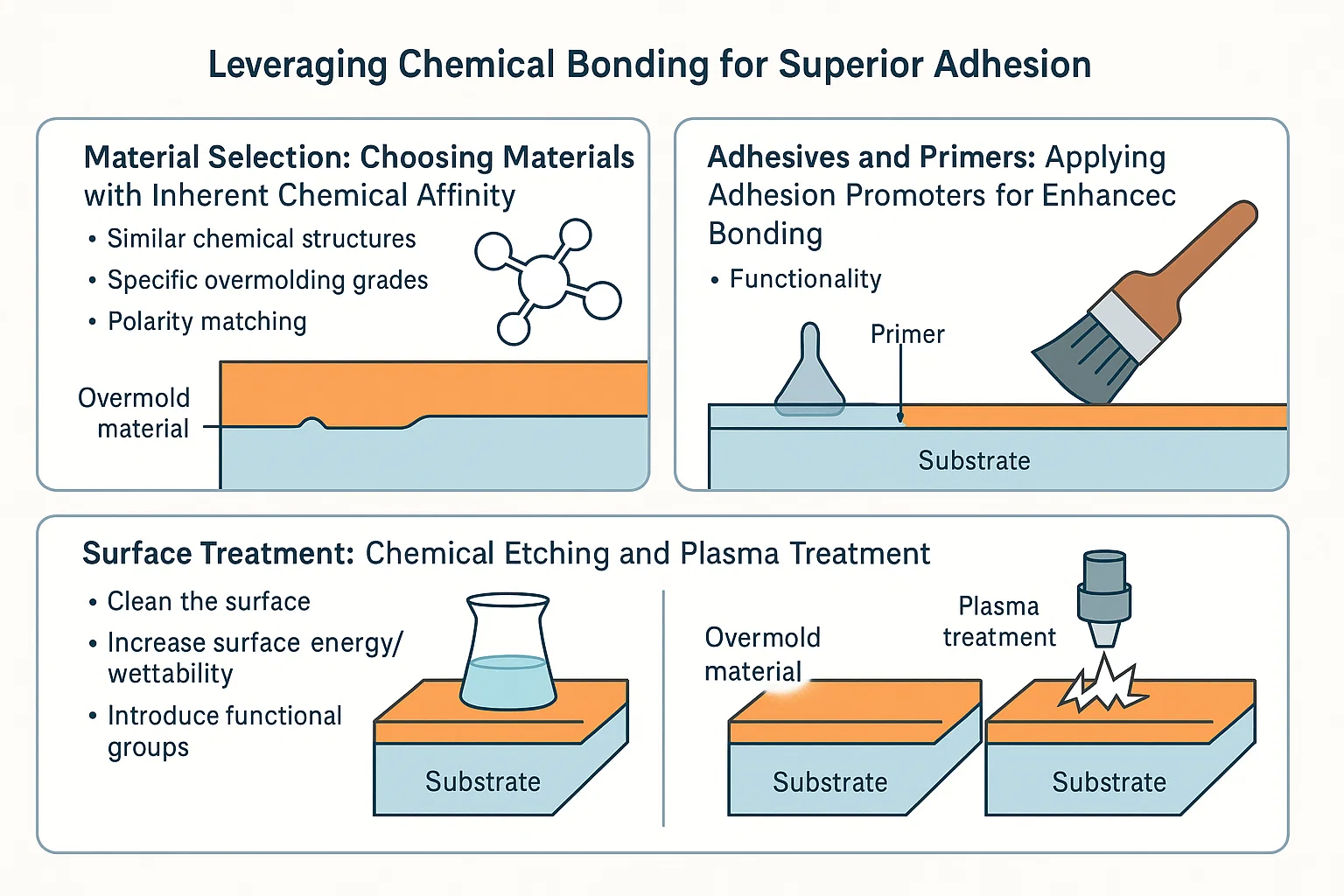
1. Pagpili ng Materyal: Pagpili ng mga materyales na may likas na pagkakaugnay ng kemikal
Ang pundasyon ng bonding ng kemikal ay namamalagi sa pagpili ng mga materyales na likas na katugma sa isang antas ng molekular. Ito ay kung saan ang kadalubhasaan sa polymer chemistry ay nagiging mahalaga.
-
Katulad na mga istrukturang kemikal: Ang mga polimer na may katulad na mga backbones ng kemikal o mga functional na grupo ay may posibilidad na mag -bonding nang mas madaling. Halimbawa, tiyak Thermoplastic Polyurethanes (TPU) ay kilala upang mabuo ang malakas na mga bono ng kemikal na may Polycarbonates (PC) and Acrylonitrile Butadiene Styrene (ABS) Dahil sa ibinahaging mga katangian ng polar at potensyal para sa hydrogen bonding o iba pang mga atraksyon ng molekular.
-
Tukoy na mga marka ng overmolding: Maraming mga materyal na supplier ang nag -aalok ng dalubhasa Overmolding grade ng mga TPE o iba pang mga polimer. Ang mga marka na ito ay inhinyero upang maglaman ng mga additives o natatanging mga istruktura ng chain ng polimer na nagtataguyod ng reaktibo ng kemikal at pagdirikit na may mga tiyak na matibay na mga substrate (hal.
-
Pagtutugma ng Polarity: Ang mga materyales na may katulad na polarity ay may posibilidad na makipag -ugnay nang mas mahusay. Ang mga polar na materyales (tulad ng PC, ABS, naylon) ay mas malamang na makipag-ugnay sa iba pang mga polar na materyales, habang ang mga materyales na hindi polar (tulad ng PP, PE) ay nangangailangan ng mga tiyak na additives o paggamot sa ibabaw upang makamit ang mahusay na pagdirikit na may mga materyales na overmold na polar.
Ang pagtatrabaho nang malapit sa mga materyal na supplier upang piliin ang pinakamainam na pares ng dagta para sa iyong tukoy na aplikasyon ay madalas na ang pinaka prangka na landas sa pagkamit ng bonding ng kemikal.
2. Mga adhesives at primer: Paglalapat ng mga tagataguyod ng pagdirikit para sa pinahusay na pag -bonding
Kapag ang likas na pagkakaugnay ng kemikal sa pagitan ng mga materyales ay limitado, o kinakailangan ng dagdag na layer ng seguridad, mga adhesives o panimulang aklat (adhesion promoter) maaaring magamit. Ang mga sangkap na ito ay kumikilos bilang isang tulay, na lumilikha ng isang bono na may parehong substrate at ang overmold na materyal.
-
Mga primer/tie layer: Ang mga ito ay karaniwang manipis na coatings na inilalapat sa substrate bago ang overmolding na proseso. Naglalaman ang mga ito ng mga pangkat ng kemikal na maaaring gumanti sa parehong ibabaw ng substrate at ang tinunaw na overmold material, na bumubuo ng isang molekular na tulay.
-
Reactive adhesives: Sa ilang mga dalubhasang aplikasyon, maaaring mailapat ang isang manipis na layer ng isang reaktibo na malagkit. Gayunpaman, nagdaragdag ito ng isang pangalawang hakbang sa proseso at hindi gaanong karaniwan sa sobrang dami ng iniksyon na overmolding kung saan ang layunin ay madalas na maalis ang mga hakbang.
-
Pag -andar: Ang mga panimulang aklat ay partikular na kapaki -pakinabang para sa mga bonding na hindi magkakatulad na materyales, tulad ng Silicone goma sa plastik or metal sa plastik , kung saan ang direktang pag -bonding ng kemikal sa pamamagitan ng maginoo na overmolding ay mahirap.
Ang paraan ng aplikasyon (pag -spray, paglubog, pagpahid) at mga kondisyon ng pagpapatayo para sa mga panimulang aklat ay kritikal sa kanilang pagiging epektibo.
3. Paggamot sa Ibabaw: Paggamot ng Chemical Etching at Plasma
Kahit na sa mga materyales na katugmang kemikal, ang mga kontaminadong ibabaw o mababang enerhiya sa ibabaw ay maaaring makahadlang sa bonding. Ang iba't ibang mga paggamot sa ibabaw ay maaaring maghanda ng substrate upang maging mas kaakit -akit sa pakikipag -ugnay sa kemikal.
-
Kemikal etching: Ito ay nagsasangkot sa paglalantad ng ibabaw ng substrate sa mga tiyak na solusyon sa kemikal na mikroskopiko na binabago ang topograpiya at komposisyon ng kemikal. Maaari itong alisin ang mga mahina na hangganan ng hangganan at lumikha ng mga reaktibo na site, sa gayon ay nadaragdagan ang enerhiya sa ibabaw at nagtataguyod ng mas malakas na mga bono ng kemikal. Halimbawa, ang ilang mga polyolefins ay maaaring maging chemically etched upang mapagbuti ang kanilang bondability.
-
Paggamot ng Plasma (atmospheric o vacuum): Ang lubos na epektibong pamamaraan na ito ay gumagamit ng ionized gas (plasma) upang baguhin ang nangungunang ilang mga atomic layer ng ibabaw ng substrate. Ang paggamot sa plasma ay maaaring:
-
Linisin ang ibabaw: Alisin ang mga organikong kontaminado sa isang antas ng molekular.
-
Dagdagan ang enerhiya/wettability ng ibabaw: Gawin ang ibabaw na mas "tanggapin" sa tinunaw na overmold na materyal, na pinapayagan itong kumalat nang mas epektibo.
-
Ipakilala ang mga functional na grupo: Lumikha ng mga bagong pangkat ng kemikal sa ibabaw na maaaring direktang gumanti sa overmold na materyal, na bumubuo ng mga bono ng covalent.
-
-
Paggamot ng Corona: Katulad sa paggamot ng plasma, ang paggamot ng corona discharge ay gumagamit ng high-frequency na de-koryenteng paglabas upang baguhin ang mga katangian ng ibabaw ng mga di-porous na materyales, na karaniwang ginagamit sa mga pelikula at sheet, ngunit naaangkop din sa ilang mga hinubog na bahagi upang mapagbuti ang basa at pagdirikit.
Sa pamamagitan ng estratehikong pagsasama ng materyal na pagpili na may naaangkop na mga diskarte sa paghahanda sa ibabaw, ang mga tagagawa ay maaaring i-unlock ang buong potensyal ng bonding ng kemikal, na humahantong sa overmolded na mga bahagi na may pambihirang, pangmatagalang pagdikit at integridad ng istruktura.
Pag -optimize ng Overmolding Proseso
Kahit na sa perpektong pagpili ng materyal at isang mahusay na dinisenyo na amag, ang aktwal na mga parameter ng proseso ng overmolding ay ang linchpin na nagsisiguro ng isang malakas, pare -pareho na bono. Ang mga maliliit na paglihis sa temperatura, presyon, o bilis ay maaaring makabuluhang makakaapekto sa kalidad ng interface sa pagitan ng substrate at ang overmold na materyal. Ang tumpak na kontrol ng mga parameter na ito ay mahalaga para sa pagkamit ng isang permanenteng bono.
1. Kontrol ng temperatura: Pamamahala ng temperatura ng matunaw at temperatura ng amag
Ang temperatura ay gumaganap ng isang dalawahan na papel sa sobrang pag -aakma, na nakakaapekto sa parehong materyal na daloy at bonding.
-
Matunaw na temperatura: Ang temperatura ng tinunaw na overmold na materyal na pumapasok sa amag ay kritikal.
-
Masyadong mababa: Kung ang temperatura ng matunaw ay masyadong mababa, ang materyal ay hindi madaling dumaloy. Maaaring hindi ito ganap na basa ang ibabaw ng substrate, mabibigo na punan ang masalimuot na mga mekanikal na interlocks, o mabilis na palakasin, na humahantong sa hindi kumpletong pakikipag -ugnay at isang mahina na bono.
-
Masyadong mataas: Sa kabaligtaran, ang isang labis na mataas na temperatura ng matunaw ay maaaring maging sanhi ng pagkasira ng materyal, na humahantong sa hindi magandang mekanikal na mga katangian, pagkawalan ng kulay, o kahit na nasusunog. Maaari rin itong mapanganib ang pagpapapangit o pagsira sa substrate, lalo na kung ang substrate ay may mas mababang temperatura ng pagpapalihis ng init.
-
Optimal Balance: Ang perpektong temperatura ng matunaw ay nagsisiguro na ang lagkit ng materyal ay sapat na mababa para sa mahusay na daloy at basa, na nagtataguyod ng matalik na pakikipag -ugnay at pakikipag -ugnay sa kemikal, nang hindi nagiging sanhi ng pagkasira.
-
-
Temperatura ng amag: Ang temperatura ng hulma mismo ay direktang nakakaapekto kung paano lumalamig at nagpapatibay ang materyal na materyal.
-
Masyadong malamig: Ang isang amag na masyadong malamig ay maaaring maging sanhi ng labis na materyal na "i -freeze" nang wala sa panahon, na humahantong sa hindi kumpletong pagpuno, hindi magandang pagtatapos ng ibabaw, at hindi sapat na pakikipag -ugnay sa substrate, na pumipigil sa epektibong bonding.
-
Masyadong mainit: Ang isang labis na mainit na amag ay maaaring pahabain ang mga oras ng pag -ikot, maging sanhi ng pagkasira ng materyal, o humantong sa labis na pag -urong at warpage habang ang bahagi ay lumalamig sa labas ng amag.
-
Mga pagsasaalang -alang sa substrate: Para sa overmolding, ang temperatura ng amag ay nakakaimpluwensya rin sa temperatura ng ibabaw ng substrate. Ang isang naaangkop na mainit na amag ay maaaring makatulong na mapanatili ang ibabaw ng substrate na bahagyang pliable, pagpapabuti ng overmold na kakayahan ng materyal na mag -bonding. Gayunpaman, hindi ito dapat maging sobrang init upang maging sanhi ng pagpapapangit ng substrate.
-
2. Bilis ng Pressure at Injection: Pag -aayos ng mga parameter para sa pinakamainam na daloy ng materyal
Ang lakas at bilis kung saan ang overmold na materyal ay pumapasok sa lukab ay mahalaga para sa wastong pagpuno at pagdirikit.
-
Bilis ng iniksyon:
-
Masyadong mabagal: Ang isang mabagal na bilis ng iniksyon ay maaaring humantong sa napaaga na paglamig ng tinunaw na materyal bago ito ganap na punan ang lukab o malapit na makipag -ugnay sa substrate. Maaari itong magresulta sa mga maikling pag -shot, mga linya ng daloy, at mahina na mga lugar ng bono.
-
Masyadong Mabilis: Ang isang labis na mabilis na bilis ng iniksyon ay maaaring maging sanhi ng "jetting" (hindi makontrol na daloy na nagdudulot ng turbulance), air entrapment (na humahantong sa mga voids o mahina na mga spot), o kahit na mabura ang ibabaw ng substrate, na ang lahat ng ito ay nakompromiso ang lakas ng bono.
-
Kinokontrol na Punan: Ang pinakamainam na bilis ng iniksyon ay nagsisiguro ng isang makinis, daloy ng laminar na nagbibigay -daan sa tinunaw na materyal na pantay na punan ang lukab at ganap na basa ang ibabaw ng substrate, na nagtataguyod ng maximum na pakikipag -ugnay at mekanikal na interlocking.
-
-
Presyon ng iniksyon (punan ang presyon at paghawak/pag -iimpake ng presyon):
-
Punan ang presyon: Ito ang presyon na ginamit sa panahon ng paunang yugto ng pagpuno. Tinitiyak ng sapat na presyon na maabot ang materyal sa bawat bahagi ng lukab, lalo na sa masalimuot na mga tampok na idinisenyo para sa mekanikal na interlocking.
-
Holding/Packing Pressure: Matapos mapuno ang amag, ang paghawak ng presyon ay inilalapat para sa isang tiyak na tagal. Ang presyur na ito ay nag -iimpake ng karagdagang materyal sa lukab upang mabayaran ang materyal na pag -urong habang nagpapalamig. Mahalaga ito para sa lakas ng bono. Kung walang sapat na presyon ng paghawak, ang overmold na materyal ay maaaring hilahin ang layo mula sa substrate, na humahantong sa mga voids, mga marka ng lababo, at pagkabigo ng bono. Tinitiyak nito ang matalik na pakikipag -ugnay ay pinananatili hanggang sa ang materyal ay nagpapatibay.
-
3. Rate ng Paglamig: Pagkontrol sa Paglamig Upang mabawasan ang pag -urong at stress
Ang rate kung saan ang overmolded na bahagi ay lumalamig na makabuluhang nakakaapekto sa panloob na stress at ang integridad ng bono.
-
Uniform na paglamig: Ang hindi pantay na paglamig ay maaaring humantong sa pagkakaiba-iba ng pag-urong sa pagitan ng overmold at mga materyales sa substrate, na lumilikha ng mga panloob na stress na maaaring maging sanhi ng warpage, pag-crack, o delamination sa paglipas ng panahon. Ang wastong disenyo ng amag na may na -optimize na mga channel ng paglamig ay tumutulong na matiyak ang isang kahit na rate ng paglamig.
-
Oras ng paglamig: Ang sapat na oras ng paglamig sa amag ay kinakailangan upang payagan ang labis na materyal na palakasin nang lubusan at bumuo ng sapat na lakas upang mapaglabanan ang mga puwersa ng ejection nang walang pagpapapangit o paghihiwalay mula sa substrate. Ang paghila ng isang bahagi nang maaga ay maaaring makapinsala sa nascent bond.
-
Pag -minimize ng stress: Ang kinokontrol na paglamig ay tumutulong na mabawasan ang natitirang mga stress sa loob ng bahagi. Ang mataas na natitirang stress, lalo na sa materyal na interface, ay isang karaniwang sanhi ng pangmatagalang pagkabigo ng bono.
Ang pag-master ng mga parameter ng prosesong ito ay nangangailangan ng tumpak na kontrol ng makina, madalas sa pamamagitan ng sopistikadong mga machine ng paghubog ng iniksyon na may kakayahang mag-ayos ng bawat yugto ng pag-ikot. Ang patuloy na pagsubaybay at pagsasaayos batay sa kalidad ng bahagi at integridad ng bono ay mahalaga para sa matagumpay na overmolding.
Mga pagsasaalang -alang sa disenyo para sa matibay na overmolded na mga bahagi
Ang isang malakas na bono sa overmolding ay nagsisimula nang matagal bago ang materyal ay pumapasok sa makina. Nagsisimula ito sa matalinong disenyo ng produkto at amag. Ang maalalahanin na disenyo ay nagpapaliit ng stress, tinitiyak ang wastong daloy ng materyal, at isinasama ang mga tampok na likas na palakasin ang bono, na humahantong sa matibay at maaasahang overmolded na mga bahagi.
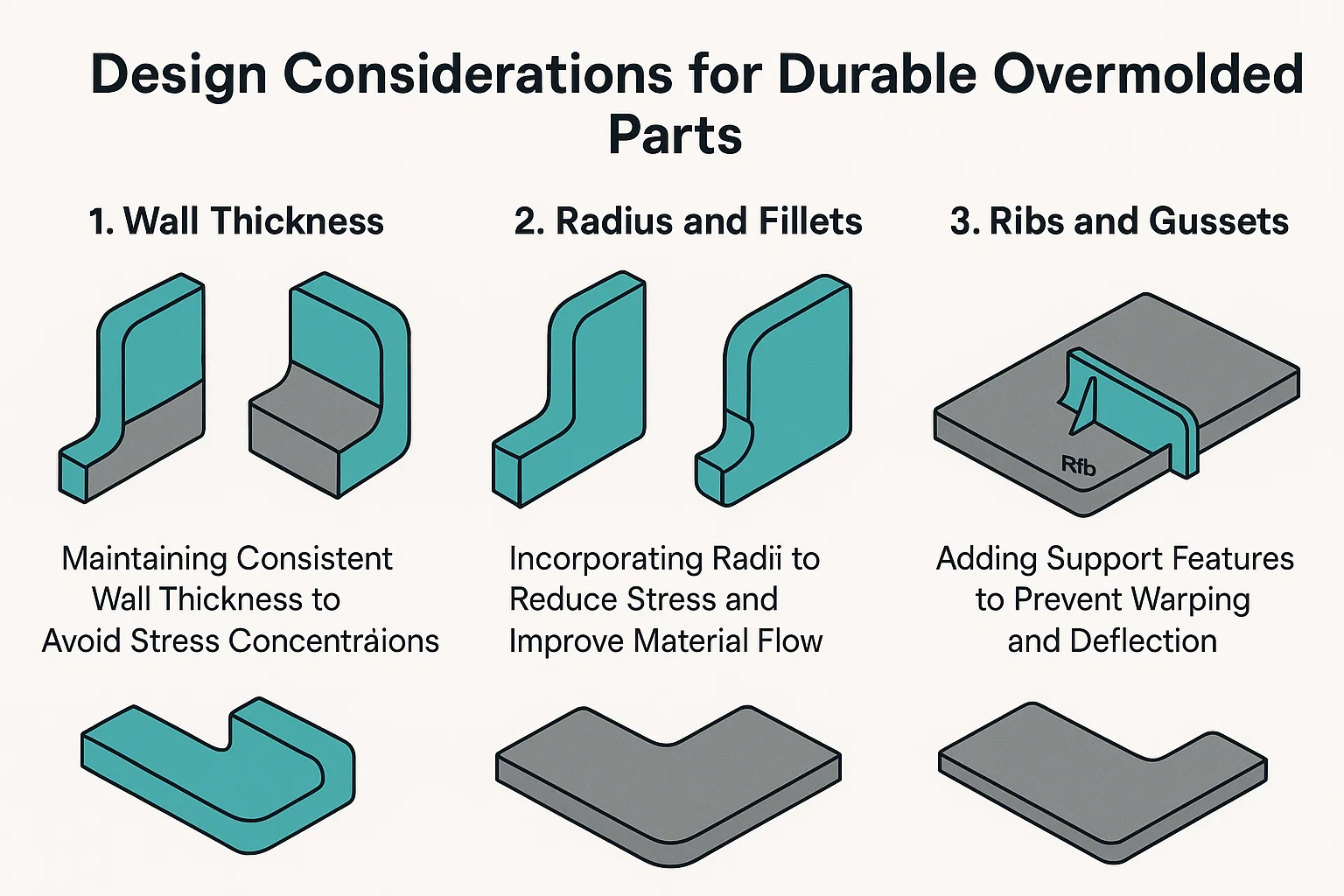
1. Kapal ng pader: Pagpapanatili ng pare -pareho ang kapal ng pader upang maiwasan ang mga konsentrasyon ng stress
Ang isa sa mga pinaka -pangunahing mga patakaran sa disenyo ng plastik na bahagi ay nalalapat nang direkta sa overmolding: Panatilihin ang pare -pareho ang kapal ng pader .
-
Suliranin: Ang biglaang mga pagbabago sa kapal ng dingding ay lumikha ng mga lugar kung saan ang materyal ay lumalamig at pag -urong sa iba't ibang mga rate. Ang pagkakaiba -iba ng paglamig na ito ay humahantong sa Panloob na stress sa loob ng overmolded material at, kritikal, sa interface kasama ang substrate. Ang mga stress na ito ay maaaring maipakita bilang warping, mga marka ng lababo, o, pinaka -mapahamak para sa labis na pag -aalaga, Ang pagkabigo sa Delamination at Bond Sa paglipas ng panahon.
-
Solusyon: Idisenyo ang overmold layer na may pantay na kapal ng pader hangga't maaari. Kung ang mga pagkakaiba -iba ng kapal ay hindi maiiwasan dahil sa bahagi ng geometry, ipatupad ang unti -unting mga paglilipat (hal., Gamit ang mahaba, banayad na mga taper sa halip na matalim na mga hakbang). Pinapayagan nito para sa higit pa sa paglamig at pag -minimize ng mga konsentrasyon ng stress sa linya ng bono.
2. Radius at Fillets: Pagsasama ng Radii upang mabawasan ang stress at pagbutihin ang daloy ng materyal
Ang mga matulis na sulok ay kilalang mga concentrator ng stress sa mga plastik na bahagi. Sa sobrang pag -aalsa, naglalagay sila ng isang dobleng banta sa integridad ng bono.
-
Konsentrasyon ng stress: Ang mga panloob na sulok (kung saan ang overmold material ay nakakatugon sa substrate) ay lumikha ng mga naisalokal na puntos ng stress, na ginagawang mahina ang bono sa pag -crack o pagbabalat sa ilalim ng mga pagbabago sa pag -load o temperatura. Ang mga panlabas na matalim na sulok ay maaari ring mahina na mga puntos.
-
Mahina na daloy ng materyal: Ang tinunaw na plastik ay mas pinipili na dumaloy nang maayos. Ang mga matulis na sulok ay lumikha ng paglaban, potensyal na humahantong sa hindi kumpletong pagpuno, mga voids, o mas mahina na mga lugar kung saan ang materyal ay nagpupumilit na ganap na basa at encapsulate ang substrate.
-
Solusyon: Isama ang mapagbigay radii (bilugan na panlabas na sulok) and Mga fillet (bilugan na panloob na sulok) Sa lahat ng mga paglilipat at mga interseksyon sa loob ng Overmold Design at sa substrate kung saan makikipag -ugnay ito sa Overmold.
-
Mga Pakinabang: Ang radii at mga fillet ay nagbibigay -daan para sa mas maayos na daloy ng materyal, bawasan ang mga konsentrasyon ng stress, pagbutihin ang lakas ng bahagi, at mapahusay ang kakayahang makahubog, na ang lahat ay nag -aambag sa isang mas matatag na bono. Layunin para sa radii na hindi bababa sa 0.5 hanggang 1.0 beses sa kapal ng dingding.
-
3. Ribs at Gussets: Pagdaragdag ng mga tampok ng suporta upang maiwasan ang warping at pagpapalihis
Habang pangunahing kilala para sa pagdaragdag ng higpit at lakas sa mga plastik na bahagi, ang maayos na dinisenyo mga buto -buto at gussets ay maaaring hindi direktang suportahan ang integridad ng bono sa overmolding sa pamamagitan ng pagpigil sa pagpapapangit ng bahagi.
-
Pag -iwas sa Warpage: Ang mga malalaking, patag na lugar ng overmolded material ay madaling kapitan ng pag -war habang cool. Kung ang overmold warps na malayo sa substrate, ang bono ay hindi maiiwasang mabibigo. Ribs ay manipis, sumusuporta sa mga pader na idinagdag sa di-cosmetic na bahagi ng bahagi. Dagdagan nila ang katigasan nang hindi nagdaragdag ng makabuluhang masa o nangangailangan ng labis na kapal ng pader.
-
Pagbabawas ng pagpapalihis: Gussets Ang mga tatsulok na istruktura ng suporta ay madalas na inilalagay sa kantong ng isang pader at isang boss, o sa base ng isang tadyang. Pinipigilan nila ang pagpapalihis at pinalakas ang mga sulok.
-
Hindi direktang proteksyon ng bono: Sa pamamagitan ng pagpapanatili ng pangkalahatang hugis at dimensional na katatagan ng overmolded na bahagi, tinitiyak ng mga buto -buto at gussets na ang substrate at overmold na materyal ay nananatili sa kanilang inilaan na pagsasaayos, na pumipigil sa mga stress na maaaring hilahin ang mga ito. Tumutulong sila na mapanatili ang integridad ng mga pangunahing mekanismo ng pag -bonding (mekanikal o kemikal).
Tip sa Disenyo: Kapag nagdidisenyo ng mga buto-buto para sa mga overmolded na bahagi, tiyakin na ang kanilang kapal ay isang porsyento (karaniwang 40-60%) ng kapal ng nominal na pader upang maiwasan ang mga marka ng lababo sa kosmetikong bahagi. Gayundin, tiyakin na mayroon silang wastong mga anggulo ng draft para sa madaling pag -ejection ng amag.
Mga Pag -aaral sa Kaso: Ang matagumpay na overmolding application
Nakakakita kung paano inilalapat ang mga prinsipyo ng overmolding sa mga produktong tunay na mundo ay ang pinakamahusay na paraan upang maunawaan ang kapangyarihan at kakayahang umangkop sa pagkamit ng mga matatag na bono. Mula sa pagpapahusay ng karanasan ng gumagamit upang matiyak ang kritikal na pag -andar, ang overmolding ay isang pangunahing enabler sa magkakaibang mga industriya.
1. Mga aparatong medikal: Mga halimbawa ng overmolding sa mga medikal na aplikasyon
Hinihiling ng industriya ng medikal na aparato ang matinding katumpakan, biocompatibility, at madalas, ang kakayahang makatiis ng isterilisasyon. Ang overmolding ay mahalaga para sa paglikha ng ligtas, komportable, at lubos na functional na mga produktong medikal.
-
Mga tool sa kamay ng kirurhiko at hawakan: Maraming mga instrumento ng kirurhiko, mula sa mga scalpels hanggang sa mga tool na endoscopic, ay nagtatampok ng overmolded grips.
-
Tagumpay ng Bonding: Ang isang mahigpit na plastik (tulad ng PEEK o ABS) ay bumubuo ng istrukturang core, habang ang isang malambot, madalas na medikal na grade TPE (thermoplastic elastomer) ay overmolded sa lugar ng pagkakahawak. Tinitiyak ng bono na ang mahigpit na pagkakahawak ay hindi dumulas sa mga kritikal na pamamaraan, pagpapahusay ng kontrol ng siruhano at kaligtasan ng pasyente.
-
Mga pamamaraan na ginamit: Mekanikal na interlocking (hal., Ang mga maliliit na tampok na naka -texture o undercuts sa mahigpit na hawakan) ay madalas na pinagsama sa Chemically katugmang TPES-grade TPES partikular na nabalangkas para sa malakas na pagdirikit sa substrate. Tinitiyak ng pagpili ng TPE ang biocompatibility at paglaban sa mga siklo ng isterilisasyon.
-
-
Mga sistema ng paghahatid ng likido (hal., IV set ng drip, catheters): Ang overmolding ay ginagamit upang lumikha ng mga ligtas na koneksyon at maiwasan ang mga pagtagas sa mga landas ng likido.
-
Tagumpay ng Bonding: Ang isang mahigpit na konektor (hal., PC o ABS) ay maaaring ma-overmold na may isang nababaluktot, biocompatible TPE o silicone upang lumikha ng isang leak-proof seal o isang malambot, interface ng pasyente-friendly. Tinatanggal nito ang pangangailangan para sa mga adhesives at binabawasan ang mga hakbang sa pagpupulong.
-
Mga pamamaraan na ginamit: Bonding ng kemikal ay pinakamahalaga dito upang matiyak ang isang hermetic seal. Ang mga dalubhasang marka ng silicone o TPE ay pinili para sa kanilang mga intrinsic na mga katangian ng pagdirikit sa mga medikal na plastik, na madalas na kasama pag -activate ng ibabaw (hal., Paggamot ng plasma) sa mahigpit na substrate para sa pinakamainam na molekular na pagsasanib.
-
2. Mga sangkap ng automotiko: Overmolding Solutions sa industriya ng automotiko
Ang sektor ng automotiko ay gumagamit ng overmolding para sa parehong pag -andar at aesthetic na pagpapabuti, na naglalayong tibay, pagbawas ng ingay, at isang premium na pakiramdam.
-
Panloob na trim at mga pindutan: Ang mga automotive interior ay madalas na gumagamit ng overmolding para sa mga tampok tulad ng mga pindutan ng dashboard, shifter knobs, at mga hawakan ng pinto.
-
Tagumpay ng Bonding: Ang isang mahigpit na ABS o PC substrate ay bumubuo ng base, na overmolded na may isang soft-touch TPE. Nagbibigay ito ng isang tactile, komportable na pakiramdam at pinabuting ergonomya, habang pinipigilan ng bono ang malambot na layer ng touch mula sa pagbabalat, kahit na pagkatapos ng mga taon ng paggamit at pagkakalantad sa mga labis na temperatura.
-
Mga pamamaraan na ginamit: Tumuon sa pagiging tugma ng materyal sa pagitan ng TPE at ang napiling mahigpit na plastik (hal., Tukoy na mga marka ng TPE para sa ABS/PC). Mekanikal na interlocking Sa pamamagitan ng banayad na mga texture o tampok sa substrate ay karagdagang nagpapatibay sa bono laban sa mga puwersa ng paggugupit.
-
-
Gasket at seal: Ang overmolding ay lalong ginagamit upang lumikha ng mga integrated seal nang direkta sa mga plastic housings o sangkap.
-
Tagumpay ng Bonding: Sa halip na isang hiwalay na O-singsing o gasket na kailangang tipunin, ang isang nababaluktot na materyal (tulad ng TPE o isang dalubhasang goma) ay na-overmold nang direkta sa isang mahigpit na plastik na pabahay (hal., Cover ng engine, pabahay ng sensor). Lumilikha ito ng isang lubos na epektibo at maaasahang selyo, mahalaga para maiwasan ang fluid ingress o alikabok.
-
Mga pamamaraan na ginamit: Pangunahing umaasa sa bonding ng kemikal and tumpak na disenyo ng amag . Ang overmold na materyal ay pinili para sa mga katangian ng sealing nito at ang kakayahang umangkop sa chemically na sumunod sa matibay na sangkap, madalas na may maingat Kontrol ng parameter ng proseso (hal., presyon ng iniksyon) Upang matiyak ang kumpletong pagpuno at matalik na pakikipag -ugnay para sa isang tuluy -tuloy na selyo.
-
3. Electronics ng Consumer: Mga aplikasyon sa mga elektronikong aparato at enclosure
Ang mga elektronikong consumer ay nakikinabang mula sa overmolding para sa pinabuting tibay, paglaban ng tubig, at kaginhawaan ng gumagamit.
-
Mga magagamit na aparato (hal., Smartwatches, fitness tracker): Ang mga banda at kung minsan kahit na ang mga bahagi ng pabahay ng aparato ay overmolded.
-
Tagumpay ng Bonding: Ang isang mahigpit na panloob na frame o sensor module (madalas na PC o metal) ay overmolded na may isang nababaluktot na silicone o TPE upang lumikha ng isang komportable, strap na friendly na balat o isang enclosure na lumalaban sa tubig. Ang bono ay dapat makatiis ng flexing, pawis, at pang -araw -araw na pagsusuot.
-
Mga pamamaraan na ginamit: Kritikal na paggamit ng mechanical interlocking (hal. bonding ng kemikal sa pamamagitan ng dalubhasang overmolding grade ng TPE o LSR (likidong silicone goma) na idinisenyo upang sumunod sa plastik o metal. Paghahanda sa ibabaw (hal., Ang paggamot sa plasma sa mga pagsingit ng metal) ay karaniwan.
-
-
Hawak ng Power Tool at Grips: Katulad sa mga tool sa medikal, ang mga tool ng kuryente ay gumagamit ng overmolded grips para sa mas mahusay na ergonomics at panginginig ng boses.
-
Tagumpay ng Bonding: Ang isang matibay, epekto na lumalaban sa plastik na katawan (hal., PA, ABS) ay overmolded na may isang mas malambot na TPE o goma. Ang bono ay nagbibigay ng isang ligtas, komportableng mahigpit na pagkakahawak na binabawasan ang pagkapagod ng gumagamit at pinipigilan ang slippage, kahit na sa basa o madulas na mga kondisyon.
-
Mga pamamaraan na ginamit: Isang kumbinasyon ng mechanical interlocking (hal., agresibong pag -text, undercuts sa mahigpit na hawakan) at na -optimize na mga parameter ng proseso Upang matiyak ang labis na materyal na ganap na sumasaklaw sa mga tampok ng mahigpit na pagkakahawak. Ang pagpili ng materyal ay nakatuon sa mga TPE na may mahusay na haptics at matatag na pagdirikit sa napiling plastik na engineering.
-

