
Sa pabago -bagong mundo ng pagmamanupaktura, ang demat para sa mga produkto na parehong functionally superio at aesthetically nakalulugod ay nagtulak ng makabuluhang pagbabago. Ang mga modernong sangkap ay dapat na madalas na pagsamahin ang maraming mga materyales - isang mahigpit na plastik para sa istraktura, isang malambot na elastomer para sa mahigpit na pagkakahawak, o dalawang magkakaibang kulay para sa pagba -brat - sa loob ng isang solong, walang tahi na disenyo. Habang ang mga tradisyunal na pamamaraan ay umaasa sa magkahiwalay na mga hakbang sa paggawa at pagpupulong, isang mas advanced na solusyon ang lumitaw upang i-streamline ang prosesong ito: 2-shot injection paghuhulma.
Panimula sa 2-shot injection paghuhulma
Ano ang 2-shot injection molding?
Sa coe nito, 2-shot injection molding (Kilala rin bilang dalawang-shot na paghuhulma) ay isang lubos na dalubhasang proseso ng pagmamanupaktura na gumagawa ng isang solong, tapos na sangkap mula sa dalawang magkakaibang mga materyales sa isang solong, patuloy na pag-ikot ng paghubog. Hindi tulad ng mga tradisyonal na pamamaraan kung saan maraming mga bahagi ang nahuhubog nang hiwalay at pagkatapos ay tipunin, ang 2-shot na paghuhulma ay pinagsasama ang mga hakbang na ito sa isang mahusay na operasyon. Ang prosesong ito ay nakatulong sa paglikha ng mga bahagi na may kumplikadong mga geometry, Pinagsamang selyo, multi-colo aesthetics, at pinahusay na pag-andar nang hindi nangangailangan ng pangalawang pagpupulong.
Mga kasingkahulugan: Multi-shot paghuhulma at Overmolding
Habang madalas na ginagamit nang palitan, ang mga termino Multi-shot paghuhulma and overmolding magkaroon ng natatanging kahulugan na mahalagang maunawaan.
-
Multi-shot paghuhulma: Ito ay isang malawak na kategorya kung saan ang 2-shot na paghuhulma ay ang pinaka-karaniwang form. Tumutukoy ito sa anumang proseso ng paghubog ng iniksyon na gumagamit ng dalawa o higit pang hiwalay na mga iniksyon ng iba't ibang mga materyales sa parehong amag upang lumikha ng isang solong bahagi. Ang isang 3-shot o 4-shot na proseso ay mahuhulog din sa ilalim ng payong ito.
-
Overmolding: Ito ay isang tiyak na pamamaraan kung saan ang isang pangalawang materyal ay na-injected sa isang pre-umiiral na bahagi (ang "substrate"). Habang ang 2-shot na paghuhulma ay isang uri ng overmolding, ang term ay maaari ring ilarawan ang mga proseso kung saan ang bahagi ng substrate ay ginawa nang hiwalay at pagkatapos ay mano-mano o robotically na inilagay sa isang pangalawang amag para sa overmolding na hakbang. Ang pangunahing pagkakaiba ay na sa isang tunay na proseso ng 2-shot, ang parehong mga materyales ay hinuhubog nang sunud-sunod sa loob ng parehong siklo ng makina, nang walang bahagi na umalis sa makina.
Pangunahing prinsipyo at pangkalahatang -ideya ng proseso
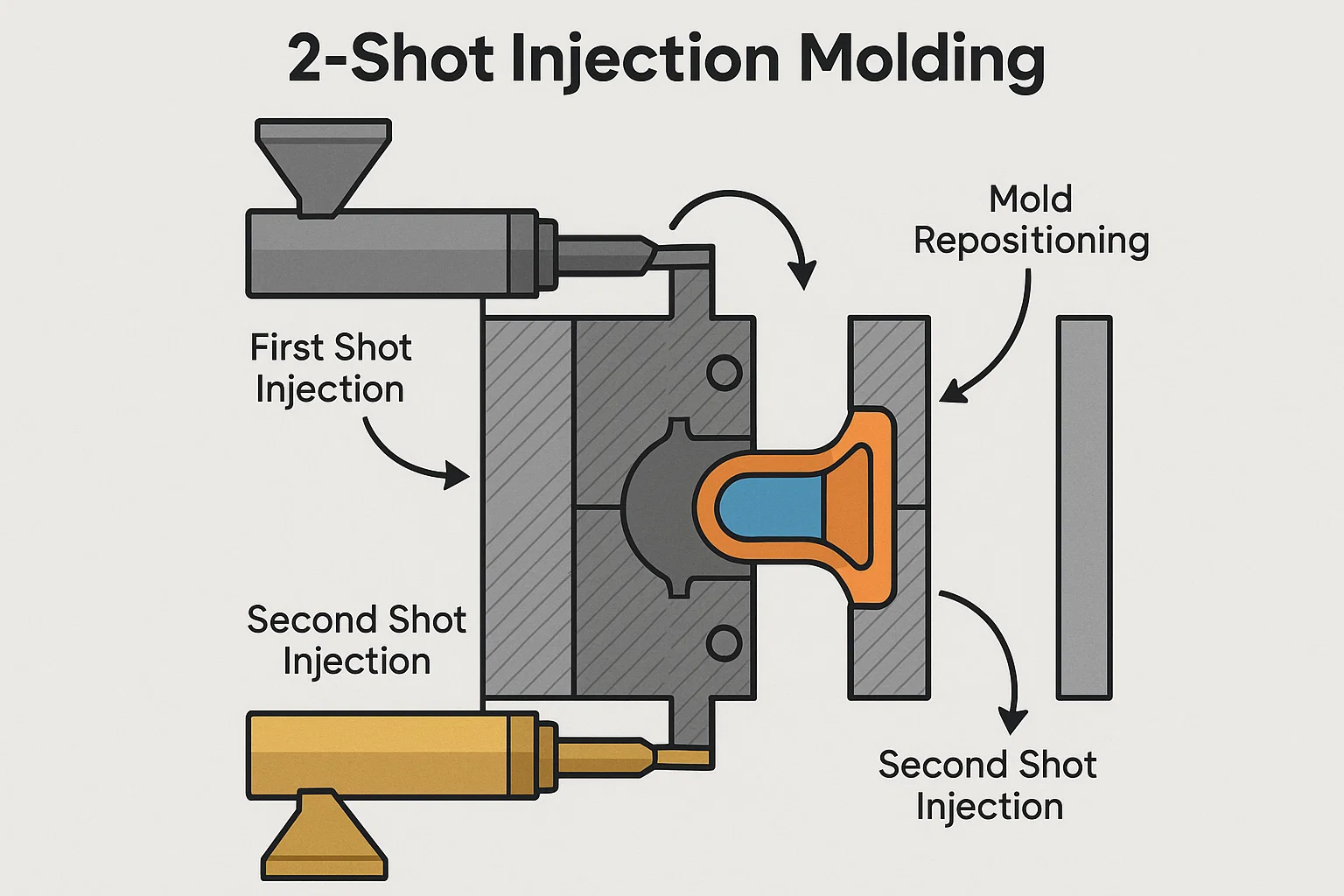
Ang pangunahing prinsipyo ng 2-shot injection molding ay ang sunud-sunod na iniksyon ng dalawang materyales sa isang espesyal na dinisenyo na amag. Ang proseso sa pangkalahatan ay sumusunod sa mga pangunahing hakbang na ito:
-
Unang shot injection: Ang unang materyal (madalas na isang mahigpit na plastik) ay na -injected sa pangunahing lukab ng amag.
-
Mold Repositioning: Ang amag pagkatapos ay magbubukas, at ang isang platen o core ay umiikot o naglilipat ng bagong nabuo na bahagi ng shot sa isang pangalawang lukab.
-
Pangalawang shot injection: Ang pangalawang materyal (madalas na isang mas malambot na plastik o iba't ibang kulay) ay na-injected sa bagong lukab, na dumadaloy sa paligid at nakikipag-ugnay sa unang-shot na bahagi.
-
Ejection: Kapag ang pangalawang materyal ay pinalamig at solidified, ang natapos, multi-material na bahagi ay na-ejected mula sa amag.
Ang walang tahi na pagsasama ng mga materyales ay nagreresulta sa isang mataas na kalidad, matibay na bono at isang tapos na produkto na handa nang gamitin, tinanggal ang paggawa at potensyal para sa error na nauugnay sa tradisyonal na pagpupulong.
Kasaysayan at Ebolusyon
Ang mga pinagmulan ng 2-shot na paghubog ng bakas pabalik sa kalagitnaan ng ika-20 siglo, na hinihimok ng pangangailangan na lumikha ng mas sopistikadong mga produktong plastik. Ang mga maagang pamamaraan ay madalas na krudo at limitado sa pamamagitan ng mga kakayahan ng parehong mga materyales at makinarya. Ang tunay na ebolusyon ng proseso ay nagsimula sa pag-unlad ng mga dalubhasang machine ng paghubog ng iniksyon na nagtatampok ng mga rotary platens at mga teknolohiyang pang-back-back. Ang mga pagsulong na ito, kasabay ng patuloy na mga pagbabago sa agham ng polimer na nagpakilala sa isang mas malawak na hanay ng mga katugmang materyales, ay nagbago ng 2-shot na paghubog mula sa isang pamamaraan ng angkop na lugar sa isang malawak na pinagtibay, kailangang-kailangan na solusyon sa pagmamanupaktura para sa hindi mabilang na mga industriya ngayon.
Mga benepisyo ng 2-shot injection paghuhulma
Ang madiskarteng pagpipilian upang gumamit ng 2-shot injection paghuhulma ay lampas sa mga teknikal na pagiging sopistikado lamang; Naghahatid ito ng isang host ng mga nasasalat na benepisyo na maaaring kapansin-pansing makakaapekto sa pagganap ng isang produkto, pagiging epektibo, at apela sa merkado. Sa pamamagitan ng pagsasama ng dalawang magkahiwalay na mga hakbang sa pagmamanupaktura sa isang solong, walang tahi na proseso, ang 2-shot na paghuhulma ay malulutas ang marami sa mga hamon na nauugnay sa mga produktong multi-sangkap.
Pinahusay na pag -andar ng produkto
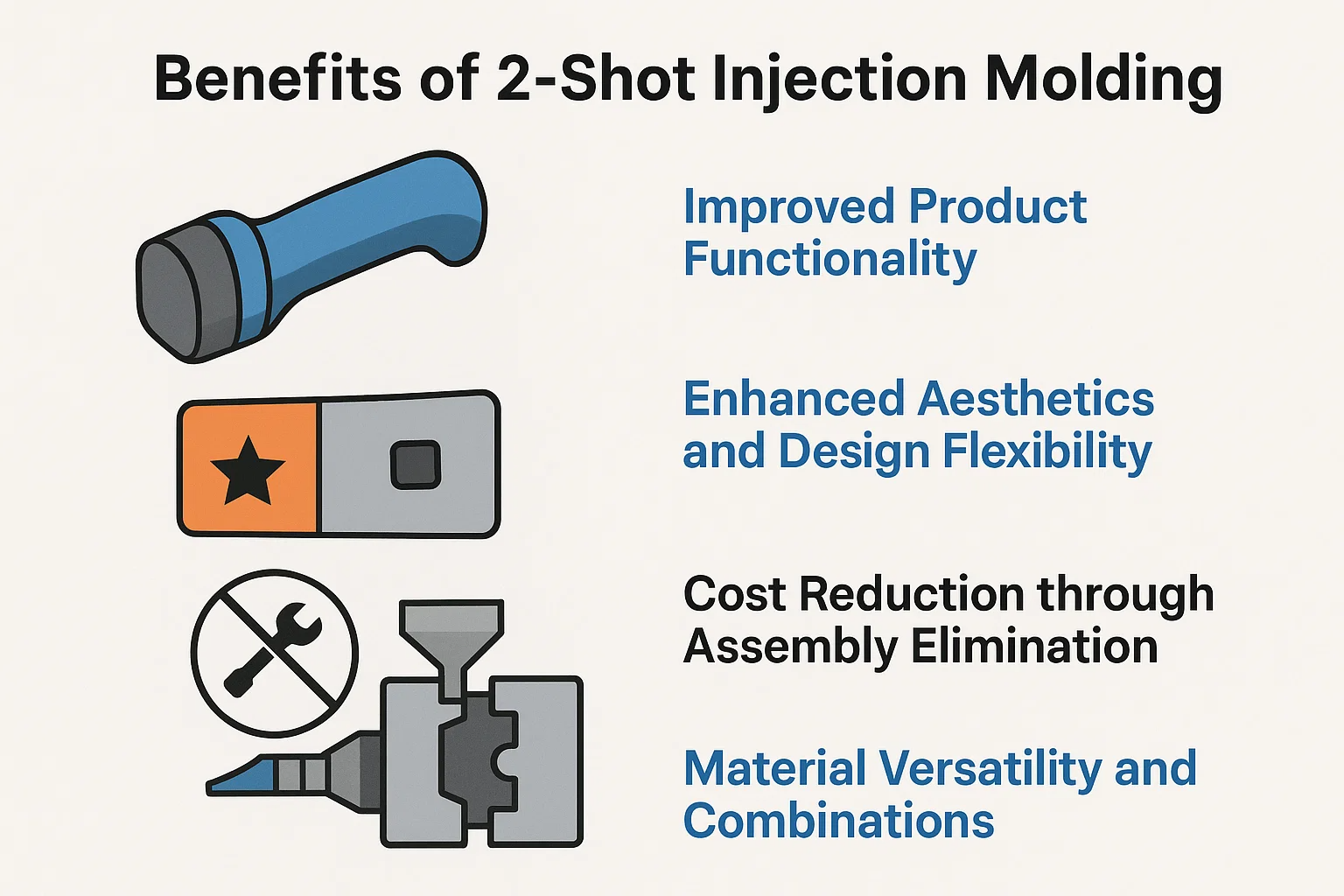
Ang isa sa mga pinaka makabuluhang bentahe ng 2-shot na paghubog ay ang kakayahang mapahusay ang pag-andar ng isang produkto sa pamamagitan ng pagsasama ng mga materyales na may iba't ibang mga pag-aari. Halimbawa, ang isang mahigpit na thermoplastic ay maaaring mabuo ang istruktura ng katawan ng isang produkto, habang ang isang malambot na thermoplastic elastomer (TPE) ay na-overmold sa ito upang lumikha ng isang komportable, hindi slip na mahigpit na pagkakahawak. Ang pamamaraan na ito ay mahalaga para sa mga tool ng kuryente, elektronikong consumer, at mga medikal na instrumento kung saan kritikal ang ergonomics at tactile. Bukod dito, ang proseso ay mainam para sa paglikha ng mga integrated seal, gasket, at buhay na bisagra, na nagpapabuti sa tibay ng isang produkto, hindi tinatablan ng tubig, at pangkalahatang pagganap nang hindi nangangailangan ng magkahiwalay na mga sangkap na maaaring mabigo sa paglipas ng panahon.
Pinahusay na aesthetics at kakayahang umangkop sa disenyo
Ang 2-shot na paghuhulma ay nagbibigay ng walang kaparis na kakayahang umangkop sa disenyo, na nagpapahintulot sa mga inhinyero at taga-disenyo na mapagtanto ang mas kumplikado at biswal na nakakaakit na mga produkto. Sa pamamagitan ng pag-iniksyon ng dalawang magkakaibang kulay na materyales sa parehong amag, ang proseso ay maaaring lumikha ng masalimuot na mga logo, pagba-brand, o mga tampok na naka-code na kulay na permanenteng nakagapos sa bahagi. Tinatanggal nito ang pangangailangan para sa pagpipinta, pag -print ng pad, o pag -label, na maaaring mawala o chip. Ang kakayahang lumikha ng iba't ibang mga texture sa isang solong ibabaw - tulad ng isang makinis na makintab na pagtatapos sa tabi ng isang naka -texture na matte grip - pinalalaki din ang napansin na kalidad ng produkto at aesthetic na halaga.
Ang pagbawas ng gastos sa pamamagitan ng pag -aalis ng pagpupulong
Marahil ang pinaka-nakakahimok na kaso ng negosyo para sa 2-shot na paghubog ay ang malaking pagbawas sa gastos na nakamit sa pamamagitan ng pagtanggal ng pangalawang pagpupulong. Ang tradisyunal na paggawa ng isang dalawang-materyal na bahagi ay mangangailangan ng paghubog ng dalawang magkahiwalay na piraso at pagkatapos ay manu-mano o robotically sumali sa kanila gamit ang mga adhesives, screws, o iba pang mga fastener. Ang proseso ng multi-hakbang na ito ay nagdaragdag ng mga makabuluhang gastos sa paggawa, nangangailangan ng karagdagang kagamitan, at pinatataas ang panganib ng mga pagkakamali sa pagpupulong. Sa pamamagitan ng paggawa ng isang tapos na, multi-material na bahagi sa isang solong pag-ikot ng paghuhulma, ang 2-shot na paghuhulma ay humahawak sa mga gastos na ito, na humahantong sa isang mas payat na linya ng produksyon at mas mababang mga gastos sa bawat yunit.
Materyal na kagalingan at mga kumbinasyon
Ang 2-shot na paghubog ay nagbubukas ng isang malawak na mundo ng mga materyal na kumbinasyon, na nagpapahintulot sa mga inhinyero na piliin ang mga perpektong katangian para sa bawat bahagi ng isang sangkap. Ang proseso ay hindi limitado sa isang mahigpit na plastik at isang malambot na pagkakahawak; Maaari itong pagsamahin ang dalawang magkakaibang matigas na plastik, isang malinaw na plastik na may isang malabo, o isang thermoplastic na may isang materyal na thermoset. Ang kakayahang umangkop na ito ay nagbibigay -daan para sa paglikha ng mga bahagi na may isang malakas, matibay na core at isang matibay, nababaluktot na panlabas, o mga sangkap na may parehong mga de -koryenteng pagkakabukod at mga katangian ng thermal conductivity. Ang susi ay ang pagpili ng mga materyales na chemically at thermally na katugma upang matiyak ang isang malakas, maaasahang bono.
Nadagdagan ang kahusayan sa produksyon
Sa pamamagitan ng pagsasama-sama ng maraming mga hakbang sa isang solong proseso, ang 2-shot injection paghuhulma ay makabuluhang nagdaragdag ng pangkalahatang kahusayan sa paggawa. Ang oras-oras at madalas na mga hakbang sa paggawa ng pagpupulong, pagalingin, o paghihintay para matuyo ang mga adhesives ay ganap na tinanggal mula sa daloy ng pagmamanupaktura. Nagreresulta ito sa isang mas mabilis na oras ng pag -ikot mula sa hilaw na materyal hanggang sa isang tapos na, malugod na produkto. Ang proseso ng streamline ay nangangailangan ng mas kaunting mga makina, mas kaunting puwang sa sahig ng pabrika, at isang mas maliit na manggagawa, na ang lahat ay nag -aambag sa isang mas mahusay at kapaki -pakinabang na operasyon sa pagmamanupaktura.
Ang proseso ng paghuhulma ng 2-shot injection
Ang pag-unawa sa masalimuot na mekanika ng 2-shot na paghubog ay susi sa pagpapahalaga sa kahusayan at katumpakan nito. Habang ang proseso ay maaaring mukhang kumplikado, ito ay isang mataas na kinokontrol na pagkakasunud -sunod ng mga kaganapan na nagreresulta sa isang solong, perpektong isinama na bahagi. Nasa ibaba ang isang detalyadong pagkasira ng proseso ng hakbang-hakbang at ang pangunahing pamamaraan na ginamit upang makamit ito.
Detalyadong paliwanag na hakbang-hakbang
Ang paglalakbay ng isang 2-shot na bahagi ay nagsisimula sa dalawang magkahiwalay na yunit ng iniksyon na nagpapakain ng iba't ibang mga materyales sa isang solong, dalubhasang magkaroon ng amag. Ang proseso ay nagbubukas bilang isang naka -synchronize na ikot:
-
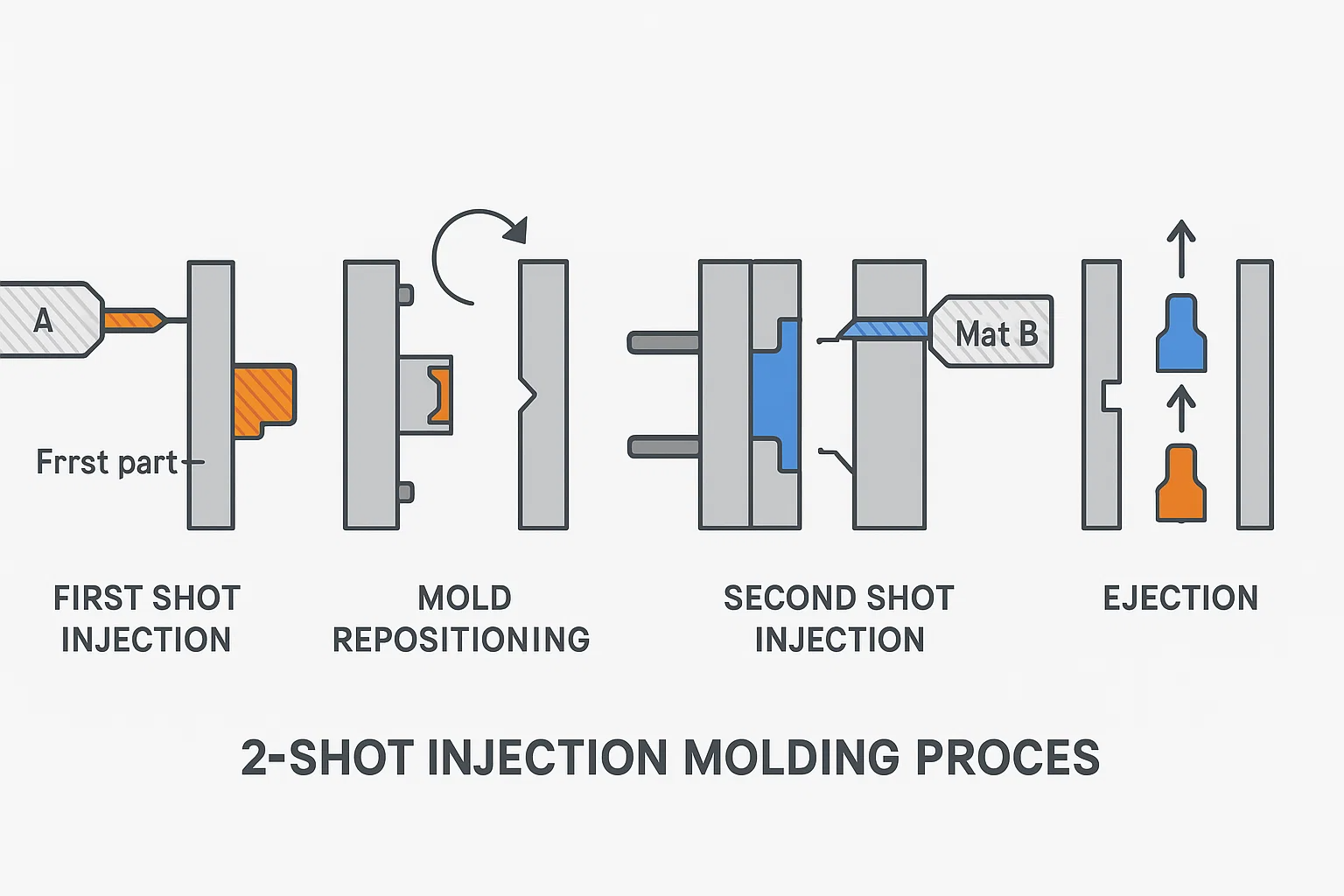
Unang shot injection: Ang proseso ay nagsisimula sa iniksyon ng unang materyal, madalas na isang mahigpit na thermoplastic (materyal A), sa unang lukab ng amag. Ang lukab na ito ay bumubuo ng core o substrate ng pangwakas na bahagi. Kapag ang materyal ay na -injected at isang sapat na oras ng paglamig ay lumipas, ang unang bahagi ay solidified.
-
Mold Repositioning: Ito ang pinakamahalagang yugto ng ikot. Ang amag ay bubukas, at ang isang mekanismo ng katumpakan ay nag -reposisyon sa unang bahagi. Ito ay karaniwang ginagawa sa isa sa dalawang paraan: alinman sa rotary platen ng amag ay lumiliko ng 180 degree, o isang sistema ng shuttle ay naglilipat ng bahagi. Ang susi ay upang ilipat ang unang-shot na sangkap sa pangalawa, walang laman na lukab, na idinisenyo upang matanggap ito. Kasabay nito, ang unang lukab ay ipinakita sa unang yunit ng iniksyon upang magsimula ng isang bagong ikot.
-
Pangalawang shot injection: Gamit ang unang-shot na bahagi ngayon na ligtas sa pangalawang lukab, muling isasara ang amag. Ang pangalawang yunit ng iniksyon pagkatapos ay iniksyon ang pangalawang materyal (materyal B), madalas na isang kakaibang kulay, isang mas malambot na elastomer, o isa pang katugmang polimer, sa puwang na nakapaligid sa unang bahagi. Ang mga bagong bono ng materyal sa unang bahagi, alinman sa kemikal o mekanikal, na lumilikha ng pangwakas, pinagsamang sangkap.
-
Ejection: Matapos ang pangalawang materyal ay pinalamig at solidified, bubukas ang amag para sa pangwakas na oras. Ang isang sistema ng ejection, karaniwang pin, ay nagtutulak sa natapos, dalawang-material na bahagi sa labas ng amag. Kumpleto ang siklo, at handa na ang makina upang magsimula ng bago.
Mga uri ng 2-shot na pamamaraan ng paghubog
Habang ang proseso ng hakbang-hakbang ay panimula pareho, ang mga tagagawa ay gumagamit ng iba't ibang mga pagsasaayos ng makina at magkaroon ng amag upang makamit ang nais na kinalabasan. Ang tatlong pinaka -karaniwang pamamaraan ay:
-
Rotary Table Molding: Ito ang pinaka -laganap at mahusay na pamamaraan. Ang platen ng makina ay nilagyan ng isang umiikot na talahanayan na may hawak na amag. Ang unang pagbaril ay ginawa sa isang tabi ng amag. Ang platen pagkatapos ay umiikot, na nakahanay sa first-shot na bahagi na may pangalawang yunit ng iniksyon habang ang isang bagong bahagi ng first-shot ay sabay na hinuhubog sa kabilang panig. Ang sabay-sabay na produksiyon na ito ay makabuluhang binabawasan ang oras ng pag-ikot at mainam para sa paggawa ng mataas na dami.
-
Core Back Molding: Ang pamamaraan na ito ay gumagamit ng isang sliding core o isang palipat -lipat na insert sa loob ng isang solong amag. Matapos ang unang pagbaril ay na -injected, ang mga pangunahing slide pabalik upang lumikha ng puwang para sa pangalawang materyal. Ang pangalawang materyal ay pagkatapos ay na -injected sa bagong nabuo na lukab. Ang pamamaraang ito ay madalas na ginagamit para sa mga bahagi na may masalimuot na mga detalye, tulad ng pinagsamang buhay na bisagra o napakaliit na mga sangkap, kung saan ang pagiging kumplikado ng mekanikal ng isang rotary table ay hindi magagawa.
-
Paglipat ng paghuhulma: Sa pamamaraang ito, ang unang bahagi ng shot ay na-injected sa isang amag, at isang robotic braso o mechanical transfer system na pisikal na gumagalaw ang bahagi sa isang hiwalay, pangalawang amag sa parehong makina. Ang pamamaraan na ito ay hindi gaanong karaniwan para sa mga karaniwang 2-shot application ngunit maaaring maging kapaki-pakinabang kapag ang dalawang mga hulma ay nangangailangan ng iba't ibang mga puwersa ng clamping o kung ang dalawang pag-shot ay kailangang gawin sa magkahiwalay na mga makina.
Mga materyales na ginamit sa paghuhulma ng 2-shot injection
Ang tagumpay ng anumang 2-shot injection molding project ay nakasalalay sa maingat na pagpili ng mga materyales. Ang dalawang polimer ay hindi lamang dapat matugunan ang mga kinakailangan at aesthetic na mga kinakailangan ng pangwakas na produkto ngunit maging katugma din sa bawat isa upang makabuo ng isang malakas, pangmatagalang bono. Ang seksyon na ito ay galugarin ang mga uri ng mga materyal na kumbinasyon at ang kritikal na pamantayan para sa pagpili sa kanila.
Katugmang mga kumbinasyon ng materyal
Ang kakayahang umangkop ng 2-shot na paghuhulma ay tinukoy ng malawak na hanay ng mga materyal na pares na maaari nitong hawakan. Ang mga kumbinasyon na ito ay karaniwang ikinategorya batay sa mga katangian ng mga materyales na ginagamit:
-
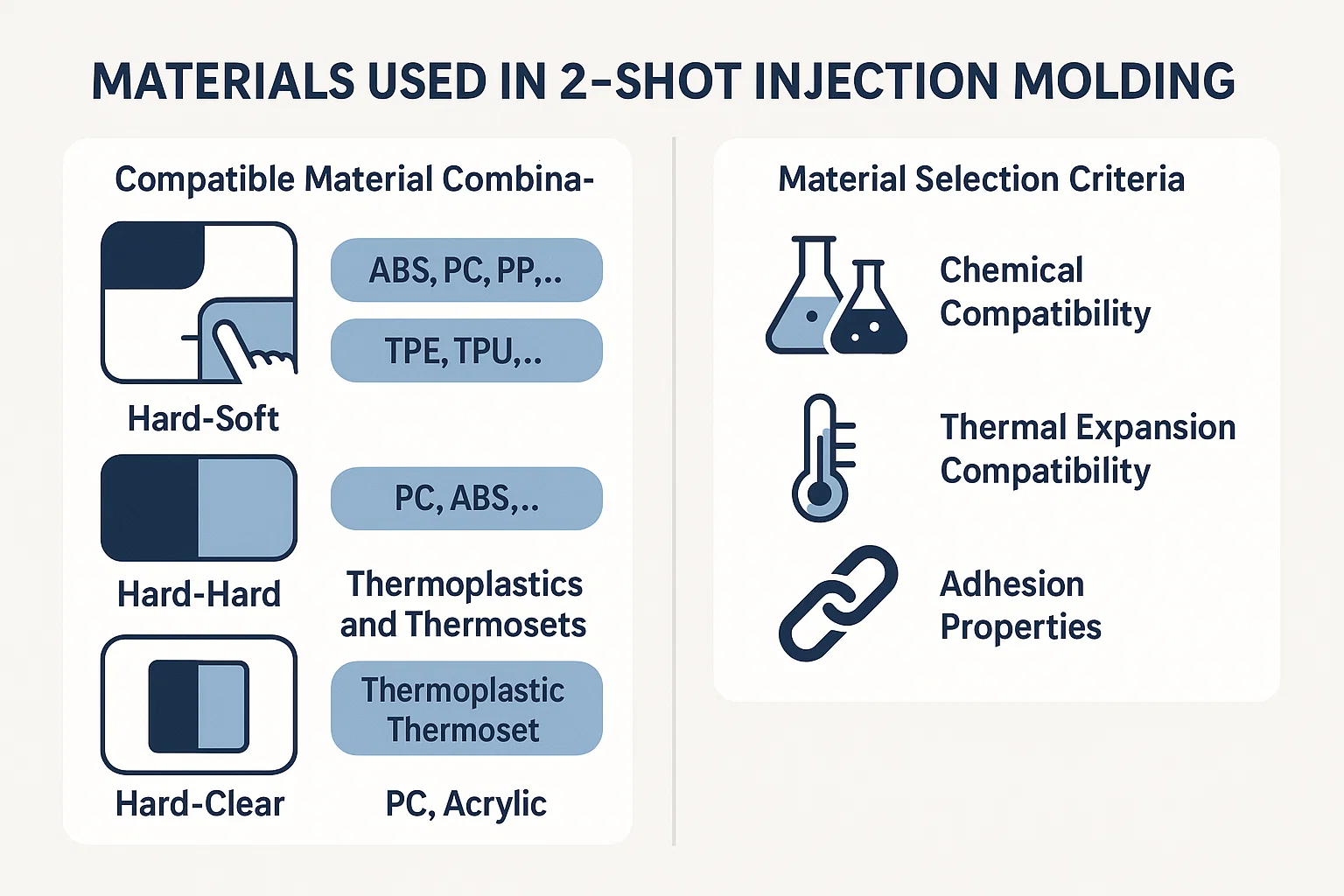
Hard-malambot na mga kumbinasyon: Ito ang pinaka-karaniwang aplikasyon ng 2-shot na paghuhulma, kung saan ang isang mahigpit na materyal na base ay pinagsama sa isang malambot, pliable na materyal. Ang matibay na materyal (hal., ABS, Polycarbonate (PC), Nylon, Polypropylene (PP) ) ay nagbibigay ng integridad ng istruktura, habang ang malambot na materyal (hal., Angrmoplastic elastomer (TPES) o thermoplastic polyurethanes (TPU) ) ay nagbibigay ng isang ergonomic grip, isang hindi tinatagusan ng tubig na selyo, o isang soft-touch na ibabaw. Ito ay mainam para sa mga produkto tulad ng mga hawakan ng tool ng kuryente, grip ng sipilyo, at mga instrumento sa medikal.
-
Hard-hard kombinasyon: Ang kumbinasyon na ito ay nagsasangkot ng dalawang magkakaibang mahigpit na plastik. Maaaring gawin ito upang pagsamahin ang mga tukoy na katangian, tulad ng paghubog ng isang malakas Polycarbonate (PC) base na may mas malalaban na kemikal Acrylonitrile Butadiene Styrene (ABS) panlabas. Ginagamit din ito upang pagsamahin ang dalawang magkakaibang kulay ng parehong materyal para sa pagba -brand o aesthetic na layunin, tulad ng isang itim at isang puting piraso ng abs para sa isang pindutan ng control panel.
-
Angrmoplastics at Angrmosets: Habang hindi gaanong karaniwan, ang ilang mga dalubhasang aplikasyon ay maaaring kasangkot sa pagpapares ng isang thermoplastic na may isang thermoset o isang elastomer. Ito ay isang kumplikadong proseso na nangangailangan ng maingat na kontrol ng temperatura at presyon, dahil ang mga thermosets ay nagpapagaling sa pag -init.
-
Hard-malinaw na mga kumbinasyon: Ginagamit ito upang lumikha ng mga bahagi na may integrated windows, light pipe, o display screen, tulad ng isang kaso ng smartphone na may malinaw na port para sa lens ng camera. Mga materyales tulad ng Acrylic or Polycarbonate (PC) ay madalas na ginagamit para sa malinaw na sangkap dahil sa kanilang optical kalinawan at tibay.
Pamantayan sa pagpili ng materyal
Ang pagpili ng mga tamang materyales para sa isang 2-shot na proyekto ay nagsasangkot ng isang maingat na pagsusuri ng ilang mga pangunahing katangian. Ang tagumpay ng bono at ang integridad ng pangwakas na bahagi ay nakasalalay sa mga salik na ito:
-
Kakayahan ng kemikal: Ito ang pinaka kritikal na kadahilanan. Para sa isang malakas, permanenteng bono upang mabuo, ang dalawang polimer ay dapat na magkatugma sa kemikal, na nagpapahintulot sa kanilang mga molekula na bumuo ng isang adhesive interface. Ang mga polimer na may katulad na mga komposisyon ng kemikal o ang mga nasa parehong pamilya ng polimer (hal., PC at ABS) ay madalas na nagbubuklod nang maayos. Sa kabaligtaran, ang mga materyales mula sa iba't ibang mga pamilya (hal., Isang amorphous polymer tulad ng PC at isang mala -kristal na polimer tulad ng PP) ay madalas na may mahinang pagdirikit ng kemikal, na humahantong sa delamination.
-
Thermal Expansion Compatibility: Ang dalawang materyales ay dapat magkaroon ng magkatulad na koepisyent ng pagpapalawak ng thermal at maihahambing na mga rate ng pag -urong. Habang ang natapos na bahagi ay lumalamig sa amag, ang bawat materyal ay pag -urong. Kung ang kanilang mga rate ng pag -urong ay naiiba sa drastically, maaari itong maging sanhi ng mga panloob na stress, na humahantong sa pag -war, pag -crack, o isang mahina na bono sa interface. Ang maingat na pagpili ng materyal at disenyo ng amag ay mahalaga upang mabayaran ang mga pagkakaiba -iba.
-
Mga katangian ng pagdirikit: Ang bono sa pagitan ng dalawang materyales ay maaaring maging kemikal o mekanikal. A bono ng kemikal ay isang direktang koneksyon ng molekular na nabuo sa interface. A Mechanical Bond ay nilikha kapag ang pangalawang materyal ay dumadaloy sa mga undercuts, buto -buto, o iba pang mga tampok na hinuhubog sa unang bahagi, na lumilikha ng isang pisikal na interlock. Ang pinakamahusay na disenyo ng 2-shot ay madalas na nag-iipon ng parehong kemikal at mekanikal na pagdirikit upang matiyak ang pinakamalakas na posibleng bono, kahit na sa ilalim ng stress. Ang pagpili ng materyal ay dapat isaalang -alang kung gaano kahusay ang pagsunod sa dalawang polimer sa ilalim ng mga tiyak na kondisyon sa pagproseso.
Ang mga pagsasaalang-alang sa disenyo ng amag para sa 2-shot na paghuhulma
Ang tagumpay ng isang 2-shot injection molding project ay intrinsically na nakatali sa katumpakan at pagiging kumplikado ng disenyo ng amag nito. Ang amag ay ang pangunahing sangkap ng proseso, at ang engineering nito ay nagdidikta ng kalidad, integridad, at pangwakas na estetika ng produkto. Ang pagdidisenyo ng isang 2-shot na amag ay higit na masalimuot kaysa sa pagdidisenyo ng isang solong-shot na amag, dahil dapat itong gumana bilang dalawang hulma sa isa, na akomodasyon ng dalawang magkahiwalay na proseso ng iniksyon.
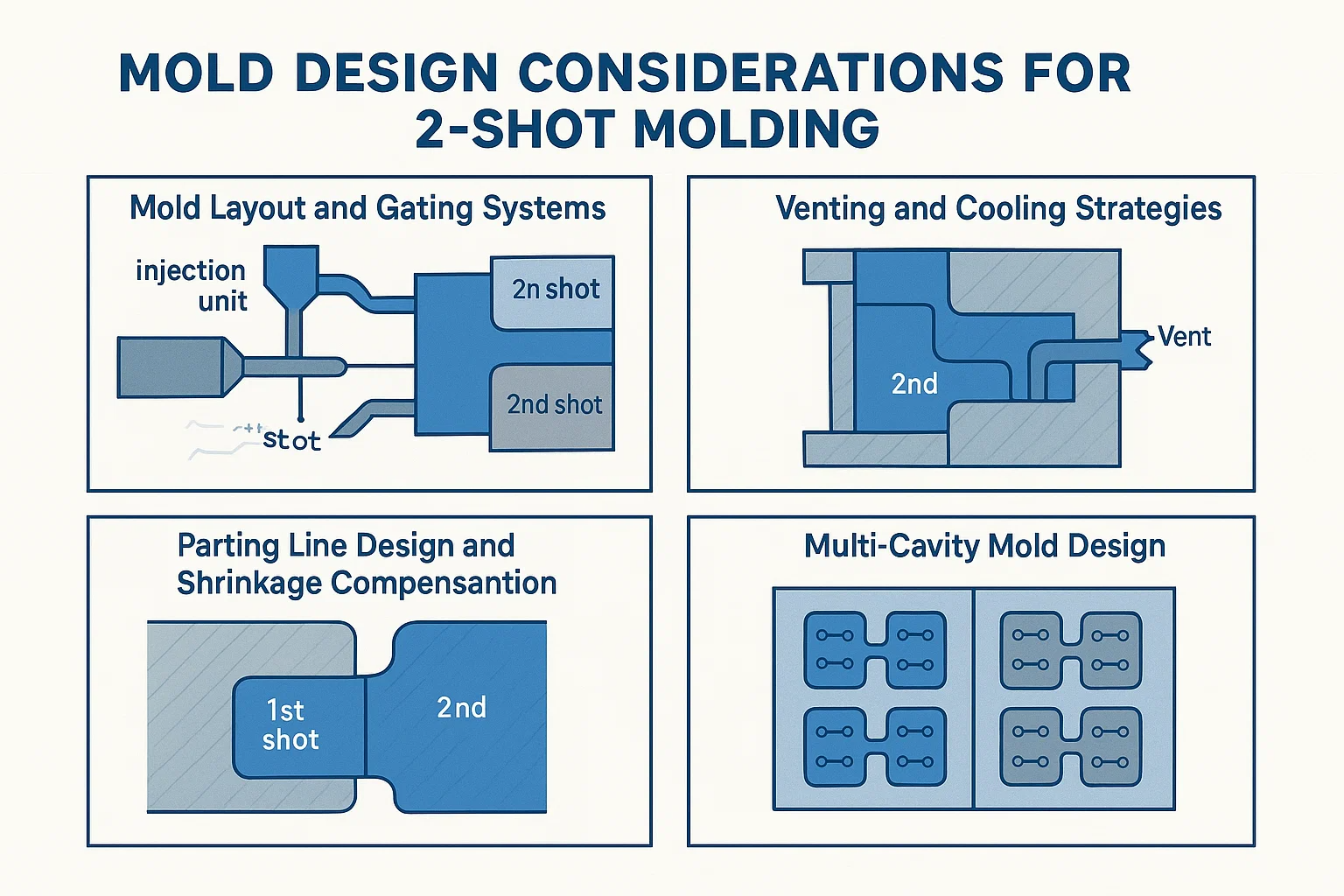
Mga layout ng amag at gating
Ang isang 2-shot na amag ay dapat na inilatag upang maglaman ng dalawang natatanging hanay ng mga lukab: isa para sa unang pagbaril at isa para sa pangalawa. Ang Gating System -Ang mga channel na nagdidirekta ng tinunaw na plastik sa mga lukab - ay isang kritikal na bahagi ng disenyo na ito. Mayroong dalawang magkahiwalay na mga sistema ng gating, ang bawat pagpapakain mula sa sarili nitong yunit ng iniksyon. Dapat tiyakin ng disenyo na ang bawat materyal ay nakadirekta sa inilaan nitong lukab nang walang kontaminasyon.
-
The First-shot gate pinangangasiwaan ang paunang materyal sa lukab nito.
-
The pangalawang-shot gate ay nakaposisyon upang payagan ang pangalawang materyal na dumaloy o sa paligid ng unang shot na bahagi. Ang sistemang gating na ito ay dapat na maingat na mailagay upang maiwasan ang pinsala sa nauna nang unang pagbaril at upang matiyak ang kumpleto at pantay na pagpuno ng pangalawang-shot na lukab.
Mga diskarte sa pag -vent at paglamig
Epektibo Venting ay mahalaga sa lahat ng paghuhulma ng iniksyon, ngunit nagiging mas kritikal ito sa 2-shot na paghuhulma. Bilang ang pangalawang materyal ay na-injected sa paligid ng unang-shot na bahagi, ang hangin ay madaling ma-trap sa maliit na bulsa, na humahantong sa mga depekto tulad ng mga marka ng pagkasunog, maikling pag-shot, o hindi kumpletong mga bono. Ang disenyo ng amag ay dapat isama ang mga madiskarteng inilagay na mga vent upang payagan ang hangin na ito na makatakas.
Isang mahusay na dinisenyo Sistema ng paglamig ay mahalaga din para sa pagpapanatili ng kalidad ng bahagi at pag -optimize ng oras ng pag -ikot. Sa isang 2-shot na amag, ang mga channel ng paglamig ay dapat na idinisenyo upang palamig ang unang bahagi ng shot na sapat bago ang pangalawang pagbaril ay na-injected. Kung ang unang bahagi ay masyadong mainit, ang pangalawang pagbaril ay maaaring mag -warp o matunaw ito. Tinitiyak ng wastong paglamig ang pantay na temperatura sa buong amag, na mahalaga para sa dimensional na katatagan at maiwasan ang mga depekto tulad ng warping.
Paghihiwalay ng disenyo ng linya at kabayaran sa pag -urong
The Paghahiwalay ng linya ay kung saan nagtatagpo ang dalawang halves ng amag. Para sa 2-shot na paghuhulma, ang linya na ito ay dapat na maingat na idinisenyo upang matiyak ang isang masikip na selyo sa dalawang magkakaibang yugto. Ang linya ng paghihiwalay para sa pangalawang-shot na lukab ay dapat magtatak ng laban sa unang-shot na bahagi upang maiwasan ang pangalawang materyal na dumaloy sa mga hindi kanais-nais na lugar. Nangangailangan ito ng pambihirang katumpakan upang maiwasan ang pag -flash (materyal na pagtulo sa labas ng amag).
Pag -urong ng pag -urong ay isa pang makabuluhang hamon. Ang lahat ng mga plastik na pag-urong habang cool sila, ngunit ang dalawang magkakaibang mga materyales na ginamit sa isang 2-shot na bahagi ay magkakaroon ng iba't ibang mga rate ng pag-urong. Ang taga -disenyo ng amag ay dapat account para sa pag -urong ng pagkakaiba -iba. Kung hindi maayos na mabayaran, ang pangwakas na bahagi ay maaaring makaranas ng warping, panloob na stress, o delamination, na humahantong sa isang mahina na bono at isang may sira na produkto.
Disenyo ng Multi-Cavity Mold
Para sa high-volume production, ang 2-shot na mga hulma ay maaaring idinisenyo na may maraming mga lukab upang makagawa ng ilang mga bahagi bawat siklo. Ito ay makabuluhang nagdaragdag ng kahusayan ngunit nagdaragdag din ng isang layer ng pagiging kumplikado sa disenyo ng amag. Ang mga sistema ng runner para sa parehong mga pag -shot ay dapat na maingat na balanse upang matiyak na ang lahat ng mga lukab ay napuno nang pantay -pantay at sabay -sabay. Pinipigilan nito ang mga pagkakaiba -iba sa bahagi ng kalidad mula sa isang lukab hanggang sa susunod. Habang ang isang multi-cavity 2-shot na magkaroon ng amag ay may mas mataas na paunang gastos, ang pangmatagalang pag-iimpok sa oras ng paggawa at paggawa ay ginagawang isang epektibong solusyon para sa paggawa ng masa.
Ang mga aplikasyon ng paghuhulma ng 2-shot injection
Ang natatanging kumbinasyon ng pag-andar, aesthetics, at kahusayan na inaalok ng 2-shot injection paghuhulma ay ginagawang isang ginustong paraan ng pagmamanupaktura sa isang malawak na spectrum ng mga industriya. Ang kakayahang lumikha ng isang solong, multi-material na bahagi sa isang siklo ay nalutas ang kumplikadong mga hamon sa disenyo at pagpupulong, na humahantong sa pinahusay na kalidad ng produkto at pagganap sa mga sumusunod na sektor.
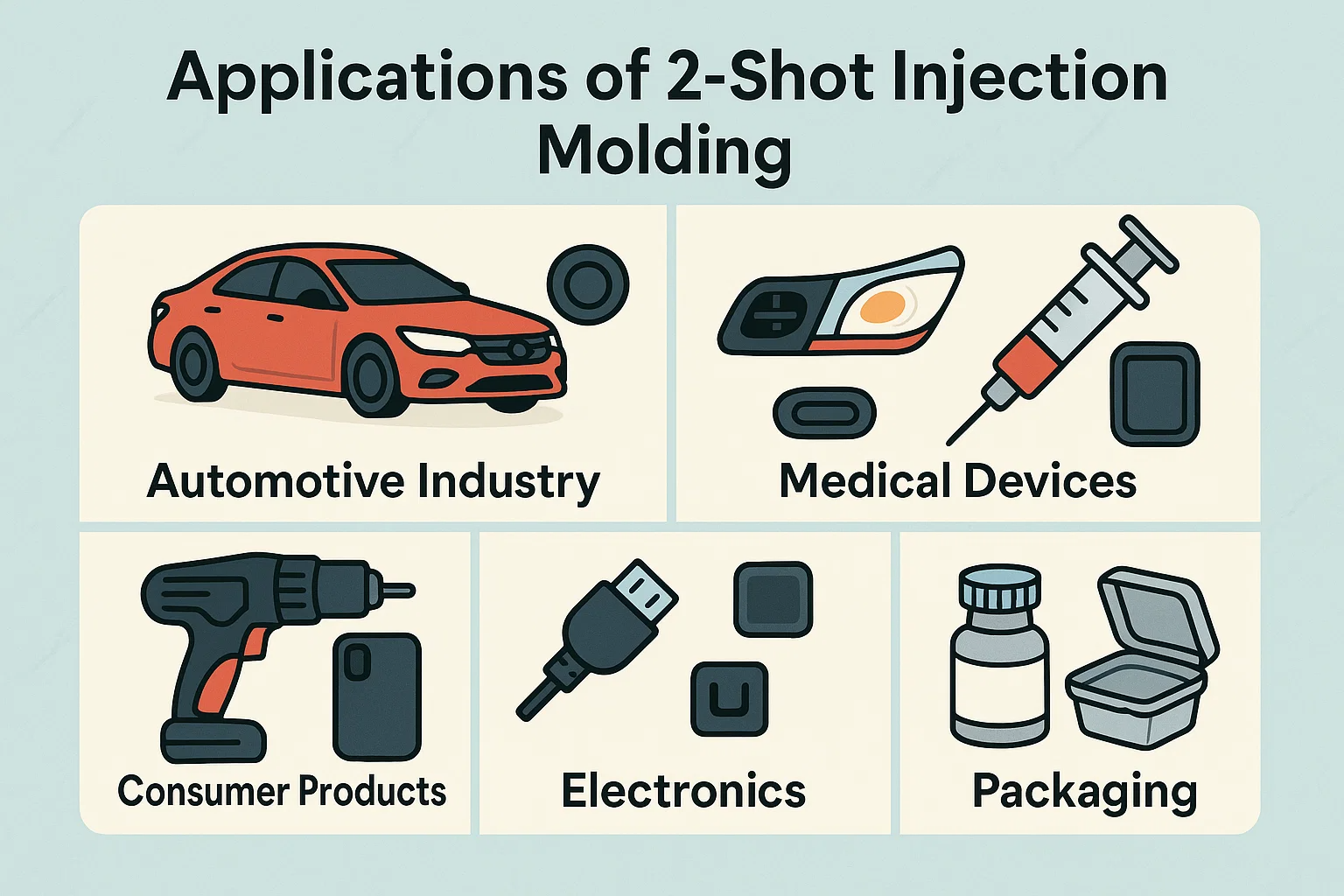
Industriya ng automotiko
Ang sektor ng automotiko ay lubos na umaasa sa 2-shot na paghuhulma para sa parehong mga panloob at panlabas na mga sangkap. Ginagamit ito upang lumikha ng mga bahagi na parehong matibay at tactile.
-
Mga sangkap sa loob: Karaniwan na makahanap ng 2-shot na hinubog na mga bahagi sa mga interior ng sasakyan, tulad ng Mga pindutan ng Dashboard , air vents, at gear shift knobs. Ang isang matigas na plastik ay nagbibigay ng mahigpit na istraktura at mga mounting point, habang ang isang malambot na touch elastomer ay lumilikha ng isang premium na pakiramdam at ergonomic grip, binabawasan ang ingay at panginginig ng boses.
-
Mga panlabas na sangkap: Para sa mga panlabas na bahagi, ginagamit ang 2-shot na paghuhulma para sa headlight at taillight housings na may integrated, masikip na tubig seal. Ginagamit din ito upang lumikha ng mga kumplikadong pagpupulong ng salamin sa gilid o masalimuot na mga disenyo ng grille na pinagsama ang dalawang magkakaibang kulay o pagtatapos.
Mga aparatong medikal
Sa larangan ng medikal, katumpakan, kalinisan, at pagiging maaasahan ay pinakamahalaga. Ang 2-shot na paghuhulma ay mahalaga para sa paggawa ng de-kalidad, sterile, at functional na aparato.
-
Mga instrumento sa kirurhiko: Ang mga paghawak ng maraming mga tool sa kirurhiko at mga instrumento ay 2-shot na hinubog. Ang isang mahigpit na polimer ay nagbibigay ng isang malakas, autoclavable core, habang ang isang soft-touch, ergonomic grip ay nagpapabuti sa kontrol ng isang siruhano at binabawasan ang pagkapagod ng kamay.
-
Mga Sistema ng Paghahatid ng Gamot: Syringes , ang mga inhaler, at iba pang mga aparato sa paghahatid ng gamot ay madalas na gumagamit ng 2-shot na paghuhulma upang lumikha Pinagsamang mga seal at gasket , tinitiyak ang mga nilalaman ay mananatiling payat at na ang aparato ay gumana nang tama nang walang pagtagas.
Mga produktong consumer
Mula sa mga gadget ng sambahayan hanggang sa personal na electronics, ang 2-shot na paghubog ay nagpapabuti sa karanasan ng gumagamit sa pamamagitan ng pinahusay na ergonomya at tibay.
-
Mga tool sa kuryente: Ito ay isang klasikong aplikasyon. Nagtatampok ang tool ng tool ng kuryente ng isang mahigpit na istrukturang katawan, karaniwang gawa sa naylon or PC , overmolded sa a TPE or TPU mahigpit na pagkakahawak Nagbibigay ito ng isang komportable, hindi slip na ibabaw na lumalaban sa epekto at kemikal.
-
Mga kaso ng mobile phone: Maraming mga kaso ng high-end na telepono ang 2-shot na hinubog, na pinagsasama ang isang mahigpit na polycarbonate skeleton para sa proteksyon ng istruktura na may isang shock-sumisipsip na TPU bumper upang bantayan laban sa mga patak.
Electronics
Ang mga elektroniko ay nangangailangan ng mga bahagi ng katumpakan, madalas na may pinagsamang sealing o kumplikadong mga tampok na tactile.
-
Mga Konektor: Ang 2-shot na paghuhulma ay ginagamit upang lumikha Mga selyadong konektor at integrated strain relief sa mga cable, ginagawa silang hindi tinatagusan ng tubig at mas matibay.
-
Mga pindutan: Ito ay isang pangunahing proseso para sa paggawa Mga pindutan ng Remote Control and keyboard key . Ang isang mahigpit na panloob na core ay nagbibigay ng isang solidong pakiramdam, habang ang isang malambot o malinaw na materyal ay ginagamit para sa tuktok na ibabaw, na nagpapahintulot sa pakiramdam ng tactile o backlighting.
Packaging
Sa industriya ng packaging, ang 2-shot na paghubog ay ginagamit upang lumikha ng mga functional at nakakaakit na mga lalagyan at pagsasara.
-
Mga pagsasara: Maraming mga takip ng bote at pagsasara ay 2-shot na hinubog ng isang integrated seal . Ang isang matigas na plastik ay bumubuo ng takip, habang ang isang malambot na touch elastomer sa loob ay lumilikha ng isang airtight seal nang hindi nangangailangan ng isang hiwalay na gasket o liner.
-
Mga lalagyan: Ginagamit ito para sa mga dalubhasang lalagyan na nangangailangan ng parehong isang mahigpit na istraktura at isang nababaluktot, snap-on na takip o selyo.
Mga kalamangan at kawalan ng 2-shot injection paghuhulma
Tulad ng anumang advanced na pamamaraan sa pagmamanupaktura, ang 2-shot injection molding ay nag-aalok ng isang natatanging hanay ng mga benepisyo at disbentaha. Ang isang malinaw na pag-unawa sa mga trade-off na ito ay mahalaga para sa pagtukoy kung ang proseso ay tamang akma para sa isang tiyak na produkto.
Kalamangan
-
Nabawasan ang mga gastos sa pagpupulong: Ang isa sa mga pinakamalaking pakinabang ay ang pag -aalis ng pangalawang pagpupulong. Sa pamamagitan ng paggawa ng isang tapos na, multi-material na bahagi sa isang solong pag-ikot ng paghubog, tinanggal ng proseso ang pangangailangan para sa manu-manong paggawa, adhesives, screws, o iba pang mga fastener, na humahantong sa makabuluhang gastos at pag-iimpok sa oras.
-
Pinahusay na kalidad ng produkto: Ang pinagsamang likas na katangian ng 2-shot na paghubog ay nagreresulta sa isang mahusay na produkto. Ang molekular o mekanikal na bono na nilikha sa pagitan ng dalawang materyales ay mas malakas at mas matibay kaysa sa isang maginoo na pinagsama -samang kasukasuan, tinanggal ang panganib ng mga bahagi na nagiging maluwag o nagagalit sa paglipas ng panahon.
-
Pinahusay na mga posibilidad ng disenyo: Ang proseso ay nagbibigay-daan para sa mga malikhaing at kumplikadong disenyo na hindi magagawa sa single-shot na paghuhulma. Ang mga taga-disenyo ay maaaring pagsamahin ang iba't ibang mga kulay, texture, at mga materyal na katangian (hal., Isang mahigpit na istrukturang katawan na may malambot na touch, ergonomic grip) sa isang solong, walang tahi na sangkap.
-
Mas mahusay na mahigpit na pagkakahawak at ergonomya: Para sa mga produktong consumer, medikal, at pang -industriya, ang kakayahang mag -overmold ng isang malambot, tactile elastomer sa isang matigas na plastik na ibabaw ay isang pangunahing pakinabang. Pinapabuti nito ang mahigpit na pagkakahawak ng gumagamit, nagpapabuti ng kaginhawaan, at maaaring magbigay ng isang antas ng kaligtasan na hindi makakamit sa isang solong materyal.
Mga Kakulangan
-
Mas mataas na paunang gastos sa amag: Ang pinaka makabuluhang kawalan ay ang mataas na mataas na gastos ng amag. Ang isang 2-shot na amag ay mas kumplikado kaysa sa isang karaniwang amag, na nagtatampok ng dalawahang mga lukab, isang umiikot na platen o mekanismo ng back back, at masalimuot na mga sistema ng paglamig at gating, na ang lahat ay malaki ang pagtaas ng disenyo at mga gastos sa pagmamanupaktura.
-
Kumplikadong disenyo ng amag: Ang disenyo at engineering ng isang 2-shot na amag ay nangangailangan ng dalubhasang kadalubhasaan. Ito ay isang mapaghamong proseso na dapat account para sa mga natatanging katangian ng dalawang magkakaibang mga materyales, kabilang ang kanilang mga rate ng pag -urong, pagiging tugma ng kemikal, at mga temperatura sa pagproseso. Ang pagiging kumplikado na ito ay maaaring mapalawak ang disenyo at mga phase ng prototyping.
-
Mas mahaba ang mga oras ng pag -ikot (potensyal): Habang ang mas mahusay kaysa sa hiwalay na paghuhulma at pagpupulong, ang oras ng pag-ikot para sa isang 2-shot na bahagi ay maaaring bahagyang mas mahaba kaysa sa isang solong shot na bahagi. Ang makina ay dapat makumpleto ang dalawang magkahiwalay na iniksyon at paglamig na mga phase, na maaaring magdagdag sa pangkalahatang oras ng produksyon, lalo na para sa hindi gaanong kumplikadong mga bahagi.
-
Mga hamon sa pagiging tugma ng materyal: Ang pagpili ng mga materyales ng taga -disenyo ay limitado sa mga kumbinasyon na magkatugma sa kemikal at thermally. Hindi lahat ng mga polimer ay maaaring bumuo ng isang malakas na bono, at ang paggamit ng mga hindi katugma na mga materyales ay maaaring humantong sa delamination, warping, at isang mahina na produkto.
Pagtatasa ng gastos ng 2-shot injection paghuhulma
Ang desisyon na gumamit ng 2-shot injection molding ay madalas na isang madiskarteng isa, binabalanse ang isang mas mataas na paunang pamumuhunan laban sa makabuluhang pangmatagalang pagtitipid at mga benepisyo sa produkto. Ang isang masusing pagsusuri sa gastos ay dapat isaalang -alang ang lahat ng mga yugto ng paggawa, hindi lamang ang paunang tooling.
Mga kadahilanan na nakakaapekto sa gastos
-
Ang pagiging kumplikado ng amag: Ang pinaka makabuluhang kadahilanan sa pagmamaneho ng gastos ng 2-shot na paghubog ay ang multo mismo. Ang isang 2-shot na amag ay isang lubos na kumplikadong piraso ng engineering, na nagtatampok ng dalawang hanay ng mga lukab, isang umiikot na platen o shuttle system, at masalimuot na paglamig at gating channel. Nangangailangan ito ng dalubhasang kadalubhasaan sa disenyo at machining machining, na ginagawang mas mataas ang gastos sa hulma kaysa sa isang maginoo na solong-shot na amag.
-
Mga gastos sa materyal: Ang paggamit ng dalawang magkakaibang mga materyales ay maaaring makaapekto sa pangkalahatang gastos, lalo na kung ang isa ay isang premium na thermoplastic elastomer (TPE) para sa isang malambot na touch grip o isang mataas na pagganap na polimer ng engineering. Ang gastos sa bawat libra ng mga materyales na ito ay maaaring mas mataas kaysa sa isang karaniwang single-shot resin.
-
Dami ng Produksyon: Ang 2-shot na paghubog ay isang proseso na idinisenyo para sa Mataas na dami ng pagmamanupaktura . Ang mataas na gastos sa tooling tooling ay pinaka -mahusay na na -amortize sa daan -daang libo o kahit milyon -milyong mga bahagi. Para sa paggawa ng mababang dami, ang gastos sa bawat bahagi ay nananatiling ipinagbabawal na mataas, na ginagawang tradisyonal na paghuhulma at pagpupulong ng isang mas mahusay na pagpipilian.
-
Oras ng pag -ikot: Habang ang isang 2-shot cycle ay mas mahaba kaysa sa isang solong shot cycle, ang kahusayan nito ay namamalagi sa paggawa ng isang tapos na produkto sa isang go. Ang oras ng pag -ikot ay isang kritikal na kadahilanan sa pagtukoy ng gastos sa bawat bahagi, dahil idinidikta nito ang throughput ng makina. Ang isang mahusay na dinisenyo 2-shot na magkaroon ng amag na may isang balanseng oras ng pag-ikot ay maaaring maging mas epektibo kaysa sa isang proseso ng pagpupulong ng multi-hakbang.
Pagtatasa ng Gastos-benepisyo: Kailan pumili ng 2-shot na paghuhulma
Ang desisyon na mag-opt para sa 2-shot na paghubog ay dapat na batay sa a Kabuuang gastos ng pagmamay -ari pagkalkula. Dapat kang pumili ng 2-shot na paghuhulma kapag ang pag-iimpok mula sa pag-alis ng pangalawang pagpupulong ay higit sa mas mataas na gastos sa tooling tooling.
Isaalang-alang ang 2-shot na paghuhulma kapag ang iyong produkto:
-
Nangangailangan ng kumplikadong pagpupulong: Kung ang iyong produkto ay kung hindi man kailangang manu-manong nakadikit, mai-screwed, o selyadong pagkatapos ng paghubog, ang paggawa at materyal na gastos ng pagpupulong ay malamang na bigyang-katwiran ang proseso ng 2-shot.
-
Hinihingi ang higit na kalidad at aesthetics: Para sa mga produkto kung saan ang isang perpektong pinagsamang bono, isang ergonomic grip, o isang dalawang kulay na aesthetic ay kritikal sa pagkakakilanlan ng tatak at kasiyahan ng customer, ang 2-shot na paghuhulma ay ang mainam na pagpipilian.
-
Ay isang mataas na dami ng produkto: Bilang isang patakaran ng hinlalaki, kung ang mga volume ng produksyon ay sapat na mataas, ang gastos ng amag ay maaaring kumalat sa isang napakalaking bilang ng mga yunit, na ginagawang mas mababa ang gastos sa bawat bahagi kaysa sa isang pinagsama-samang alternatibo.
Ang paunang gastos ay isang hadlang, ngunit para sa tamang aplikasyon, ang pangmatagalang pagbawas ng gastos, kasabay ng isang mas mataas na kalidad na produkto, gumawa ng 2-shot na paghubog ng isang mahusay na pamumuhunan.
Ang kalidad ng kontrol sa paghuhulma ng 2-shot injection
Ibinigay ang pagiging kumplikado ng 2-shot injection paghuhulma, ang mahigpit na kontrol ng kalidad ay mahalaga upang matiyak na ang pangwakas na produkto ay nakakatugon sa parehong mga pagtutukoy at aesthetic na pagtutukoy. Ang pagsubaybay at pagpigil sa mga karaniwang depekto ay isang pangunahing bahagi ng proseso.
Karaniwang mga depekto at kung paano maiwasan ang mga ito
-
Delamination: Ito ang paghihiwalay ng dalawang materyales sa kanilang interface. Ito ay madalas na sanhi ng hindi sapat na pagiging tugma ng kemikal o thermal, o sa pamamagitan ng hindi tamang mga parameter ng proseso tulad ng mababang temperatura ng matunaw o hindi sapat na presyon. Ang pag -iwas ay nagsasangkot ng pagpili ng mga katugmang materyales, pag -optimize ng mga temperatura ng iniksyon, at tinitiyak na ang pagtunaw ng pangalawang pagbaril ay sapat na mainit upang lumikha ng isang malakas na bono na may ibabaw ng unang pagbaril.
-
Warping: Ang isang pagpapapangit o pag -twist ng bahagi, karaniwang sanhi ng hindi pantay na paglamig o isang makabuluhang pagkakaiba sa mga rate ng pag -urong ng dalawang materyales. Upang maiwasan ang pag -war, ang mga taga -disenyo ay dapat pumili ng mga materyales na may katulad na mga katangian ng thermal at matiyak na ang sistema ng paglamig ng amag ay balanse upang palamig ang lahat ng mga seksyon ng bahagi nang pantay.
-
Mga marka ng lababo: Ang mga ito ay maliit na pagkalumbay sa ibabaw ng bahagi. Sa 2-shot na paghuhulma, madalas silang nangyayari sa mga lugar kung saan ang pangalawang materyal ay makapal at pag-urong habang nagpapalamig, na kumukuha sa unang materyal. Maaari silang mapigilan sa pamamagitan ng pagtaas ng presyon ng pag -iimpake, pagpapalawak ng oras ng hawak, at maingat na pagdidisenyo ng bahagi upang maiwasan ang malaki, makapal na mga seksyon.
-
Mahina na bono: Ito ay isang pangkalahatang termino para sa isang bono na nabigo sa ilalim ng stress. Maaari itong sanhi ng kontaminasyon sa ibabaw ng unang-shot na bahagi (hal., Mula sa mga ahente ng paglabas ng amag), hindi wastong pagtunaw ng temperatura, o hindi sapat na oras para sa pangalawang materyal na magsama sa una. Ang pag -iwas ay nagsasangkot ng pagpapanatili ng isang malinis na kapaligiran sa produksyon, tinitiyak ang pinakamainam na mga parameter ng proseso, at kung minsan kahit na gumagamit ng mapanirang pagsubok upang mapatunayan ang lakas ng bono.
Mga diskarte at kagamitan sa inspeksyon
-
Visual Inspection: Bilang unang linya ng pagtatanggol, ang mga sinanay na technician ay biswal na suriin ang bawat bahagi para sa mga depekto sa kosmetiko. Kasama dito ang pagsuri para sa mga pagkakaiba -iba ng kulay, mga marka ng lababo, flash (labis na materyal), o anumang mga palatandaan ng delamination.
-
CMM (Coordinate Measuring Machine): Para sa dimensional na kawastuhan, ginagamit ang isang CMM. Ang makina ng katumpakan na ito ay gumagamit ng isang pagsisiyasat upang kumuha ng lubos na tumpak na mga sukat ng geometry ng isang bahagi, na tinitiyak na ang lahat ng mga tampok ay nasa loob ng tinukoy na pagpapahintulot. Mahalaga ito lalo na para sa 2-shot na mga bahagi kung saan ang dalawang materyales ay dapat isama nang perpekto.
-
Mapanirang pagsubok: Upang direktang i -verify ang lakas ng bono sa pagitan ng dalawang materyales, ang isang maliit na sample ng mga bahagi ay sumailalim sa mapanirang mga pagsubok. Maaari itong kasangkot sa paghila ng dalawang materyales bukod sa isang makunat na pagsubok, pag -twist sa bahagi, o isang pagsubok sa pagsubok. Ang pamamaraang ito ay nagpapatunay na ang bono ay sapat na malakas upang matugunan ang mga kinakailangan sa pagganap at tibay ng produkto.
Hinaharap na mga uso sa 2-shot injection paghuhulma
Ang 2-shot na industriya ng paghuhulma ng iniksyon ay nasa isang palaging estado ng ebolusyon, na hinihimok ng mga pagsulong sa teknolohiya at isang lumalagong demand para sa mas kumplikado, mahusay, at napapanatiling pagmamanupaktura. Ang hinaharap ng proseso ay mabubuo ng maraming mga pangunahing mga uso na nangangako na mapahusay ang mga kakayahan at katalinuhan.
Mga Pagsulong sa Mga Materyales
Ang pag -unlad ng mga bagong polimer ay isang kritikal na takbo. Ang mga tagagawa at materyal na siyentipiko ay nakatuon sa paglikha ng mga dalubhasang materyales na nag -aalok ng mga pinahusay na katangian at mga bagong pag -andar. Kasama dito Bio-based at recycled polymers Upang matugunan ang mga alalahanin sa pagpapanatili, pati na rin ang mga bagong elastomer at plastik ng engineering na may higit na mahusay na mga katangian. Ang mga materyales na ito ay mag-aalok ng mas malakas na mga bono ng kemikal, mas mataas na paglaban sa temperatura, at mas tumpak na feedback (haptic) feedback, karagdagang pagpapalawak ng mga aplikasyon ng 2-shot na paghuhulma.
Automation at Robotics
Ang automation ay integral na sa 2-shot na paghuhulma, ngunit nagiging mas sopistikado. Ang susunod na alon ng pagbabago ay makakakita ng mga robot at pakikipagtulungan na mga robot (Cobots) na gumaganap ng mas masalimuot na mga gawain na lampas sa simpleng pag -alis ng bahagi. Kasama dito In-mold Assembly ng mga pagsingit, awtomatikong kalidad na mga tseke, at kumplikadong paghawak ng bahagi. Ang pagtaas ng automation na ito ay magbabawas ng mga gastos sa paggawa, mapabuti ang pagkakapare-pareho ng produksyon, at payagan ang paggawa ng ilaw, kung saan ang mga makina ay maaaring gumana nang walang pangangasiwa ng tao.
Simulation at Optimization Software
Ang paggamit ng advanced na software ay ang pag -rebolusyon sa proseso ng disenyo ng amag. Gumagamit na ngayon ang mga inhinyero Simulation Software Upang modelo ang buong 2-shot na pag-ikot ng paghubog. Pinapayagan silang hulaan at maiwasan ang mga karaniwang mga depekto tulad ng warping, mahina na mga bono, o hindi pantay na pagpuno bago makagawa ang amag. Sa pamamagitan ng pag-optimize ng mga disenyo ng amag at mga parameter ng proseso halos, ang mga tagagawa ay maaaring makabuluhang bawasan ang pangangailangan para sa magastos na mga pisikal na prototypes, na humahantong sa mas mabilis na mga siklo ng pag-unlad ng produkto at isang mas mataas na rate ng tagumpay sa unang beses.
Pagsasama ng Industriya 4.0
Ang pagsasama ng 2-shot na paghuhulma sa Smart Factory Ang Ecosystem (Industry 4.0) ay isang pangunahing kalakaran. Ang mga makina ay nilagyan ng mga sensor na nangongolekta ng data ng real-time sa temperatura, presyon, at iba pang mga kritikal na variable na proseso. Ang data na ito ay pagkatapos ay pinakain sa isang sentral na sistema para sa pagsusuri, na nagpapahintulot para sa mahuhulaan na pagpapanatili, na -optimize na paggamit ng enerhiya, at mga awtomatikong pagsasaayos ng proseso. Ang antas ng koneksyon at pagsusuri ng data ay nagbibigay -daan sa isang paglipat mula sa reaktibo hanggang sa aktibong pagmamanupaktura, tinitiyak ang pare -pareho na kalidad ng produkto at maximum na kahusayan sa pagpapatakbo.

