
1. Panimula sa pagtatapos ng ibabaw sa paghuhulma ng plastik na iniksyon
Ang seksyon na ito ay magtatakda ng yugto sa pamamagitan ng pagtukoy sa pagtatapos ng ibabaw, pagpapaliwanag ng kahalagahan nito, at pagpapakilala sa mga karaniwang isyu na salot ito.
1.1. Ano ang ibabaw ng ibabaw at bakit mahalaga ito?
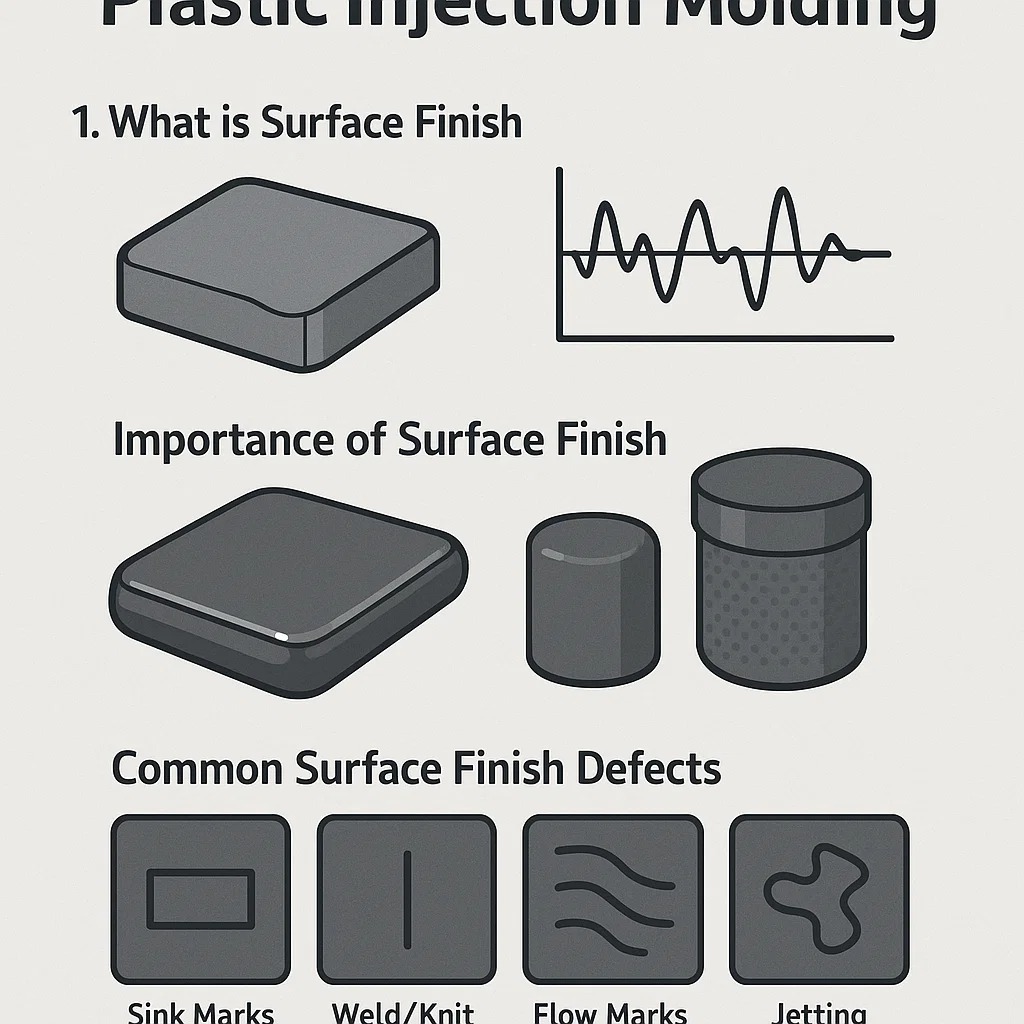
- Kahulugan: Ang Tapos na ang ibabaw ng isang plastic injection na hinubog na bahagi ay tumutukoy sa texture, kinis, o tabas ng panlabas ng sangkap. Ito ay isang direktang pagmuni -muni ng ibabaw ng lukab ng lukab.
- Pagsukat: Ang quality of a surface finish is quantified using roughness parameters, most commonly the Average na pagkamagaspang (r a ) , na sumusukat sa average na paglihis ng profile mula sa mean line. Mas mababang r a Ang mga halaga ay nagpapahiwatig ng isang makinis na ibabaw.
- Pamantayan sa industriya: Ang plastics industry often uses the SPI (Society of the Plastics Industry) Pag -uuri ng Surface Tapos na , na saklaw mula sa salamin (A-grades) hanggang sa matte/mapurol (D-grade). Ang pagtukoy ng isang grade ng SPI ay karaniwang kasanayan kapag nagdidisenyo ng isang amag.
* *Example:* An SPI A-1 finish requires diamond buffing** at produces a mirro-like finish, whereas a D-3 finish is achieved by dry blasting with #240 grit aluminum oxide** at results in a dull, non-reflective surface.1.2. Kahalagahan ng pagtatapos ng ibabaw sa mga aesthetics ng produkto at pag -atar
Ang pagtatapos ng ibabaw ay hindi lamang isang tampok na aesthetic; Ito ay kritikal para sa pagganap ng produkto at pagtanggap:
- Aesthetics: Ang de-kalidad, pare-pareho na pagtatapos ng ibabaw-tulad ng makintab, matte, o naka-texture-ay susi para sa Pang -unawa ng tatak at apela ng consumer Sa mga produktong tulad ng mga elektronikong consumer at interio ng automotiko.
- Pag -atar:
- Tactile Feel: Ang texture ay nakakaapekto sa paraan ng pakikipag-ugnay ng isang gumagamit sa produkto (hal., Isang di-slip na mahigpit na pagkakahawak).
- Magaan na Pagninilay: Ang isang makinis, makintab na pagtatapos ay maaaring mabawasan ang ilaw na pagkalat, mahalaga para sa mga lente at pagpapakita (hal., PMMA mga bahagi).
- Magsuot at alitan: Ang isang naka -texture na ibabaw ay maaaring mapabuti ang tibay o mabawasan ang alitan sa mga gumagalaw na bahagi.
- Kalinisan/isterilisasyon: Ang mga makinis na ibabaw ay madalas na kinakailangan para sa Mga aparatong medikal Upang maiwasan ang paglaki ng bakterya at payagan ang madaling isterilisasyon.
- Pagdirikit: Ang ilang mga pagtatapos ay kinakailangan upang matiyak ang wasto pagdikit ng coatings o pintura .
1.3. Karaniwang mga depekto sa pagtatapos ng ibabaw sa paghuhulma ng iniksyon
Ang kalidad ng pagtatapos ng ibabaw ay maaaring ikompromiso ng maraming mga depekto, na iyong idetalye sa Seksyon 4. Narito ang isang maikling pagpapakilala sa mga pinaka -karaniwang:
- Mga marka ng lababo: Ang mga pagkalumbay sa ibabaw na sanhi ng pag -urong ng materyal sa mas makapal na mga seksyon ng bahagi.
- Mga linya ng weld/knit: Ang mga nakikitang linya kung saan ang dalawa o higit pang mga natutunaw na mga harapan ay nakakatugon at nabigo na ganap na mag -fuse, na lumilitaw bilang isang kapintasan sa ibabaw at isang kahinaan sa istruktura.
- Mga marka ng daloy: Ang mga pattern na tulad ng alon, mga guhitan, o nakikitang mga linya sa ibabaw na sanhi ng hindi pantay na pagpuno ng lukab ng amag.
- Jetting: Ang isang tampok na tulad ng ahas na nangyayari kapag ang tinunaw na plastik ay itinulak sa pamamagitan ng isang maliit na pagbubukas ng gate sa isang mataas na bilis, na nagpapatibay bago ito masunod nang maayos sa dingding ng amag.
- Orange Peel: Ang isang ripple-like, pitted na ibabaw ng pagtatapos na kahawig ng isang oange na alisan ng balat, na madalas na sanhi ng mga isyu sa temperatura ng materyal o amag.
2. Ang mga kadahilanan na nakakaapekto sa pagtatapos ng ibabaw
Ang pangwakas na pagtatapos ng ibabaw ay isang resulta ng mga kumplikadong pakikipag -ugnayan sa pagitan ng materyal, tooling ng amag, at ang mga kondisyon ng pagproseso. Ang pag -optimize sa lahat ng tatlong mga lugar ay mahalaga para sa pagkamit ng nais r a halaga o grade ng SPI.
2.1. Pagpili ng materyal
Ang pagpili ng dagta ay marahil ang pinaka -pangunahing kadahilanan na nakakaimpluwensya sa nakamit na pagtatapos ng ibabaw.
2.1.1. Impluwensya ng Uri ng Resin (Abs, PC, Pp, atbp.)
- Amophous kumpara sa Semi-crystalline: Amophous Polymers (Tulad ng PC , PMMA , at Abs ) Karaniwang nagbubunga ng mas mahusay, mas mataas na gloss na ibabaw na natapos dahil sila ay nag-urong nang mas pantay at mahuhulaan. Semi-crystalline polymers (Tulad ng PP , Pe , at Pom ) ay may posibilidad na magkaroon ng mas mataas at hindi gaanong pantay na volumetric na pag -urong, na nagreresulta sa mas mababang pagtakpan, mapurol, o kulot na ibabaw (madalas na nagiging sanhi ng "Orange Peel" na epekto).
- Matunaw ang lagkit: Resins sa Mas mababang lagkit ng matunaw (mas malawak na daloy) ay mas mahusay sa pagtitiklop ng masalimuot na texture ng ibabaw ng amag, na humahantong sa isang mas mataas na kalidad na pagtatapos.
2.1.2. Epekto ng mga additives at tagapuno
- Mga tagapuno: Ang inclusion of fillers like Mga hibla ng salamin, mga hibla ng carbon, o mga additives ng mineral Dramatically binabawasan ang nakamit na kalidad ng pagtatapos ng ibabaw. Ang mga mahigpit na materyales na ito ay nakakagambala sa daloy ng polymer matunaw at may posibilidad na itulak sa pamamagitan ng layer ng ibabaw, na humahantong sa nakalantad na mga hibla at isang mapurol, magaspang na pagtatapos.
- Mga Kulay at Pigment: Habang sa pangkalahatan ang pagkakaroon ng isang meno de edad na epekto, ang lubos na puro pigment o mga tiyak na additives ng kulay ay maaaring magbago ng matunaw na daloy at humantong sa bahagyang pagkakaiba -iba sa texture sa ibabaw o mga kulay ng kulay.
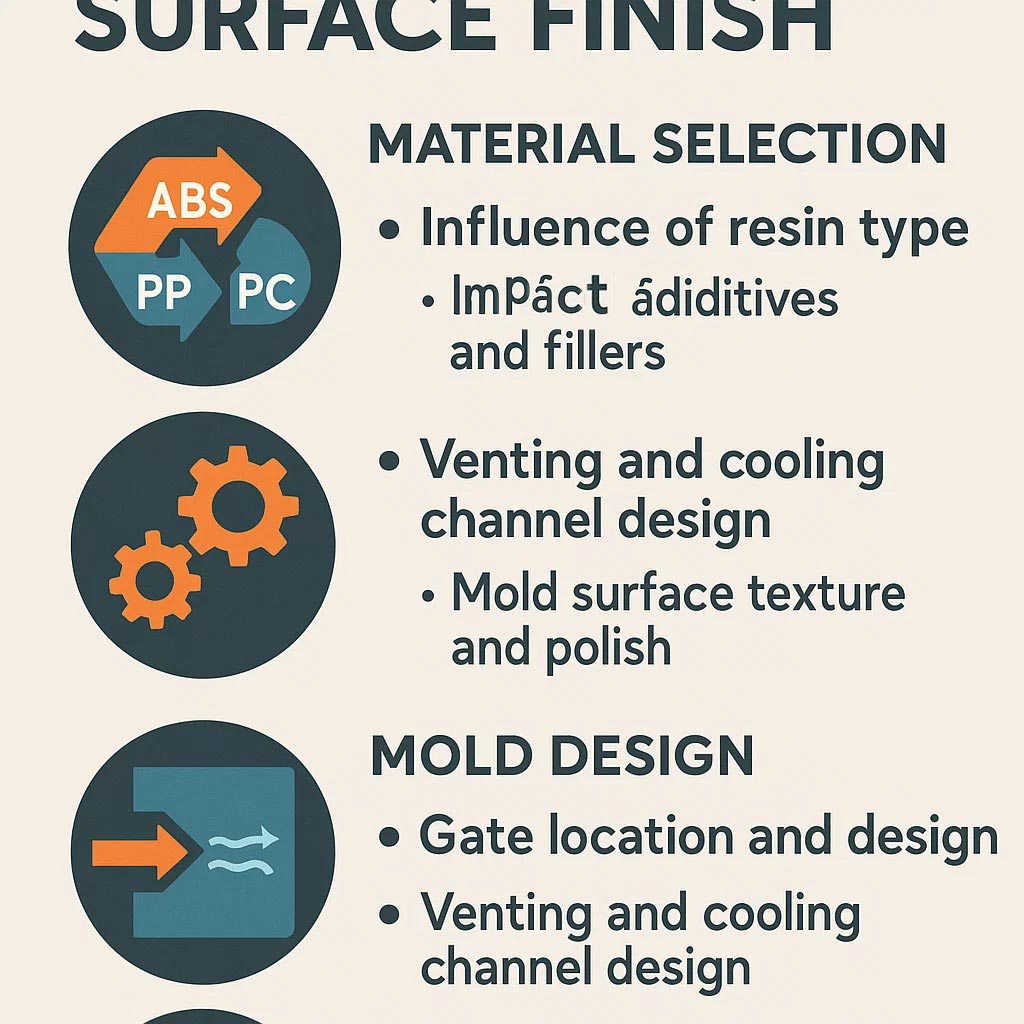
2.2. Disenyo ng amag
Ang amag mismo ay isang negatibong imprint ng pangwakas na bahagi, at ang disenyo nito ay nagdidikta kung paano dumadaloy, nag -iimpake, at lumalamig ang polimer.
2.2.1. Lokasyon at Disenyo ng Gate
- Kritikal: Ang gate is the entry point for the molten plastic, making its location and size vital.
- Mga epekto sa gate: Ang mahinang disenyo ng disenyo o lokasyon ay maaaring humantong sa mga depekto tulad ng jetting, flow mark, at mga linya ng weld . Ang mga pintuan ay dapat na nakaposisyon sa pinakamakapal na seksyon ng bahagi upang payagan ang maximum na pag -iimpake at mabawasan ang mga marka ng lababo.
- Uri ng Gate: Fan Gates or Diaphragm Gates madalas na magreresulta sa mas mahusay na pagtatapos ng ibabaw kaysa sa maliit Pinpoint Gates Dahil pinapayagan nila ang makinis, hindi gaanong magulong daloy sa lukab.
2.2.2. Disenyo ng Venting at Cooling Channel
- Venting: Hindi sapat Venting mga traps gas, na maaaring humantong sa Burn Marks, Splay Marks (Silver Streaks) , at poor surface replication due to compressed air resistance. Vents must be strategically placed at the last areas to fill.
- Paglamig: Uniporme at mahusay Mga channel ng paglamig ay mahalaga para sa pare -pareho ang pag -urong at kalidad ng ibabaw. Ang hindi pantay na paglamig ay nagiging sanhi ng pag-urong ng pagkakaiba-iba, na kung saan ay isang pangunahing nag-aambag sa Warpage at mga kakulangan sa ibabaw Mga marka ng lababo at Wavy ibabaw .
2.2.3. Ang texture sa ibabaw ng amag at polish
- Direktang pagtitiklop: Ang mold’s surface is direktang nag -replicate papunta sa plastik na bahagi. Ang kalidad ng polish ng amag na bakal o texture ay ang kisame para sa kalidad ng ibabaw ng bahagi.
- Bolishing ng amag: Ang pag-polish ng katumpakan gamit ang brilyante na i-paste o nakasasakit na mga bato ay kinakailangan para sa mga bahagi ng mirror-finish (SPI A-grades).
- Surface Texturing: Mga pamamaraan tulad ng kemikal etching or Laser Texturing Lumikha ng matibay, tukoy na mga texture (hal., Balat na butil, pagtatapos ng matte) na nagtatago ng mga depekto at pagbutihin ang pagkakahawak.
2.3. Mga parameter ng pagproseso
Kapag nakatakda ang materyal at amag, ang mga operating parameter ng makina ay nagbibigay ng pangwakas na paraan ng pag -optimize.
2.3.1. Matunaw ang temperatura
- Epekto: A mas mataas na temperatura ng matunaw Ibinababa ang lagkit ng polimer, na pinapayagan itong dumaloy nang mas madali at umayon nang mas malapit sa mga tampok ng amag sa ibabaw, na karaniwang nagreresulta sa a makinis, mas mataas na gloss finish at pagbabawas ng mga marka ng daloy.
- Pag -iingat: Ang labis na mataas na temperatura ay maaaring maging sanhi ng pagkasira ng materyal, na humahantong sa mga depekto tulad ng Splay at nasusunog .
2.3.2. Bilis ng iniksyon at presyon
- Bilis: Bilis ng iniksyon dapat balanseng. Masyadong mabagal, at ang plastik ay nagpapalamig nang una, na nagiging sanhi mga linya ng daloy at Mga linya ng weld . Masyadong mabilis, at maaari itong maging sanhi jetting malapit sa gate o kumikislap .
- Pressure (Holding/Packing): Holding pressure ay mahalaga. Mataas na presyon sa panahon ng paglamig Mga pack dagdag na materyal sa lukab, na nagbibigay ng bayad sa pag -urong. Ang wastong presyon ng packing ay ang pangunahing pagtatanggol laban Mga marka ng lababo at ensures a crisp surface detail replication.
2.3.3. Temperatura ng amag
- Epekto: A mas mataas na temperatura ng amag Pinapanatili ang plastik na matunaw na daloy para sa isang mas mahabang panahon, na nagpapahintulot sa mga kadena ng polimer na makapagpahinga at magtiklop ng ibabaw ng amag nang mas tumpak, madalas na nagbubunga ng pinakamahusay na gloss at tapusin. Makakatulong din ito na mabawasan ang paggugupit ng stress, na pumipigil sa mga depekto tulad pamumula at Orange Peel .
- Trade-off: Ang mga mataas na temperatura ng amag ay nagdaragdag ng oras ng pag -ikot , habang ang bahagi ay tumatagal ng mas mahaba upang palamig nang sapat para sa ejection.
2.3.4. Oras ng paglamig
- Epekto: Sapat oras ng paglamig ay kinakailangan upang palakasin ang panlabas na balat ng bahagi sa ilalim ng presyon. Ang napaaga ejection ay maaaring humantong sa mga marka ng stress, warpage, at mga gasgas (Mga marka ng Ejection) Na sumisira sa pagtatapos ng ibabaw.
3. Mga pamamaraan para sa pagpapabuti ng pagtatapos ng ibabaw
Ang pagkamit ng isang de-kalidad na pagtatapos ng ibabaw ay madalas na nangangailangan ng pagpapatupad ng mga tiyak na pamamaraan na may kaugnayan sa tooling, pangalawang proseso, at dalubhasang makinarya.
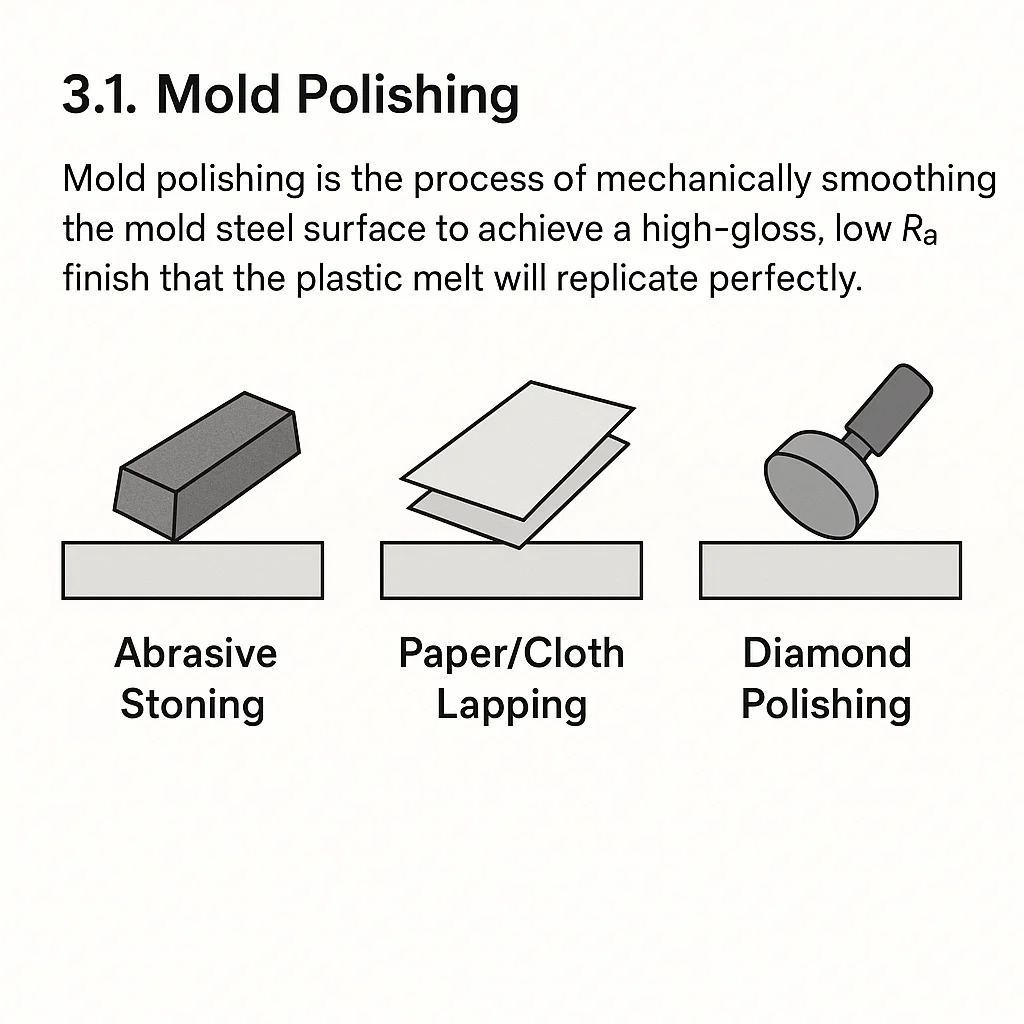
3.1. Bolishing ng amag
Ang polishing ng amag ay ang proseso ng mekanikal na pag-smoothing ng ibabaw ng hulma na bakal upang makamit ang isang high-gloss, mababang r a Tapusin na ang plastik na natutunaw ay perpektong magtiklop.
3.1.1. Iba't ibang mga pamamaraan ng buli (brilyante, nakasasakit na bato)
- Nakasasakit na pagkabato: Ang paunang paghuhubog at pag -alis ng mga marka ng machining ay ginagawa gamit ang magaspang na nakasasakit na bato (hal., Silicon carbide o aluminyo oxide).
- Papel/tela ng tela: Ang finer polishing ay nakamit na may mga compound ng brilyante o dalubhasang mga papeles, na gumagalaw nang sunud -sunod sa pamamagitan ng mas pinong grits.
- Diamond Polishing: Para sa pinakamataas na salamin na tulad ng salamin (SPI A-1, A-2), ang mga huling yugto ay nagsasangkot ng pag-paste ng brilyante at dalubhasang tela/nadama na mga bob. Ito ay lubos na bihasang gawa na isinasagawa sa ilalim ng kadakilaan.
3.1.2. Pagkamit ng mga tiyak na halaga ng RA at mga marka ng SPI
Ang antas ng polish ay direktang tumutugma sa quantifiable r a halaga (average na pagkamagaspang) at ang kwalipikadong grado ng SPI:
| Grade grade | Pamamaraan ng Poland | Halaga ng RA ( µ sa) | Karaniwang application |
|---|---|---|---|
| A-1 | Baitang #3 Diamond Buff | 1 | Lente, optical na bahagi |
| B-2 | #600 Grit Stone | 6-8 | Mataas na mga bahagi ng gloss, ipinapakita |
| C-3 | #600 Emery Paper | 10-12 | Pangkalahatang layunin, semi-gloss |
| D-1 | #10 Sandappaper/Dry Blast | 25-32 | Matte texture, mga nakatagong bahagi |
3.2. Surface Texturing
Ang pag -text ay sadyang nagpapakilala ng isang pattern o pagkamagaspang sa ibabaw ng amag upang makamit ang isang tiyak na aesthetic o functional finish. Ito ay karaniwang ginagamit upang itago ang mga depekto tulad ng mga marka ng daloy o mga marka ng lababo.
3.2.1. Kemikal etching
- Proseso: Ang mold steel is masked with a protective film in the desired pattern, and then immersed in an acid bath. The acid eats away (etches) the exposed steel, creating the texture.
- Mga kalamangan: Lumilikha ng malalim, uniporme, matibay na mga texture (hal., Kahoy na butil, butil ng katad).
3.2.2. Laser Texturing
- Proseso: Ang isang mataas na precision laser ablate (singaw) na materyal mula sa ibabaw ng amag upang lumikha ng sobrang pinong, tumpak, at paulit-ulit na mga pattern.
- Mga kalamangan: Nagbibigay -daan para sa masalimuot, Micro Texturing o kahit na Nano Texturing (Tingnan ang Seksyon 8), at mainam para sa mga kumplikadong hugis ng 3D.
3.2.3. Pagsabog ng bead
- Proseso: Ang mga pinong glass kuwintas o iba pang nakasasakit na media ay hinihimok laban sa ibabaw ng amag sa mataas na presyon.
- Mga kalamangan: Gumagawa ng isang uniporme, mapurol, matte, o satin finish (madalas na spi d-grade). Ito ay isang mabilis, epektibong paraan upang maalis ang gloss at itago ang mga pagkadilim sa ibabaw.
3.3. Patong at pagpipinta
Ito ang mga pangalawang proseso na inilalapat sa hinubog na bahagi pagkatapos Ito ay na -ejected, ginamit upang magdagdag ng kulay, gloss, o dalubhasang mga katangian ng pag -andar.
3.3.1. Mga uri ng coatings (hal., UV, anti-scratch)
- Patong ng UV: Isang malinaw na amerikana na gumaling sa ilalim ng ilaw ng UV. Malawakang ginamit sa polycarbonate ( PC ) at acrylic ( PMMA ) mga bahagi upang maibalik ang isang high-gloss finish o pagbutihin ang panlabas na paglaban sa panahon.
- Anti-scratch/mahirap patong: Inilapat sa mas malambot na plastik (tulad ng PC) upang madagdagan ang katigasan ng ibabaw at paglaban sa gasgas, mahalaga para sa mga lente at mga takip ng pagpapakita.
3.3.2. Mga diskarte sa pagpipinta (spray, pulbos na patong)
- Spray Painting: Pamantayang pamamaraan para sa pagkamit ng tumpak na mga tugma ng kulay at kinokontrol na mga antas ng pagtakpan sa mga sangkap na plastik.
- Patong ng pulbos: Habang ayon sa kaugalian para sa metal, ang dalubhasang mababang temperatura na coatings ng pulbos ay ginagamit na ngayon sa ilang mga plastik upang magbigay ng isang matibay, pantay na pagtatapos.
3.4. Ang paghuhulma ng iniksyon na tinulungan ng gas
- Pamamaraan: Ang isang inert gas (karaniwang nitrogen) ay na -injected sa lukab ng amag pagkatapos ng plastik ay bahagyang napuno ito.
- Pakinabang: Ang gas core applies internal pressure, which helps to I -pack ang plastik na natutunaw mula sa loob sa labas , epektibong nag -aalis Mga marka ng lababo sa panlabas na ibabaw.
3.5. Hot Runner Systems
- Pamamaraan: Ang isang sistema ng pag -init ay nagpapanatili ng tinunaw na temperatura ng plastik hanggang sa gate, tinanggal ang pangangailangan para sa isang malamig na sprue/runner.
- Pakinabang: Pinapanatili ang plastik na matunaw nang labis na pare -pareho at nagbibigay -daan para sa mas madaling kontrol sa packing, na pinaliit ang stress at leads to better surface gloss and elimination of daloy ng mga marka .
3.6. Mga teknolohiya ng control ng temperatura ng amag
- Pamamaraan: Higit pa sa karaniwang paglamig ng tubig/langis, mga sistema ng pag-init ng mataas na katumpakan (hal., Pag-init ng singaw, pag-init ng induction, o dalubhasang mga sistema ng likido) ay ginagamit upang mabilis na ikot ang temperatura ng amag na ibabaw.
- Pakinabang: Sa pamamagitan ng pagtaas ng temperatura ng amag sa panahon ng pagpuno (upang makamit ang mataas na pagtakpan) at pagkatapos ay mabilis na ibababa ito para sa paglamig (upang mabawasan ang oras ng pag -ikot), pinapayagan ng mga teknolohiyang ito ang mga processors na makamit Tapos na tulad ng salamin Kahit na may mas kaunting daloy na materyales, halos maalis ang mga depekto tulad Mga linya ng weld at Orange Peel .
4. Karaniwang mga depekto sa ibabaw at ang kanilang mga solusyon
Ang mga depekto sa ibabaw ay visual o tactile flaws na nakompromiso ang kalidad ng hinubog na bahagi. Ang pagkilala sa sanhi ng ugat - kung ito ay materyal, hulma, o proseso - ang susi sa epektibong pagwawasto.
4.1. Mga marka ng lababo
A Sink Mark ay isang naisalokal na pagkalumbay o dimple sa ibabaw ng isang makapal na bahagi ng bahagi.
| Sanhi | Pag -iwas/Solusyon |
|---|---|
| Pag -urong: Hindi sapat na materyal na nakaimpake sa amag upang mabayaran ang volumetric na pag -urong sa panahon ng paglamig. | Dagdagan ang presyon ng paghawak: Ang most effective fix is to increase the Holding (Packing) Pressure at time to force more material into the mold. |
| Hindi pantay na kapal ng pader: Mas makapal na mga seksyon na mas mabagal, na nagiging sanhi ng panloob na materyal na hilahin ang ibabaw sa loob. | Disenyo: Muling idisenyo ang bahagi upang mapanatili ang pantay na kapal ng pader. Gumamit ng panloob na mga buto -buto o coring upang mabawasan ang bulk. |
| Mataas na matunaw/temperatura ng amag: Ang labis na init ay maaaring dagdagan ang pag -urong. | Mas mababang temperatura ng matunaw/magkaroon ng amag: Patakbuhin ang mga temperatura na sapat lamang upang punan ang bahagi, binabawasan ang kabuuang pag -urong. |
4.2. Mga linya ng weld (mga linya ng niniting)
A linya ng weld ay isang nakikitang linya na nabuo kung saan ang dalawa o higit pang mga dumadaloy na matunaw na mga harapan ay nakakatugon at piyus ngunit hindi timpla nang perpekto.
| Sanhi | Pag -iwas/Solusyon |
|---|---|
| Mababang temperatura: Ang melt fronts are too cool when they meet, preventing complete molecular inter-diffusion. | Dagdagan ang temperatura ng matunaw/magkaroon ng amag: Pinapayagan ng mas mataas na temperatura ang plastik na manatiling mas mahaba, mapadali ang mas mahusay na pagsasanib at pagbabawas ng kakayahang makita ng linya. |
| Hindi sapat na presyon: Kakulangan ng presyon upang pilitin ang dalawang harapan. | Dagdagan ang bilis ng iniksyon at presyon: Ang mabilis na iniksyon ay nagpapaliit sa paglamig bago matugunan. |
| Air trapping: Gas o hangin na nakulong sa punto ng pagpupulong. | Pagbutihin ang Venting: Magdagdag o magpalalim ng mga vent sa lokasyon ng linya ng weld upang payagan ang nakulong na hangin na makatakas. |
4.3. Daloy ng mga marka (mga linya ng daloy)
Daloy ng mga marka ay mabagsik, mga linya na tulad ng alon o mga pattern na nakikita sa ibabaw, madalas na sumasalamin mula sa gate.
| Sanhi | Pag -iwas/Solusyon |
|---|---|
| Mabagal o iba't ibang daloy: Ang molten plastic cools against the mold wall as it flows, creating visible layers. | Dagdagan ang bilis ng iniksyon: Punan nang mabilis ang lukab upang matiyak na ang Melt Front ay mananatiling mainit at likido. |
| Mababang temperatura ng amag: Ang isang malamig na amag ay nagpapatibay sa unang layer ng contact ng plastik nang mabilis. | Dagdagan ang temperatura ng amag: Ang isang mas mainit na amag ay nagpapanatili sa ibabaw ng plastik na tinunaw nang mas mahaba, na pinapayagan ang mga linya ng daloy na mawala. |
| Gate/Runner Geometry: Ang mga paghihigpit o hindi maganda dinisenyo runner/gate ay nagdudulot ng magulong daloy. | Palakihin ang gate/runner: Palawakin ang gate upang mabawasan ang paggugupit ng stress at payagan ang isang mas maayos na daloy ng pagpasok. |
4.4. Jetting
Jetting nangyayari kapag ang tinunaw na plastik ay squirted sa pamamagitan ng isang maliit na gate sa isang bukas na lukab ng amag, na nagpapatibay bilang isang snaking stream bago ang natitirang bahagi ng lukab.
| Sanhi | Pag -iwas/Solusyon |
|---|---|
| Mataas na bilis ng iniksyon: Mabilis na rate ng daloy sa pamamagitan ng isang paghihigpit na gate. | Bawasan ang bilis ng iniksyon: Pabagal ang paunang bilis ng iniksyon. |
| Hindi magandang disenyo ng gate: Ang gate is positioned in a thick area or directs the melt stream straight into a large open space. | Muling idisenyo ang gate: Gumamit ng a sub-gate o tab gate Iyon ay nagdidirekta ng daloy laban sa isang pader ng amag o isang pangunahing pin, na pinapayagan ang melt stream na "fan out" kaagad sa pagpasok ng lukab. |
4.5. Orange Peel
Orange Peel ay isang ibabaw na mukhang balat ng isang orange - isang rippled o pitted na hitsura.
| Sanhi | Pag -iwas/Solusyon |
|---|---|
| Pagkakaiba ng temperatura ng amag: Ang matinding pagkakaiba -iba ng temperatura sa pagitan ng plastik na natutunaw at ang ibabaw ng amag. | Dagdagan ang temperatura ng amag: Ang isang mas mainit na ibabaw ng amag ay nagbibigay -daan sa materyal na ganap na magtiklop sa ibabaw ng amag bago ang pagpapatibay. |
| Materyal na pagkasira/kahalumigmigan: Ang labis na kahalumigmigan sa materyal ay maaaring humantong sa gassing sa ibabaw. | Pre-dry material: Tiyakin na ang dagta ay natuyo sa detalye ng tagagawa. |
| Mababa ang lagkit ng matunaw: Ang plastik ay masyadong mainit at hindi hawak ang hugis nito kapag nakikipag -ugnay ito sa amag. | Bahagyang bawasan ang temperatura ng matunaw: Ayusin ang temperatura ng matunaw upang mapabuti ang lagkit nang hindi nagiging sanhi ng mga marka ng daloy. |
4.6. Pamumula (blush ng gate)
Blush ay isang naisalokal na lugar ng pagkabulok o ulap, na karaniwang nagaganap nang direkta sa paligid ng lugar ng gate.
| Sanhi | Pag -iwas/Solusyon |
|---|---|
| Mataas na paggugupit na stress: Sanhi ng materyal na pinipilit masyadong marahas sa pamamagitan ng isang maliit na gate. | Dagdagan ang laki ng gate: Ang pagbabawas ng paghihigpit ay nagpapababa sa paggugupit ng stress sa polimer. |
| Bilis ng iniksyon: Napakataas na bilis ng iniksyon sa pamamagitan ng gate. | Bawasan ang bilis ng iniksyon: Mabagal ang paunang bilis ng iniksyon, madalas na gumagamit ng multi-stage profiling. |
| Paghihiwalay ng Lubricant: Ang mga materyal na additives/pampadulas ay hiwalay sa ilalim ng mataas na paggupit. | Subukan ang ibang materyal na grado: Lumipat sa isang grade grade na may mas mahusay na katatagan ng thermal o mas kaunting additive na nilalaman. |
5. Ang pagpili ng materyal para sa pinakamainam na pagtatapos ng ibabaw
Ang pagpili ng materyal ay ang una at pinakamahalagang hakbang sa pagkamit ng isang de-kalidad na pagtatapos ng ibabaw. Ang mga likas na katangian ng polimer - partikular na ang molekular na istraktura at pag -urong ng rate - tinutukoy kung gaano kahusay na maaaring magtiklop sa ibabaw ng amag.
5.1. Pangkalahatang -ideya ng angkop na thermoplastics
Ang Thermoplastics ay ikinategorya ng kanilang istraktura, na direktang nakakaapekto sa kanilang natapos na hitsura: Amorphous Ang mga polimer ay karaniwang nag -aalok ng mahusay na pagtitiklop at pagtitiklop sa ibabaw, habang Semi-crystalline Ang mga polimer ay karaniwang may isang mapurol na pagtatapos dahil sa mas malaki, hindi gaanong pantay na pag -urong.
5.1.1. Acrylic (PMMA)
- Istraktura: Amorphous
- Kakayahang tapusin: Mahusay. Ang PMMA (Polymethyl Methacrylate) ay kilala para sa pambihirang kalinawan at kakayahang makamit a Napakataas na gloss, mirror-like finish (mainam para sa SPI A-1). Madalas itong ginagamit para sa mga optical na sangkap, lente, at mga takip ng diSplay.
- Hamon: Lubhang madaling kapitan ng crazing at pag -crack ng stress kung may hulma nang hindi tama o nakalantad sa ilang mga kemikal.
5.1.2. Polycarbonate (PC)
- Istraktura: Amorphous
- Kakayahang tapusin: Mahusay. Nagbibigay ang PC ng isang matigas, mataas na epekto na maaaring makamit din a Brilliant, high-gloss finish . Ang mataas na lagkit nito ay nangangailangan ng tamang temperatura ng paghubog ngunit nagreresulta sa mahusay na pagtitiklop sa ibabaw.
- Hamon: Dapat na lubusang tuyo (hydroscopic) upang maiwasan ang hydrolysis, na maaaring humantong sa Splay marks at poor surface quality.
5.1.3. Acrylonitrile Butadiene Styrene (Abs)
- Istraktura: Amorphous
- Kakayahang tapusin: Napakahusay. Ang abs ay ang workhorse engineering polymer, na nag -aalok ng isang mahusay na balanse ng mga mekanikal na katangian at a Mataas na kalidad na cosmetic finish . Madali itong nai -text (sa pamamagitan ng etching/blasting) at madaling tinatanggap ang pagpipinta at kalupkop (hal., Chrome).
- Hamon: Lubhang madaling kapitan ng Mga marka ng lababo sa mas makapal na mga seksyon dahil sa katamtamang pag -urong nito.
5.1.4. Polypropylene (PP)
- Istraktura: Semi-crystalline
- Kakayahang tapusin: Makatarungan sa mabuti. Bilang isang semi-crystalline resin, ang PP ay karaniwang nagpapakita ng mas mataas, hindi gaanong pantay na pag-urong, na nagreresulta sa a Duller, mas mababang-gloss finish Kumpara sa amorphous resins. Mas madaling kapitan ito mga linya ng daloy at the Orange Peel epekto
- Kalamangan: Ginamit kung saan ang katigasan at paglaban ng kemikal ay pinakamahalaga, at ang isang matte o naka -texture na pagtatapos ay katanggap -tanggap.
5.1.5. Polystyrene (PS)
- Istraktura: Maaaring maging amorphous (pangkalahatang layunin PS o GPP) o isang timpla (high-effects PS o HIP).
- Kakayahang tapusin: Mabuti (GPPS). Ang GPPS ay amorphous at nagbibigay Mahusay na pagtakpan at rigidity, making it suitable for clear or highly cosmetic parts (e.g., disposable drinkware). HIPS is less glossy due to additives but is tougher.
- Hamon: Malutong kumpara sa abs o PC.
5.2. Ang paghahambing ng mga kakayahan sa pagtatapos ng ibabaw ng iba't ibang mga materyales
| Ari -arian | PMMA (Acrylic) | PC (Polycarbonate) | Abs | Pp (polypropylene) | PS (Polystyrene) |
|---|---|---|---|---|---|
| Istraktura | Amorphous | Amorphous | Amorphous | Semi-crystalline | Amorphous |
| Max gloss | Mahusay (pinakamataas) | Mahusay | Napakahusay | Patas (mababa) | Mabuti |
| Rate ng pag -urong | Mababa | Mababa | Katamtaman | Mataas (hindi uniporme) | Mababa to Moderate |
| Pagtanggap ng texture | Patas (Sensitibo) | Mabuti | Mahusay | Mabuti | Mabuti |
| Kakulangan ng depekto | Crazing | Splay/kahalumigmigan | Mga marka ng lababo | Orange Peel/Warpage | Brittleness |
5.3. Ang mga pagsasaalang -alang para sa pagiging tugma ng materyal na may paggamot sa ibabaw
Kapag pumipili ng isang materyal, mahalaga na isaalang -alang ang anumang nakaplanong pangalawang paggamot sa ibabaw:
- Pagdirikit: Ang ilang mga polimer, lalo na Polypropylene (PP) at Polyethylene (PE) , magkaroon ng napakababang enerhiya sa ibabaw, na ginagawang mahirap para sa mga pintura at coatings na sumunod. Ang mga ito ay madalas na nangangailangan ng mga proseso ng pre-paggamot tulad Paggamot ng apoy or Paggamot ng plasma Bago magpinta.
- Solvent Resistance: Ang mga amorphous resins tulad ng PC at PMMA ay madaling kapitan ng pag -atake ng kemikal at stress cracking mula sa maraming mga karaniwang solvent na matatagpuan sa mga pintura o adhesives. Ang dalubhasang, hindi agresibong coatings ay dapat gamitin.
- Platability: Abs ay madalas na ang materyal na pinili para sa mga bahagi na nangangailangan ng plating ng chrome (hal., Automotive trim) dahil ang istraktura nito ay nagbibigay -daan para sa mahusay na pagdirikit ng pagtatapos ng metal.
6. Mga Pag -aaral sa Kaso: Pagpapabuti sa ibabaw ng Pagpapabuti sa paghuhulma ng iniksyon
Ang mga pag -aaral sa kaso na ito ay naglalarawan kung paano ang tiyak na pansin sa materyal, tooling, at mga parameter ng proseso ay maaaring pagtagumpayan ang mga hamon at makamit ang mahigpit na mga kinakailangan sa pagtatapos ng ibabaw sa iba't ibang mga industriya.
6.1. Mga sangkap ng automotiko
Hamon: Class A automotive exterior panel
Ang mga panel ng panlabas na automotiko (hal., Mga panel ng katawan, mga trims ng haligi) ay nangangailangan ng a "Class A" na pagtatapos ng ibabaw : Isang high-gloss, aesthetically perpekto, walang kapintasan na ibabaw na handa na para sa pagpipinta. Ang pagtatapos na ito ay dapat na pare -pareho sa mga malalaking lugar sa ibabaw.
- Napatupad ang solusyon:
- Materyal: Paggamit ng mataas na inhinyero Abs/PC blends na may napakababang mga rate ng pag -urong.
- Tooling: Gumagamit SPI A-1 (Mirror) Polish sa hulma ng bakal, na sinusundan ng isang proteksiyon hard coating Upang mapanatili ang pagtatapos sa libu -libong mga siklo.
- Proseso: Paggamit Rapid Temperatura Cycling (RTC) Teknolohiya (Mga Teknolohiya ng Kontrol ng Mold Temperatura, Seksyon 3.6). Mabilis na pinapainit nito ang ibabaw ng amag sa panahon ng iniksyon (pagpapabuti ng daloy at pagtakpan, pagtanggal ng mga linya ng weld) at pinalamig ito nang mabilis para sa mabilis na mga oras ng pag -ikot.
Resulta:
Malapit na perpekto na pagkakapareho ng gloss at ang virtual na pag-aalis ng mga marka ng daloy at mga linya ng weld, binabawasan ang pangangailangan para sa malawak na pagtatapos ng pagtatapos at paghahanda ng pagpipinta.
6.2. Mga elektronikong consumer
Hamon: Mataas na gloss smartphone casings
Ang mga modernong casing ng smartphone at aparato ay nangangailangan ng isang malalim, gasgas na lumalaban sa pagtakpan habang madalas na may kumplikadong geometry (hal., Manipis na pader, maraming panloob na mga buto-buto).
- Napatupad ang solusyon:
- Materyal: Mataas na daloy, UV-stabilized Polycarbonate (PC) , napili para sa lakas at kakayahan ng high-gloss.
- Disenyo: Maingat na pagpapatupad ng Ang paghuhulma ng iniksyon na tinulungan ng gas (Seksyon 3.4) Upang guwang ang mga panloob na makapal na mga seksyon (bosses), na epektibong pumipigil Mga marka ng lababo sa manipis, lubos na nakikitang panlabas na ibabaw.
- Post-molding: Aplikasyon ng isang proteksiyon Anti-scratch/UV coating .
Resulta:
Ang mga casings ay nagpapanatili ng isang high-gloss, mirror-like finish sa kabila ng pinagbabatayan na mga tampok na istruktura, kasabay ng kinakailangang pagtutol sa pang-araw-araw na pagsusuot at luha.
6.3. Mga aparatong medikal
Hamon: Makinis, isterilisado na mga housings ng bomba
Ang mga aparatong medikal, tulad ng dialysis o mga housings ng bomba ng gamot, ay nangangailangan ng sobrang makinis, hindi porous na ibabaw para sa kadalian ng paglilinis, isterilisasyon, at upang maiwasan ang akumulasyon ng bio-film.
- Napatupad ang solusyon:
- Materyal: Medikal-grade, mababang-extract Polypropylene (PP) o high-grade Abs , pinili para sa biocompatibility.
- Tooling: Ang mold cavity is polished to an SPI A-2 or A-3 tapusin (mababang r a mga halaga) upang matiyak ang kaunting pagkamagaspang sa ibabaw.
- Proseso: Tumatakbo a mataas na temperatura ng amag .
Resulta:
Ang mga bahagi ay nakamit ang isang mababang r a halaga, paglikha ng isang ibabaw na madaling i -sanitize, nakakatugon sa mahigpit na pamantayan sa regulasyon ng medikal, at pinipigilan ang kontaminasyon sa ibabaw.
7. Pag -aayos ng mga isyu sa pagtatapos ng ibabaw
Kapag naganap ang mga depekto sa ibabaw, ang umaasa lamang sa intuwisyon ay madalas na hindi epektibo at magastos. Ang isang sistematikong, pang -agham na diskarte ay kinakailangan upang makilala ang sanhi ng ugat at ma -optimize ang proseso para sa isang permanenteng solusyon.
7.1. Ang sistematikong diskarte sa pagkilala sa mga sanhi ng ugat
Ang pag-aayos ay dapat sundin ang isang malinaw, sunud-sunod na pamamaraan:
- Tukuyin at idokumento ang depekto: Malinaw na kilalanin ang depekto (hal., Markahan ng lababo, markahan ng daloy, jetting) at ang lokasyon nito, dalas, at kalubhaan. Kolektahin ang mga halimbawa at katibayan ng photographic.
- Suriin ang mga materyal na panukala: Patunayan na ang dagta ay wastong tuyo (lalo na ang mga hydroscopic resins tulad ng PC or Abs ), ay hindi nahawahan, at ang tamang grado na tinukoy para sa trabaho.
- Suriin ang tooling: Suriin ang hulma para sa pinsala, hindi sapat na Venting, mga labi sa lukab, o hindi pagkakapare -pareho sa pagtatapos ng ibabaw ng amag mismo. Tiyakin na ang mga sistema ng control control ng amag ay gumagana nang tama at nagbibigay ng pantay na temperatura.
- Suriin ang mga parameter ng pagproseso (ang 6 m): Systematically suriin at i -record ang mga sumusunod na variable, na karaniwang mga sanhi ng mga depekto:
- Materyal: Kahalumigmigan, temperatura, lagkit.
- Hulma: Temperatura, pagkakapareho ng paglamig, pag -vent.
- Makina: Bilis ng tornilyo, profile ng temperatura ng bariles.
- Pamamaraan (Proseso): Bilis ng iniksyon, holding pressure, cycle time.
- Manpower: Ang pagkakapare -pareho ng operator at mga pamamaraan.
- Pagsukat: Pagkakaugnay ng mga tseke ng QC at pag -calibrate ng kagamitan.
- Ibukod at ayusin: Ipatupad ang isang pagbabago sa pagproseso nang sabay -sabay (hal., Dagdagan ang temperatura ng amag sa pamamagitan ng 5 ° C. ), subaybayan ang resulta, at idokumento ang kinalabasan. Huwag kailanman ayusin ang maraming mga variable nang sabay -sabay.
7.2. Gamit ang disenyo ng mga eksperimento (Doe) para sa pag -optimize
Para sa mga kumplikadong depekto kung saan maaaring makipag -ugnay ang maraming mga kadahilanan, ang Disenyo ng Mga Eksperimento (DOE) Ang pamamaraan ay nagbibigay ng isang statistically mahigpit na landas sa pag -optimize.
- Ano ang DOE? Ang DOE ay isang pormal na pamamaraan para sa pagpaplano, pagpapatupad, at pagsusuri ng mga pagsubok upang matukoy kung paano nakakaapekto ang iba't ibang mga kadahilanan (hal. a o bilang ng depekto).
- Ang Power of Interaction: Maaaring makilala ng DOE hindi lamang ang epekto ng mga indibidwal na kadahilanan kundi pati na rin ang epekto ng pakikipag -ugnay - Halimbawa, kung gaano kataas ang temperatura ng matunaw at Ang mababang bilis ng iniksyon ay maaaring sama -samang lumala ng isang kakulangan tulad ng pag -jetting ng higit sa alinman sa kadahilanan lamang.
- Pagpapatupad: Sa pamamagitan ng pagpapatakbo ng isang limitadong bilang ng mga nakabalangkas na eksperimento, maaaring mabilis na tukuyin ng DOE ang "proseso ng window" - ang pinakamainam na hanay ng mga parameter ng pagproseso na mapagkakatiwalaang magbubunga ng nais na pagtatapos ng ibabaw.
7.3. Proseso ng pagsubaybay at kontrol
Ang pinakamahusay na pag -aayos ay ang pag -iwas, na umaasa sa pare -pareho na pagsubaybay:
- Kontrol ng closed-loop: Ang paggamit ng mga modernong machine ng paghubog ng iniksyon na may mga closed-loop control system ay nagsisiguro na ang mga kritikal na mga parameter tulad matunaw ang temperatura , temperatura ng amag , at bilis ng iniksyon Manatiling matatag sa buong pagtakbo ng produksyon, na pumipigil sa pag -drift na humahantong sa hindi pantay na pagtatapos ng ibabaw.
- Pagsukat sa in-line: Para sa mga kritikal na bahagi (hal., Mga optical na sangkap), gamit ang mga sistema ng pagsukat ng in-line (tulad ng mga sistema ng paningin o mga tester ng pagkamagaspang) ay maaaring makita ang mga depekto sa ibabaw o dimensional na mga isyu kaagad, na nagpapahintulot sa mga operator na iwasto ang proseso bago gumawa ng labis na scrap.
- Pag -iwas sa pagpapanatili: Ang regular na paglilinis at pagpapanatili ng amag, lalo na ang mga vents at paglamig na mga channel, ay mahalaga upang maiwasan ang built-up na nalalabi o pag-scale na nagdudulot ng mga hot spot at hindi pantay na kalidad ng ibabaw.
8. Ang mga umuusbong na uso sa teknolohiya ng pagtatapos ng ibabaw
Ang drive para sa mas mataas na pagganap at aesthetics ng nobela ay nagtutulak sa mga hangganan ng teknolohiya ng plastik na ibabaw, na nakatuon sa katumpakan ng micro-scale at pinahusay na pag-andar ng materyal.
8.1. Micro at Nano Texturing
Ang paglipat sa kabila ng tradisyonal na kemikal na etching, mga diskarte sa texture ng susunod na henerasyon ay gumagamit ng matinding katumpakan upang lumikha ng mga functional na ibabaw.
- Proseso: Nakamit lalo na sa pamamagitan ng Laser Texturing (Seksyon 3.2.2) o dalubhasa, ultra-precise machining ng amag insert.
- Micro Texturing: Ang mga tampok na karaniwang saklaw mula sa 1 hanggang 1000 µm . Ginamit upang lumikha ng mga functional na ibabaw tulad ng:
- Anti-glare/anti-reflective mga ibabaw para sa mga pagpapakita at optika.
- Hydrophobic/paglilinis sa sarili mga ibabaw (gayahin ang epekto ng lotus) sa pamamagitan ng pag -optimize ng pagkamagaspang sa ibabaw upang maitaboy ang tubig.
- Nano Texturing: Ang mga tampok ay nasa ibaba 100 nm. Ginagamit ito upang mag-engineer ng mga katangian ng light-scattering para sa mga advanced na tampok na anti-counterfeiting o sobrang pinong mga detalye ng aesthetic na hindi makikita sa hubad na mata.
8.2. Mga polimer ng pagpapagaling sa sarili
Ang panghuli solusyon para sa pagpapanatili ng isang malinis na pagtatapos ng ibabaw ay isang materyal na maaaring ayusin ang sarili.
- Konsepto: Angse are polymers that contain micro-capsules filled with a healing agent. When the surface is scratched or cracked, the capsules rupture, releasing the agent, which then polymerizes (cures) to fill the gap.
- Pakinabang: Nagbibigay ng permanenteng pagtatanggol laban sa mga karaniwang mga bahid ng ibabaw tulad ng mga menor de edad na gasgas at scuff, na makabuluhang pagpapabuti ng kahabaan ng buhay ng kosmetiko na tapusin sa mga item tulad ng mga automotive coatings at consumer electronics.
- Kasalukuyang katayuan: Habang umuusbong, ang mga materyales na ito ay ipinatutupad na sa mga dalubhasang coatings at high-end application.
8.3. Napapanatiling materyales at pagtatapos ng ibabaw
Ang pagtaas ng presyon ng regulasyon at consumer ay ang pagmamaneho ng pagbabago patungo sa mga materyales na palakaibigan na nakakatugon pa rin sa mataas na mga kahilingan sa kalidad ng ibabaw.
- Bio-based at recycled polymers: Ang challenge is that recycled and bio-based resins often contain impurities or variations in molecular weight that can negatively impact gloss and texture, leading to defects like Splay or daloy ng mga marka .
- Solusyon Pokus: Paggamit Mataas na kontrol sa temperatura ng amag at optimized melt flow additives to compensate for the lower consistency of sustainable materials, thereby preserving the required aesthetic finish.
- Mga coatings na batay sa tubig: Ang paglipat ng layo mula sa solvent-heavy (VOC-mayaman) na coatings hanggang sa mga sistema na nakabatay sa kapaligiran na batay sa kapaligiran para sa post-molding painting, tinitiyak na ang patong ay sumunod nang maayos sa plastik na substrate nang hindi nagiging sanhi ng pagkapagod ng kemikal o pagkasira.
9. Konklusyon
9.1. Mga pangunahing takeaways para sa pagkamit ng de-kalidad na pagtatapos ng ibabaw
Ang pagkamit ng isang pinakamainam na pagtatapos ng ibabaw sa paghubog ng plastik na iniksyon ay hindi isang proseso ng solong hakbang ngunit isang resulta ng mga naka-synchronize na pagsisikap sa buong tatlong pangunahing mga domain:
- Materyal na mastery: Ang choice between amorphous resins ( PC, PMMA, abs ) para sa higit na mahusay na pagtakpan at ang likas na mga hamon ng Semi-crystalline resins ( Pp, pe ) ay pangunahing. Laging tiyakin ang wastong materyal na pagpapatayo at paghahanda.
- Katumpakan ng tooling: Ang mold dictates the maximum achievable finish. Investing in appropriate bolishing ng amag (sa isang tiyak na r a halaga o Grade grade ) o pag-aaplay ng high-precision Surface Texturing (kemikal o laser) ay mahalaga. Wasto Venting at uniform Paglamig ng disenyo ng channel ay hindi maaaring makipag-usap para maiwasan ang mga depekto.
- Pag -optimize ng Proseso: Ang final finish is tuned by Mga parameter ng pagproseso . Mataas temperatura ng amag at controlled bilis/presyon ng iniksyon ang mga pangunahing levers na ginamit upang maalis ang mga depekto tulad Mga marka ng lababo , Mga linya ng weld , at daloy ng mga marka . Gumamit ng mga sistematikong pamamaraan sa pag -aayos tulad ng DOE Upang i -lock ang pinakamainam na mga parameter.
Kinikilala ng pinakamatagumpay na proyekto na ang kalidad ng ibabaw ay isang function ng buong sistema - materyales, amag, at makina - na magkakasuwato.
9.2. Ang hinaharap ng pagtatapos ng ibabaw sa paghuhulma ng plastik na iniksyon
Ang industriya ay lumilipat patungo sa matalino, integrated solution:
- Functional Surfaces: Ang emerging trends of Micro at Nano Texturing ay magbabago ng mga plastik na ibabaw sa mga functional interface na nagtataboy ng tubig, labanan ang mga mikrobyo, o manipulahin ang ilaw, na ginagawang tapusin ang ibabaw ng isang aktibong sangkap ng produkto.
- Smart Processing: Mga advanced na teknolohiya tulad Rapid Temperatura Cycling (RTC) at closed-loop process control will become standard, allowing manufacturers to consistently achieve mirror-like finishes even with complex geometries and challenging sustainable materials.
- Materyal na katatagan: Ang implementation of Mga polimer ng pagpapagaling sa sarili mababago ba ang panimula kung paano tinitingnan ang tibay, tinitiyak na ang kalidad ng aesthetic ay pinananatili nang matagal matapos ang bahagi ay umalis sa amag.
Sa pamamagitan ng pananatili sa mga pagpapaunlad na ito at pagpapanatili ng mahigpit na kontrol sa proseso, ang mga tagagawa ay maaaring palaging maghatid ng mga plastik na sangkap na may kalidad na pagtatapos ng buong mundo.
Ang komprehensibong gabay na ito ay detalyado kung paano makamit ang pinakamainam na pagtatapos ng ibabaw sa paghuhulma ng plastik na iniksyon sa pamamagitan ng pagbabalanse ng pagpili ng materyal, disenyo ng amag, at mga parameter ng pagproseso. Tinukoy nito ang mga pangunahing sukatan tulad ng r a Ang mga halaga at ang scale ng pagtatapos ng SPI, pagkatapos ay galugarin ang mga pamamaraan tulad ng polishing ng amag, pag -text sa laser, at advanced na kontrol sa temperatura ng amag. Sa wakas, ang artikulo ay nagbibigay ng mga sistematikong solusyon para sa mga karaniwang depekto tulad ng mga marka ng lababo at mga linya ng weld, na nagtatapos sa isang pagtingin sa mga uso sa hinaharap kabilang ang nano texturing at self-healing polymers.

